准干式切削微量润滑装置研究进展*
2023-11-13 07:52袁尧辉李伟秋王成勇颜炳姜
机电工程技术 2023年10期
汪 喜,袁尧辉,李伟秋※,王成勇,颜炳姜
(1.科益展智能装备有限公司,广州 510770;2.广东工业大学机电工程学院,广州 510006;3.汇专科技集团股份有限公司,广州 510663)
0 引言
微量润滑(Minimum Quantity Lubrication,MQL)技术是以高速雾粒的形式向切削区域供给润滑剂。与传统切削液相比,MQL 使润滑剂更具渗透性,改善了冷却润滑条件,且使用高降解率的润滑油,大幅降低了切削液对环境和人体的危害,避免了废液处理难题,MQL 逐步取代传统切削液已成为趋势。
微量润滑技术的发展与应用,离不开微量润滑装置或系统的辅助。为了充分发挥微量润滑技术优势,一方面要求微量润滑装置或系统具有良好的雾化、传输以及油量调控性能。雾化是微量润滑技术的根本,润滑剂雾化颗粒越小,渗透性和吸附性越强,在刀具和工件表面更易形成润滑膜[1-2]。雾化颗粒在传输过程中,与通道壁碰撞,易堆积液化成大颗粒的油滴,甚至有可能在油雾出口处出现喷溅现象[3],因此提高润滑剂雾粒的传输效率非常有必要。不同材料、不同加工方式,对油量的需求也不尽相同,如淬硬模具钢的铣削加工,油量在32 mL∕h 时,切削力小,刀具磨损量少[4];蠕墨铸铁钻削加工时,油量在5 mL∕h 时,能较好地改善钻孔过程的润滑性[5];不锈钢车削时,油量在33 mL∕h 时,刀具磨损量少[6];而对于淬硬模具钢的磨削,油量控制在200 mL∕h 时为最佳[7],因此油量的调控也非常重要。另一方面要求微量润滑装置或系统提供的油雾是集中喷射,油雾出口离刀尖及切削区比较近(30~50 mm)[8-9],其原因是距离越远,油雾越容易发散,冷却润滑效果也就越差。
微量润滑装置或系统在实际应用过程中,由于绝大多数金属切削工况条件较为复杂(机床结构、工件、加工工艺、夹具等),导致喷嘴布置存在诸多干涉,油雾出口难以接近刀尖及切削区,达不到较好的冷却润滑效果;此外,微量润滑切削过程中产生的大量油雾在短时间内无法消散,对环境质量和人体健康的影响不容忽视。随着微量润滑技术的不断推广,对先进微量润滑装置的要求也越来越高,研发高性能微量润滑装置或系统对于促进国内微量润滑技术的推广具有重要意义。国家重点研发计划“制造基础技术与关键部件”重点专项也于2018-2020 年分别围绕微量润滑技术相关基础理论、共性关键技术及其成套装置示范应用设立了相应专项课题,促进微量润滑装置或系统的优化升级和推广应用。
本文综述了典型微量润滑装置的研究进展和应用,归纳了各类型微量润滑装置的原理、技术特点、涉及的关键部件和应用现状,分析了各类型微量润滑装置应用形式及发展方向,通过综述分析得出结论并展望微量润滑装置发展前景,旨在为微量润滑装置或系统的进一步升级优化和工程应用提供参考。
1 常用微量润滑装置
现有微量润滑装置根据润滑油雾化方式的不同,可分为外置式微量润滑装置和内置式微量润滑装置两种。
1.1 外置式微量润滑装置
外置式微量润滑装置的原理是利用压缩空气将定量的油在喷嘴出口处雾化,并喷射至切削区域进行冷却润滑。按照润滑油供给方式,常用的外置式微量润滑装置可分为负压引液型、压力罐压液型以及微泵供油型3 种。
1.1.1 负压引液型微量润滑装置
负压引液型微量润滑装置是通过吸液部件产生负压从而使润滑剂被吸入管道雾化后从喷嘴出口处喷出。如图1所示为北京航空航天大学研制的负压引液型微量润滑装置[10],其将压缩空气分成两路,一路依次经过收缩-扩张孔来产生负压,通过吸液管将润滑液吸入吸液装置中;另一路进入油罐内,将润滑液经吸液管压入吸液装置中,最终润滑液在吸液装置中与压缩空气混合雾化,从喷嘴喷出。成都飞机工业有限责任公司[11]开发的微量润滑装置也采用了类似的供油方式。

图1 负压微量润滑装置
此类装置虽然结构简单、体积小、便于安装,但若气源压力不稳定,负压吸油量会时大时小,难以精确控制油量,油雾颗粒也会时大时小,影响冷却润滑效果。
1.1.2 压力罐压液型微量润滑装置
压力罐压液型微量润滑装置通过压力油箱产生的压力,使润滑剂流入传输管道,并在喷嘴端经压缩空气雾化形成微细油雾。图2 所示为一款油气同芯传输的压液式供油的微量润滑装置[12],其通过调压阀对油罐内部压力进行稳压,使得润滑剂稳定地经油管输送至喷嘴处,压缩空气在喷嘴处将润滑剂雾化,同时在油路上设置有油量调节装置,以便对油量进行控制,进而控制油雾大小。上海某公司[13]是通过压缩空气推动油缸内的活塞来控制缸内油压的稳定,以保证油量的稳定供给,此装置不仅设置有油量调节装置,还设置有气量调节装置,可以实现不同比例的油、气混合。
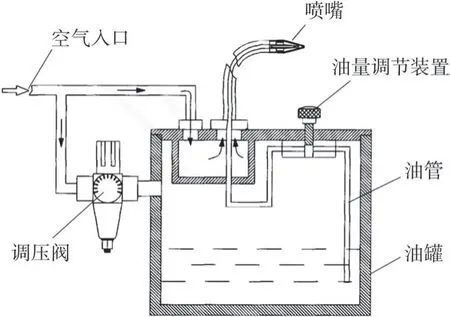
图2 压力罐压液型微量润滑装置
压力罐压液型微量润滑装置同样具有设备简单、运动部件少、易操作、油雾输出连续性好等特点,但在使用中仍存在润滑油用量难调控、油雾输出量受固有压降影响大等缺点。
1.1.3 泵供油型微量润滑装置
为改善负压引液型和压力罐压液型微量润滑装置难以精确控制油量的缺陷,小型气动或电动微量油泵被用于精确控制切削过程中微量润滑油的用量。
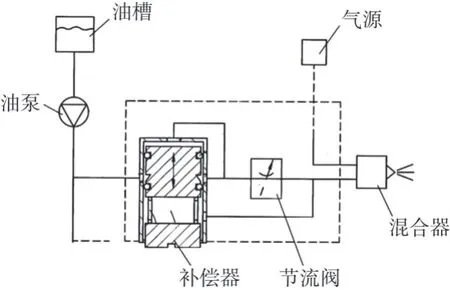
图3 泵油MQL系统
如图3 所示,意大利Dropsa 公司[14]利用液体泵从油槽中吸油,经补偿器和节流阀定量地输送至混合器中,与同时接入的压缩空气混合雾化。为实现多喷嘴喷射油雾,Dropsa 公司[15]还采用气驱机械泵提供稳定的油量,并分配给多个混合块,压缩空气将每个混合块中的润滑油混合雾化,从多个喷嘴喷出,实现多喷嘴对一个或多个切削区域进行充分冷却润滑,也可以适应多种工况的需求。该装置虽能进行多点润滑,但是气体分成多路后,流量会减少,分流也会不均匀,会影响对切削区域的冷却润滑效果。
同样采用机械泵供油的还有四川大学[16]利用蠕动泵向喷嘴稳定供给润滑油;韩国首尔科技术大学[17]用抽水泵向混合器稳定供给润滑液。为了监测润滑液的流量,美国UNIST 公司[18]在气驱泵供油的微量润滑装置中增加了流量计,以实时检测流量。
以上所述的外置式微量润滑装置在油量调节上都是粗略调节,并且不具备可重复性,完全凭感观判断油量的大小。油量的精确可控性,是产生多种油雾量大小,满足不同工况需求的先决条件。
某智能装备有限公司[19]发明了一款用精密的电子泵来控制油量的微量润滑装置。如图4 所示,其原理是通过压缩空气对油罐加压,加压后的润滑油接入一个或多个精密电子泵中,通过PLC 控制电子泵的开关频率和通电时间,即可精确控制油量的大小。虽然此装置加油时也需要停机,但是其油量的调节是精确可控的,油量范围较大(0~150 mL∕h),且可重复调节,在应对不同工况需求时,调节更方便,适用范围更广。

图4 微量润滑原理与装置
1.1.4 外置式微量润滑装置的关键部件
在MQL 装置使用过程中,一些核心部件起到了关键作用,如气驱机械泵、喷嘴等。
图5 所示为上海某科技有限公司[20]开发的一款应用于MQL 装置或系统的精密机械润滑泵,其原理为当压缩空气进入气体腔时,活塞杆尾部压力增大,推动活塞杆向前移动,使液体腔缩小,压力增大,推开单向阀堵头,润滑剂泵出;随后液体腔压力释放,单向阀堵头复位,出油口密闭;当气体腔压力释放,活塞弹簧推动活塞向后复位,同时在液体腔产生一定的负压吸入润滑剂,以备下一次泵油。虽然此类泵可实现连续定量供油,但油量调节的可重复性差。

图5 油泵结构
图6 所示为某智能装备有限公司[21]开发的微细油雾喷嘴。高压气流将输送至喷嘴的润滑油雾化后,撞击在雾化锥上,雾化锥和支架产生高频振荡,使油雾二次雾化,形成更小的油雾颗粒从喷嘴喷出。该公司[22]还开发了一款约束型喷嘴,利用射流的柯恩达效应及卷吸作用,实现油雾的集中喷射,如图7所示。

图6 微细油雾喷嘴

图7 约束型喷嘴
图8 所示为美国UNIST 公司[23]设计的混合喷嘴,油与空气混合雾化生成的油雾从喷嘴中心喷出时,外围还有一层空气包裹着油雾,一方面使油雾喷射更集中,另一方面利于清扫切屑。
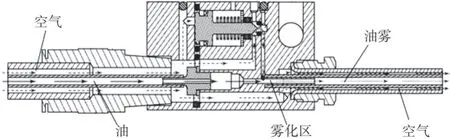
图8 混合喷嘴
外置式微量润滑装置在实际应用时,通常需要架设喷嘴,但在复杂零部件和复杂走刀路径加工条件下,外布喷嘴容易受到夹具、工件、装卸料装置等的干涉,其冷却润滑性能也受到一定的影响。
1.2 内置式微量润滑装置
内置式微量润滑装置是在装置内部产生油雾,再通过管路接入内冷主轴或内冷刀杆,从刀具的内冷孔喷出,油雾出口离刀尖和切削区域更近。此外,由于内置式微量润滑装置产生的油雾颗粒相对较小,油雾的渗透性更好,更容易在刀具和工件表面形成润滑油膜,冷却润滑效果也更佳[24]。
1.2.1 常压型内置式微量润滑装置
北京某技术有限责任公司[25]在雾化罐的顶部安装一个文丘里雾化器,如图9所示,进气口接入压缩空气后,在文丘里处产生负压,经吸液管将雾化罐下部的油液吸入雾化器进行雾化,行成油雾后,从油雾出口引出,在吸液的管道处还设置有油量调节装置,以实现不同油雾量的控制。日本株式会社[26]也采用了类似结构,不同的是其采用控制阀组对文丘里的雾化压力进行控制,来实现不同油雾量的控制。

图9 内冷微量润滑装置
东莞某节能环保技术有限公司[27]在油缸内设置有3个文丘里雾化器,通过控制雾化器工作个数,可提供3种油雾量。该装置的油雾除了可以接机床的内冷系统从内冷刀具中喷射出来,也可以与外置喷嘴相接,应用于非内冷刀具加工的场合。
压缩空气经雾化器使润滑剂雾化后,压力都会降低,再加上长距离传输过程中压力损失,使得上述内置式微量润滑装置针对直径6 mm以上的内冷刀具时,表现为气体气压不足、流量小、油雾供不应求。为此,德国ROTHER TECHNOLOGIE 公司[28]在装置中加入了2 个比例阀,如图10 所示。其中,一个比例阀控制雾化压力,实现不同油雾量的供给,另一个比例阀控制雾化罐内部压力,当内冷刀具内冷孔较大时,雾化罐内部压力下降过快,低于比例阀设定的压力值时,阀门打开,通过向雾化罐内补充压缩空气来稳住雾化罐内部压力,保证油雾的稳定供给。而广东工业大学与某智能装备有限公司[29]是在装置中增加了补气系统,当雾化罐内压力过低时,即可打开相应的补气阀,向雾化罐内补充压缩空气,目的是调节雾化罐内压力,保证油雾压力的稳定。

图10 内置式MQL装置
图11 所示为德国BIELOMATIK 公司[30]开发的内置式微量润滑装置,其在装置中加入补气装置的基础上,在油罐内部还安装有多层筛选结构,只有小颗粒的油雾才能通过筛选,从油雾出口被引出,大颗粒的油雾会回流至润滑液当中,等待再次雾化。为了获得多种油雾量,该装置设置多达9 个油雾发生器,油雾发生器分别由电磁阀组控制,控制雾化器工作的个数,即可实现对油雾量的控制,进而满足不同工况的加工需求。
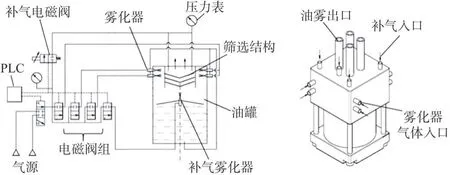
图11 多流量的内置式MQL装置
1.2.2 增压型内置式微量润滑装置
常压型内置式微量润滑装置的气源压力一般为0.5~0.7 MPa,经过雾化器后压力更低,将其应用于深孔加工时,难以满足断屑排屑的要求,容易堵塞排屑槽,加速刀具磨损,甚至会断刀。
针对此问题,东莞某节能环保技术有限公司[31-32]发明了一款增压型微量润滑装置,如图12 所示,其采用增压泵将压缩空气加压至1~1.6 MPa,再通过文丘里将润滑油雾化,得到高压的油雾,进而满足深孔加工的要求。该装置设置有2个增压泵,分别向2个雾化器提供高压气体,控制雾化器工作的个数可实现油雾量大小的调节;另外由于油罐容积较小,且内部有压力,而为了保证装置长时间工作而不停机加油,此装置还引入了自动补液的装置,油罐内的低液位报警后,即可触发补液系统进行自动补液,当液位到达高液位后,再触发停止自动补液。在此基础上,广东工业大学与某智能装备有限公司[33]对其进行了升级改造,联合开发了一款增压型可自动调节油量的微量润滑装置,该装置使用两个比例阀分别控制3个文丘里雾化器的雾化压力和雾化罐内部压力,当2 个比例阀形成稳定的压力差,即可使装置稳定地提供油雾。通过PLC 控制压力差与雾化器工作个数的不同组合,即可实现不同油雾量的自动切换,其系统内部初始设定了24 种油量,还可根据实际情况自定义设置。该装置与数控机床联机后,可通过相应的代码自动调用不同的油量,自动化程度高,可满足多工序、多工况的需求。

图12 高压型内置式微量润滑装置
1.2.3 内置式微量润滑系统的关键部件
内置式微量润滑装置需要配合内冷数控机床一起使用,共同组成内置式微量润滑系统。内冷数控机床中核心部件(内冷主轴、内冷刀柄等)的结构,直接影响微量润滑的冷却效果。
上述内置式微量润滑装置主要应用于具有单通道内冷主轴的数控机床,这类装置产生的油雾颗粒虽然小,但始终摆脱不了离心力的影响,当主轴转速(10 000 r∕min以上)过高时,只有少部分油雾从内冷刀具的内冷孔喷出,大部分油雾受离心力作用,会附在内冷通道的内壁凝结,形成大的油滴后从内冷孔甩出,其冷却润滑效果会大大折扣。
为提高油雾传输率,避免油雾液化,日本株式会社设计了3 款内冷刀柄。第一款[34]是在内冷刀柄设计有排气通路,如图13 所示,当刀具内冷孔堵塞,导致出气量减少时,排气通路的流量会增加,会使液化的油迅速再次雾化从排气通路排出,也就避免了油雾液化堆积。第二款[35]是在内冷刀柄中安装有多孔的整流器,如图14 所示,由于整流器上的孔比较小,油雾通过时会被加速,能有效地阻止油雾的液化。第三款[36]是将第二款内冷刀柄中的多孔整流器换成空腔组透过层,如图15 所示,此部件为微小空洞呈密集状态的烧结金属块,当刀具内冷孔喷出油雾量有减小趋势时,空腔组透过层中高压的油雾会膨胀加速流出,进而补充刀具内冷孔喷出的油雾量,总而言之,此部件具体有缓冲压力变化的作用,可保障油雾喷射的稳定。

图13 带排气通路的内冷刀柄
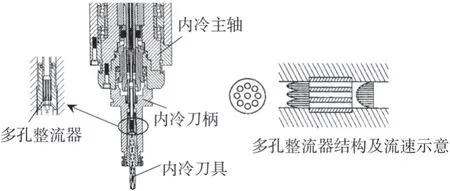
图14 带整流器的内冷刀柄

图15 带缓冲器的内冷刀柄
类似的结构,广东工业大学与某智能装备有限公司[37]联合开发了一款内冷刀柄,如图16所示。其通过调节内部调节件与内冷针的位置,来提高油雾的传输效率,此外,该刀柄的还结合了超声波技术,切削过程中,刀柄的高频振动使工件与切削刃之间会有周期性的短暂分离,分离的瞬间,油雾更容易进入切削区域,冷却效果更佳。
考虑到多数金属切削加工采用的机床不具备内冷功能,且时常由于机床结构、工件结构、夹具结构等的影响,无法在主轴外围架设喷嘴,此时可以将内置式微量润滑装置产生的油雾接在特殊的喷嘴上。某智能装备有限公司[40]开发了一款可自动换刀的环形喷嘴,如图18 所示,此喷嘴是套在刀柄上,喷嘴的多个喷孔环形布置,喷射方向向刀具中心汇聚,油雾喷射出来时将完全包裹住刀具,为了使该喷嘴随刀柄一起自动换刀,该喷嘴嵌套在固定件上,而固定件安装在主轴旁边的支架上。此款喷嘴能很好地避开各种干涉,此外,由于不随主轴转动,油雾完全不受离心力的影响,进而保障了油雾对刀具及切削区域的有效冷却润滑。

图16 超声波内冷刀柄
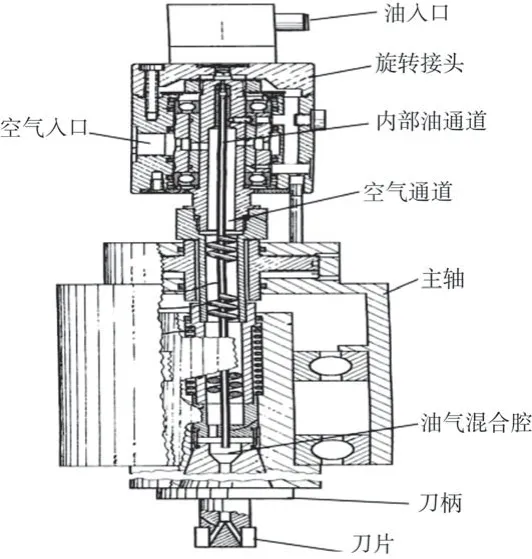
图17 内冷双通道主轴

图18 环形喷嘴结构
为了让不具备内冷功能的数控机床使用内冷刀具,该智能装备有限公司[41]还开发了一款适用高速加工的外冷转内冷刀柄,如图19 所示,内置式微量润滑装置产生的油雾经入口进入刀柄内部通道,再通过内冷刀具内冷孔喷出。此款刀柄在轴承座与刀柄之间采用非接触式迷宫型间隙密封,从而解决了接触式密封的外冷转内冷刀柄在长时间高速转动时发热严重,密封件易损坏,转速不能过高的问题,将外冷转内冷刀柄的转速由原来的3 000~4 000 r∕min 提高至18 000 r∕min,使此类刀柄既可满足粗加工的要求,也可以满足精加工的加工要求。
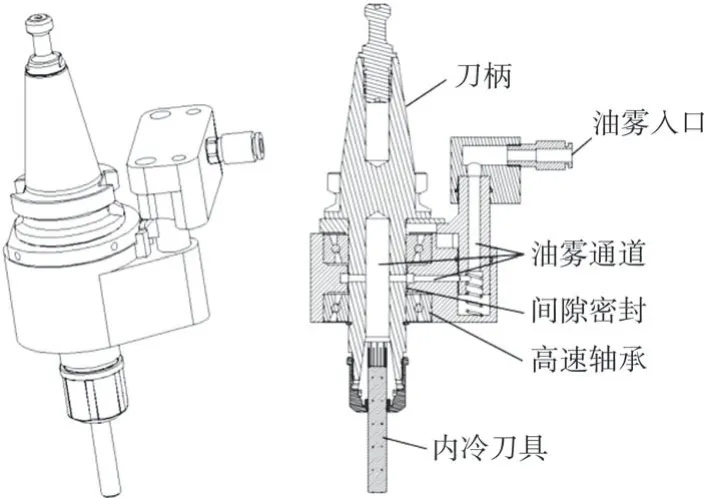
图19 外冷转内冷刀柄
2 复合增效型微量润滑装置
准干式微量润滑切削技术通过高速气体将雾化油雾颗粒喷入切削区域,增加了润滑剂的渗透性,减轻刀具与工件的摩擦。但微量润滑冷却性能不足,高温易导致油膜破裂、解吸附甚至氧化失效,切削区域不能形成连续的油膜润滑[42]。为此,一些学者在现有微量润滑装置基础上,从润滑和冷却两方面进行了一些探索,形成一些复合增效型微量润滑装置,如静电微量润滑装置、油水复合微量润滑装置和纳米流体微量润滑装置。
2.1 静电微量润滑装置
静电微量润滑装置的原理是通过对润滑液或润滑液气雾荷电,有效减小润滑液滴的粒径、表面张力和润滑角,提高润滑液的润湿和渗透能力,进而提高荷电润滑液滴的蒸发散热能力[43],同时荷电液滴在电场力的作用下沉积吸附性能增强,润滑油膜更易生成,润滑性能更佳。
如图20 所示,浙江工业大学[44-45]在喷嘴上设置有电极,压缩空气将油泵输送过来的切削液在喷嘴处雾化同时,喷嘴处的电极放电,使切削液气雾带电并从喷嘴喷出。考虑到压缩空气流速较快,油雾荷电的时间较短,导致油雾颗粒的带电量多少不一,浙江工业大学[46-48]还考虑将在电极设置在输液通道上,利用高压静电装置经电极对润滑液进行荷电,再通过压缩空气与荷电的润滑液混合雾化,经喷嘴喷出,其原因是微量润滑装置中润滑液的流速较慢,消耗量较少,一般为20~30 mL∕h,对其荷电的时间充足,雾化后颗粒带电量均匀。

图20 荷电微量润滑装置的喷嘴
青岛理工大学与内蒙古民族大学[49]共同开发一套静电微量润滑磨削系统,如图21 所示。该系统除了通过负极对喷嘴放电,还通过正级对工件进行放电,带负电荷的油雾颗粒从喷嘴喷出后,一方面受喷嘴负电荷的排斥,另一方面受工件正电荷的吸引,更容易更均匀地在工件表面形成润滑油膜,进而使润滑效果更好。
据了解,2017年安徽省启动“两治三改”(治理违法建设、违法用地和改造棚户区、城中村、老旧小区)。截至2018年9月下旬,全省已累计完成违法建设治理322.01万平方米、违法用地治理面积11519.09亩,分别占全年目标任务的88.90%、89.56%。

图21 荷电微量润滑装置
2.2 油水复合微量润滑装置
油水复合微量润滑装置的原理是压缩空气将水和油充分混合雾化后经喷嘴喷射至切削区域,其中微量润滑油参与润滑,而水遇到切削热后,气化带走大量的热,达到强制降低切削温度的目的。
上海某科技有限公司[50]在普通型外置式微量润滑装置中增加水供应系统,如图22 所示,润滑油通过精密气动泵泵至喷嘴处,水通过压力罐经压缩空气压至喷嘴处,最后在混合喷嘴中通过压缩空气将水、油同时雾化,形成油膜附水滴喷射至切削区域。某有限公司[51]也采用类似的结构发明了一款油水复合微量润滑装置,不同的是该装置设置有雾化单元,定量的油、水、气充分混合后再从喷嘴喷出,这种混合方式能使水和油混合更充分,更容易形成油膜附水滴。

图22 油水气三相微量润滑装置
为了减小油雾颗粒的大小,使其更容易产生油膜附水滴,某智能装备有限公司[52]将内置式微量润滑装置与外置式微量润滑装置结合,开发了一款油水复合装置,如图23 所示,该装置的油雾由油罐内的雾化器产生,细小的油雾由压缩空气输送至喷嘴处,而水是经过压缩空气加压后,通过精密微量泵精确定量控制后,传送至喷嘴处,最后再由压缩空气将定量的水和细小的油雾颗粒进行混合,进而更多地形成油膜附水滴,提升对切削区域的冷却润滑性能。该装置的优点是油雾颗粒相对较小,水量可以精确控制,且可重复调节。

图23 油水复合微量润滑装置原理
为了使油、水混合更充分,能形成更多的油膜附水滴,油水复合喷嘴起到关键的作用。上海某科技有限公司[53]开发了一款油水复合喷嘴,如图24 所示。该装置中气、油、水在喷嘴内部分开传输,在柯恩达效应的卷吸作用下,气水混合形成水气两相流,气油混合形成油气两相流,最后在喷嘴前端形成油膜附水滴。

图24 油水复合喷嘴
油水复合微量润滑装置的特点是让水参与对切削区域的强化换热,水量过多油量过少会影响润滑性能,水量少油量多,冷却性能受限,因此需控制油水比例,尽可能多的形成油膜附水滴,使冷却与润滑效果同时达到最佳。
2.3 纳米流体微量润滑装置
相关研究表明,微量润滑气流的冷却效果很有限,针对磨削加工时,满足不了磨削区强化换热的需要。由强化换热理论可知,固体的传热能力远大于液体和气体[54]。为了让固体材料参与润滑剂强化换热,同时让固体材料有良好的流动性能和稳定性能,一些高校考虑将纳米颗粒与润滑液混合制成纳米流体,再通过微量润滑装置将其雾化喷射至加工区域进行冷却润滑。
如图25 所示,青岛理工大学[55]采用纳米级的石墨颗粒与润滑剂混合,制成稳定的纳米流体,再通过液体泵输送至喷嘴处,压缩空气与纳米流体在喷嘴混合室中充分混合雾化,从喷嘴出口喷出。

图25 纳米流体微量润滑装置原理
青岛理工大学[56]还开发了另外一款纳米流体微量润滑装置,不同的地方是其对喷嘴进行了改造,喷嘴中心通道稳定地输送纳米流体,四周的多孔通道输送压缩空气,并以一定角度向中心汇集,一方面产生空气隔离层,另一方面将定量的纳米流体雾化喷入加工区域,如图26所示。
上述纳米流体微量润滑装置是以气动力作为纳米流体润滑液雾化的驱动力,雾粒分布不够均匀,且不可控。为此,江苏科技大学[57]将高压静电场引入纳米流体微量润滑装置,如图27 所示,其将可调高压静电发生器的正极与刀具相连,负极与喷嘴相连并提供直流负高压,从而在刀具与喷嘴间建立高压静电场,纳米流体经注射泵输送至喷嘴后,在电场的作用下破碎成带电雾滴从喷嘴喷射出,带负电的雾滴受喷嘴同性电荷的排斥,并受到刀具表面异性电荷的吸引,在电场力的推动下沿着电力线作定向运动,从不同方向飞向切削区。通过调节静电场可调控纳米流体雾滴的大小、分布及运动轨迹。该系统可以有效减少雾滴的飘移散失,降低空气中雾滴浓度,改善工作环境。青岛理工大学[58]也开发了一款类似工作原理的纳米流体微量润滑装置。
江苏科技大学[59]还通过两个注射泵同时向带电喷嘴提供水基纳米流体和油基纳米流体,两种纳米流体在高压静电场的作用下,在混合腔充混合形成带电的纳米流体油膜水滴后从喷嘴口喷出,有效结合水和固体纳米颗粒的高冷却性能与油的优异润滑性能,同时利用电荷的吸附性,一方面使油膜附水滴分布均匀,另一方面使周围环境中的雾状颗粒尽快沉积,减少对环境的污染。

图26 纳米流体喷嘴
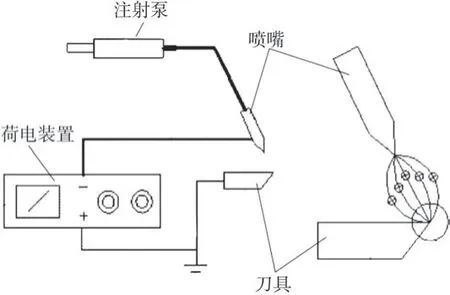
图27 可控纳米流体微量润滑装置原理
纳米流体微量润滑装置的主要特点是使固体参与强化换热,同时引入高压静电场可以增加雾粒分布的均匀性和可控性。
3 结束语
本文针对准干式微量润滑切削技术,对微量润滑装置的研究进展和应用进行了系统性介绍,总结了微量润滑装置或系统在实际应用中的技术特点,如表1 所示。同时综述了各类型微量润滑装置的原理、技术特点、涉及的关键部件和应用现状,主要结论如下。

表1 常温微量润滑装置的分类与技术特点
(1)外置式微量润滑装置的发展经历了从简单的负压引液式供油和压力罐压液式供油,到精密微量泵供油的发展趋势,油量由粗略调节逐渐过渡到了可重复式精确调节;同时,为了解决外置式微量润滑装置在实际应用中存在的喷嘴易干涉、界面成膜性能难保证等问题,适用于主轴内冷传输的内置式微量润滑装置得到了较好发展。为了适应多工况的需求,内置式微量润滑装置的油雾变化量由几种发展至多达24 种或以上;为了提高微量润滑装置或系统的自动化程度,由手动调节发展为自动调节,并开发了一系列的核心部件,如精密供油泵、微量润滑喷嘴以及微量润滑专用内冷主轴和内冷刀柄等。
(2)复合增效型微量润滑装置有两个增效方向,润滑和冷却。润滑方面的增效是一方面通过电场力减小油雾颗粒的粒径,提高雾粒的渗透性,另一方面带电的油雾颗粒在电场力的作用吸附力更强,从而使油雾在刀具和工件表面更容易形成润滑油雾,润滑性能更佳。冷却方面的增效是让复合在油雾中水分和纳米级的固体颗粒参与切削区域的强化换热,以达到强制降温的目的。
近年来微量润滑装置在微量润滑技术的推动下得到了快速发展,应用范围也在不断扩大,如应用于汽车领域发动机的加工,应用于航空航天领域难加工材料(钛合金、高温合金、复合材料等)的加工,应用于3C领域的手表、手机零件的加工等,但其依旧存在一定的局限性。微量润滑装置的未来发展方向可能在以下几个方面:
(1)现有微量润滑装置多为数控机床的附加品,推广模式对限于单元技术的推广,在装置调控方面不仅需要手动调节,还时常受现场的加工条件的限制,难以发挥微量润滑的优势,需要考虑微量润滑装置与加工机床的集成化设计,提高微量润滑装置与加工机床的集成度和自动化程度;
(2)微量润滑装置应用于难加工材料加工时表现为冷却不足、润滑性能难维持,除本文综述的静电微量润滑、油水复合微量润滑以及纳米流体微量润滑技术外,也有部分高校研究了系列低温复合增效微量润滑技术,如低温冷风微量润滑技术、超临界CO2微量润滑技术、液氮微量润滑技术等,进一步发挥常规微量润滑装置与低温切削装置的技术优势,开发高稳定性和高可靠性的低温复合增效微量润滑装置也是未来研究方向之一。
猜你喜欢
防爆电机(2021年4期)2021-07-28
冶金设备(2021年2期)2021-07-21
大电机技术(2021年3期)2021-07-16
装备制造技术(2021年1期)2021-05-21
电机与控制应用(2021年12期)2021-02-28
金属加工(冷加工)(2018年3期)2018-03-26
电测与仪表(2017年20期)2017-12-19
计算机测量与控制(2017年6期)2017-07-01
设备管理与维修(2017年11期)2017-04-20
设备管理与维修(2015年5期)2015-01-01