基于Minitab开展的激光焊接DOE工艺参数优化
2023-11-08 07:01范玉阳陈亚锋赵家昊冯章超
汽车实用技术 2023年20期
范玉阳,陈亚锋,赵家昊,冯章超
基于Minitab开展的激光焊接DOE工艺参数优化
范玉阳,陈亚锋,赵家昊,冯章超
(中航锂电(洛阳)有限公司,河南 洛阳 471000)
近年来随着技术进步,激光焊接的应用逐渐普及,激光焊接在制造业尤其是汽车制造业被大规模使用。激光焊接目前大量应用与动力电池制造,如模组Busbar焊接。激光焊接具有焊接速度快、变形小、精度高等许多优点,对工装、焊接参数等有更高的要求。不同设备间受工装等部件影响会呈现相近但不相同的焊接属性,焊接参数之间存在相互影响,共同作用于焊接质量。为了能获得更优的焊接质量,针对新设备除了进行基础的功能性能验收外,还要对激光焊接设备参数进行全因子的验证。进行多因子参数验证试验,研究设备各参数之间相互作用对焊接质量的影响成为焊接工艺工程师的重要研究方向以及设备参数调整的依据。文章挑选较为常用的焊接参数进行试验设计(DOE)验证,得出因子交互影响程度并用Minitab工具计算优化出理论优解。
动力锂电池;电池制造工艺;激光焊接参数;DOE;模组Busbar焊接
根据陶武等[1]研究激光焊接具有精度高、变形小、焊接快等优点。目前已广泛应用于锂电池制造过程中,且应用于多个重要工序:盖板焊接、密封钉焊接、模组Busbar焊接以及目前无模组技术( Cell To Pack, CTP)中PACK箱内电池焊接等工序,与赵宇龙[2]研究结果一致。激光焊接设备的稳定性直接关系到电池的安全性,以及成组后模组/PACK的稳定性,激光焊接也因此成为各电池制造厂商制造工艺的重点关注对象。
根据郭正松[3]的研究,合理的试验方法可在生产过程中节省焊接参数调试过程中的时间成本、人力成本。通过对周涛[4]、赵娜[5]、马逢时[6]等的研究学习,试验设计(Design Of Experimen, DOE)验证成为一种较为有效的研究方法。目前Minitab软件中有针对DOE验证的模块,操作也相对简单,因此,Minitab软件成为进行多因子试验验证的较为方便的工具。
1 激光焊接在电池制造过程中的应用
激光焊接原理:使用高能激光束将金属工件热熔,使待焊接金属形成熔池相互融合达到焊接目的。
激光焊接是一种高效精密的焊接方式,具备焊接变形小、易于实现自动化高速焊接、污染小、焊接精密等特点,适用于小巧精密的零部件,能满足电池制造工艺中焊接工序的工艺要求。如模组Busbar焊接既要保证焊接后极柱不会因高温出现密封效果损伤,又要保证车辆在各种工况下极柱与导电排间焊接强度合格不会出现断裂。而激光焊接能将焊接能量降至最低形变小的特点,能最大程度保证焊接强度和焊接温度的要求。同时,由于当下电池零部件多为铝制金属件,存在一定的反射性,对焊接效果会有影响。因此,对焊接设备的参数要进行优化,保证工艺参数达到最优。
本文以模组Busbar激光焊接为例,选用正选波形,模拟使用铝制导电排与极柱焊接的参数,焊接功率、焊接速度、离焦量、焊接周期、焊接振幅、保护气体流量6个参数作为影响因子,使用Minitab软件对此6个因子进行DOE分析。
2 试验方案
2.1 确定试验目的及指标
首先要确定焊接设备参数调整的最终目的,即确认目的因子(响应因子),本次验证选取焊接熔深、熔宽作为目的因子。若选择的目的因子为主观判定因子则需根据需求制定评分规则。如:焊缝外观、焊渣飞溅、大小等。
2.2 确认6个影响因子参数的高低水平
试验前需确认每个因子高低水平(-1,1),其中-1为低水平、1为高水平。选取的高低水平要保证各因子在高低水平之间是按照线性影响目的因子。若选取的高低水平中间的影响呈抛物线形式则无法顺利计算拟合出结果。此外,选取的高低水平需根据材料的材质、厚度、表面粗糙度等进行相应匹配,否则均会影响拟合结果。本次实验选用参数及高低水平如表1所示。
表1 实验选用参数及高低水平
因子因子名称高水平低水平 A功率/W3 0004 000 B速度/(mm/s)200300 C离焦量/mm06 D脉宽/mm0.61.0 E频高/mm0.61.0 F保护气/(L/min)210
2.3 设计实验
使用Minitab打开,选择DOE模块,创建因子设计。可根据自身需求选择全因子设计、1/2因子设计、1/4因子设计、1/8因子设计等。Minitab会根据选择及因子高低水平生成对应的实验组。此步骤也可根据实际需求组合因子,设计对应的试验设计。
也可以使用正交试验方法,有效降低试验次数。但考虑到验证前无法判断各因子及其交互因子影响的大小,本文采用全因子设计,得出所有因子及其相互因子的影响。本次采用6因子全因子水平设计,填入高低水平后可得如下64组参数方案,如表2所示。
表2 六因子DOE实验方案表
运行序中心点区组功率/W速度/(mm/s)离焦量/mm脉宽/mm频高/mm保护气/(L/min) 1113 0002006112 2113 00020000.60.62 3113 000350010.62 …… 63113 00035061110 64113 0003500112
2.4 熔深熔宽数据处理
为保证数据准确性,每组焊接参数保证多组数据,本次试验每组参数焊接多个零部件,对焊缝进行切割打磨金相检测得到多组熔深熔宽参数,表3为运行序1的熔深熔宽参数。
表3 运行序1熔深熔宽示例表
功率/W速度/(mm/s)离焦量/mm周期/mm振幅/mm保护气/(L/min)熔深1/mm熔宽1/mm熔深2/mm熔宽2/mm 3 00020061121.936 73.307 42.024 62.517 2 1.732 02.363 51.973 32.378 2 1.871 22.458 61.572 02.246 4 2.141 82.605 02.178 42.392 6
每个运行序去除每参数中的最大值和最小值,其余值取平均数,可得出1个熔深值、1个熔宽值。
3 试验结果分析
待得出熔深、熔宽参数值后将参数按照表2所示顺序,导入至Minitab中,对参数进行拟合分析,以本次实验结果熔宽A为例。
3.1 初步因子分析
对数据进行因子分析,选择所有因子,可得出一个初步方程及一个相应Pareto图,6因子相互交互相很多,因此需辨别其中主要交互项,从图1中可直观辨别出重要因子。
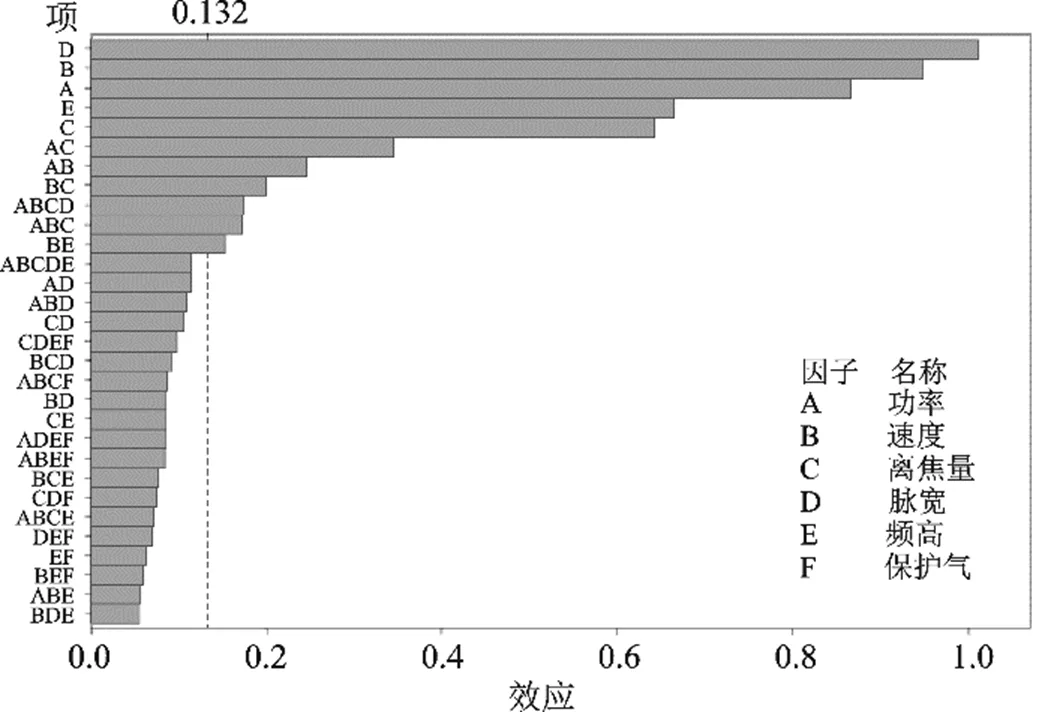
图1 全因子效应Pareto图
3.2 因子优化分析
第一步结束后得出一个较长的方程,但此时因F值,P值均无法计算,无法得出残差图,根据图1及需求重新选择因子及交互因子。
选择D、B、A、E、C、AC、AB、BC、ABCD、ABC、BE、ABCDE、AD因子再次进行因子分析。此时可顺利得出方差,并得到残差图、方差图、正态概率图等,如图2-图7所示;图2与图3反映出此次计算结果中仍带入了部分不明显因子及其交互因子。
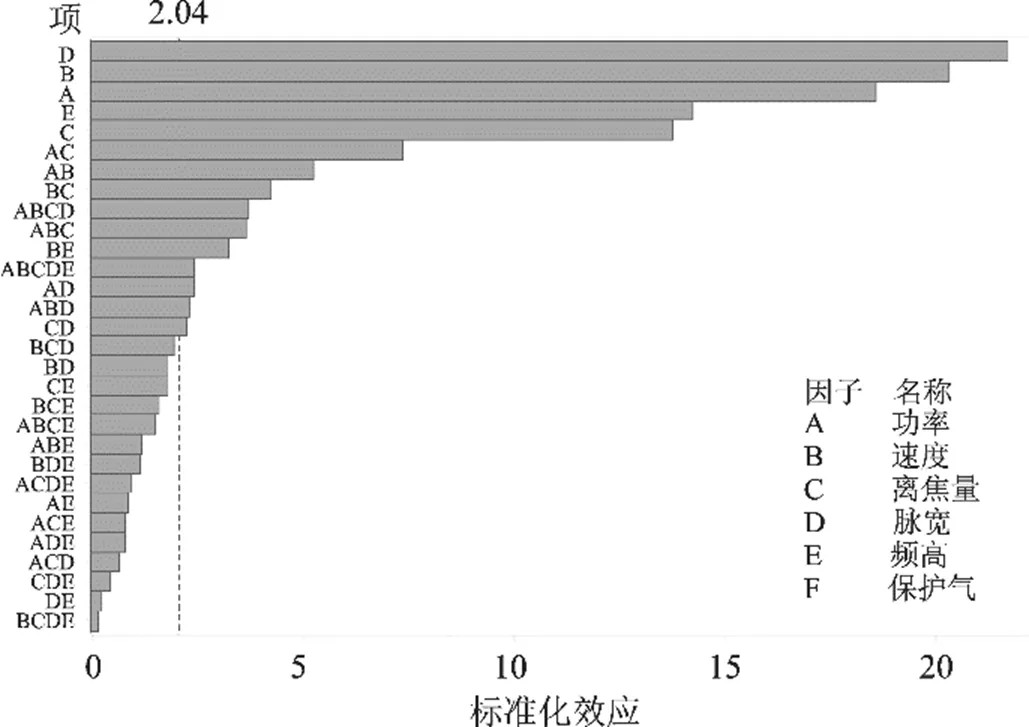
图2 效应Pareto图
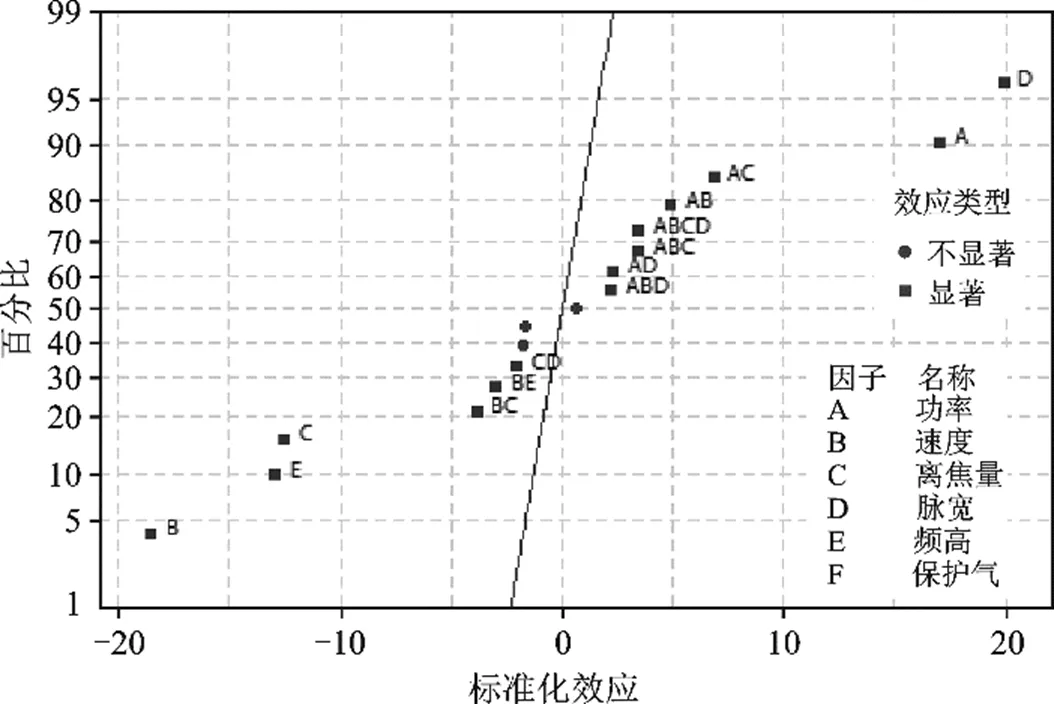
图3 标准化效应正态图
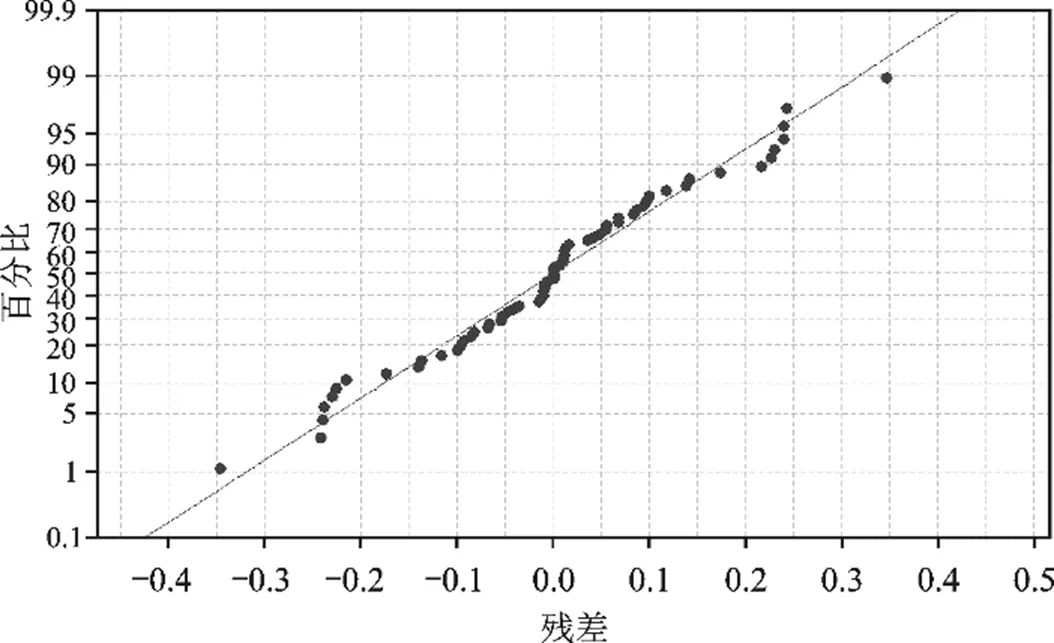
图4 残差正态图
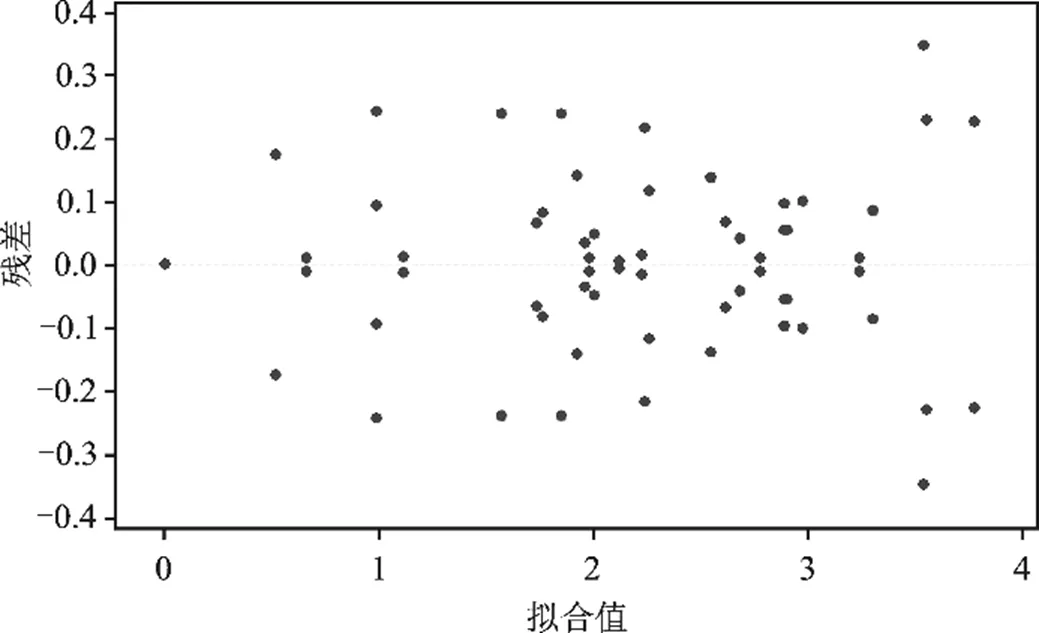
图5 残差与拟合值
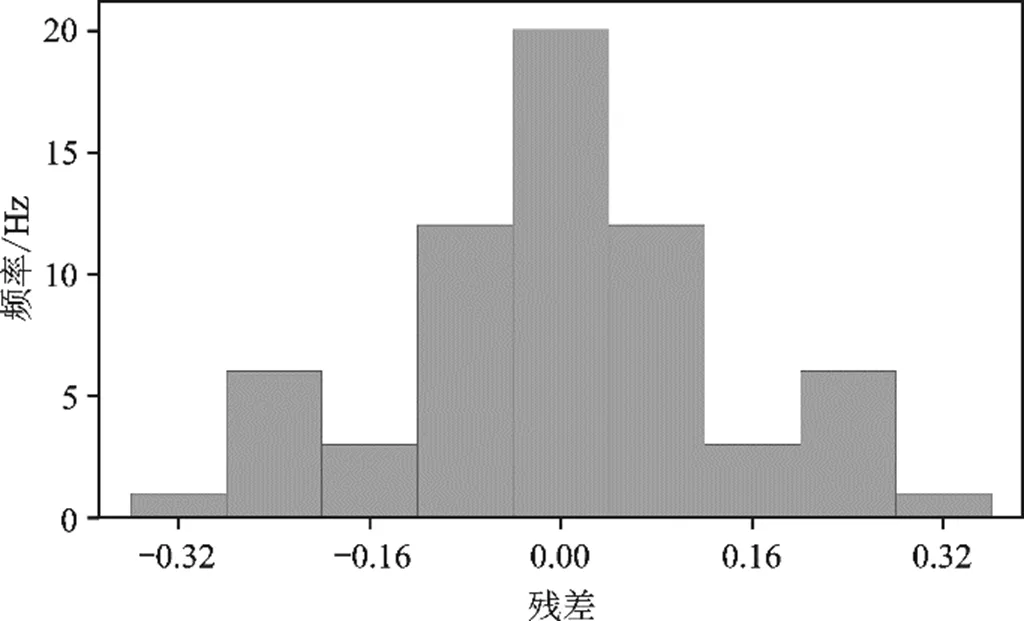
图6 残差直方图
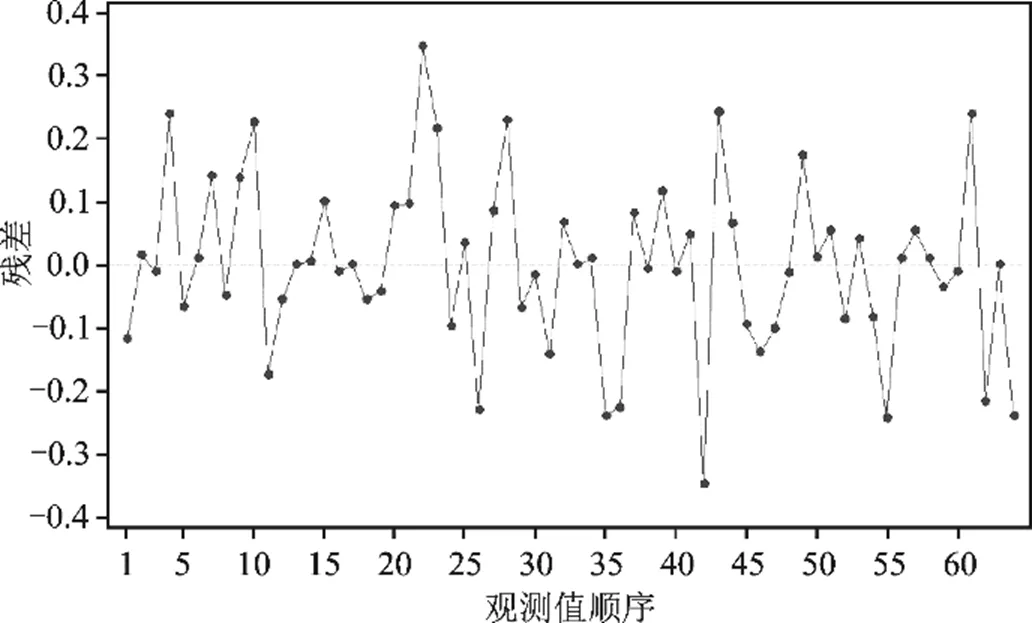
图7 残差与顺序
从图3-图7中可以判断此回归方程是相对较为准确的方程,以未编码单位表示的回归方程为
熔宽A=−22.5+0.007 17功率+0.090 4速度+
5.63离焦量+24.3脉宽+34.8频高−
0.000 027功率×速度−0.001 57功率×
离焦量-0.006 68功率×脉宽−0.010 27
功率×频高−0.025 3速度×离焦量−
0.085 7速度×脉宽−0.139 1速度×
频高−4.97离焦量×脉宽−10.34
离焦量×频高−34.0脉宽×频高+
0.000 007功率×速度×离焦量+
0.000 026功率×速度×脉宽+0.000 039
功率×速度×频高+0.001 47 功率×
离焦量×脉宽+0.002 86功率×
离焦量×频高+0.010 37功率×
脉宽×频高+0.021 3速度×
离焦量×脉宽+0.042 3速度×
美国政府高度重视科技创新,率先组织实施各类科技创新计划,如曼哈顿计划、人类基因组计划以及信息高速公路计划等[3]。2007年,美国的次贷危机对美国甚至全球经济产生了巨大冲击,为了激活美国经济,联邦政府于2009年[4]、2011年[5]、2015年[6]相继发布了结合时代背景的《美国创新战略》,对实现美国经济增长和持续创新具有重大的推动作用。以下将对3版美国创新战略进行比较分析。
离焦量×频高+0.126 5速度×脉宽×
频高+10.89离焦量×脉宽×频高-
0.000 006功率×速度×离焦量×
脉宽−0.000 012功率×速度×
离焦量×频高−0.000 038功率×
离焦量×脉宽×频高−0.044 8速度×
离焦量×脉宽×频高+0.000 013功率×
速度×离焦量×脉宽×频高
本次计算过程中带入了交互因子的上一层交互,可以根据自身需求对结果继续进行优化得出自己可使用的结果。
3.3 因子相应图分析
回归方程因单位量级等的不同,无法直观感受到主因子及其交互作用对相应因子的影响。因此,可对响应因子熔宽A进行因子图(图8,图9)分析,查看熔宽受主因子及其交互作用图,通过图示能更直观看出各因子对响应因子熔宽A的影响。
图中可看出保护气对熔宽几乎无影响,因此在回归方程及效应图中均无保护气流量的相关因子,可得知各参数变动对熔宽A的影响趋势。
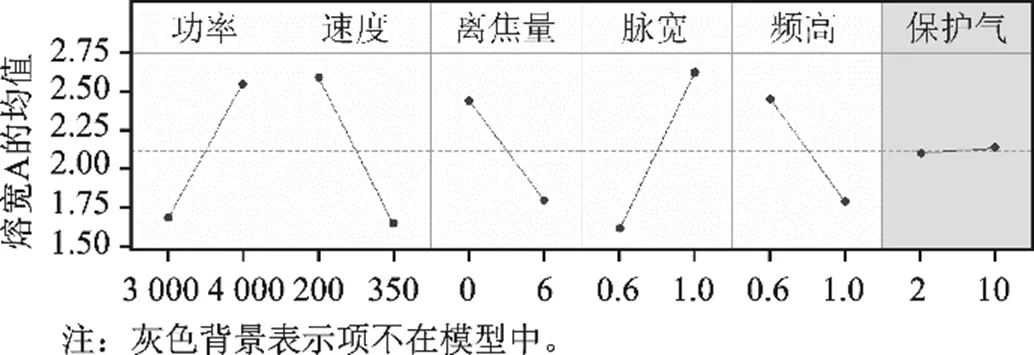
图8 熔宽A主效应图
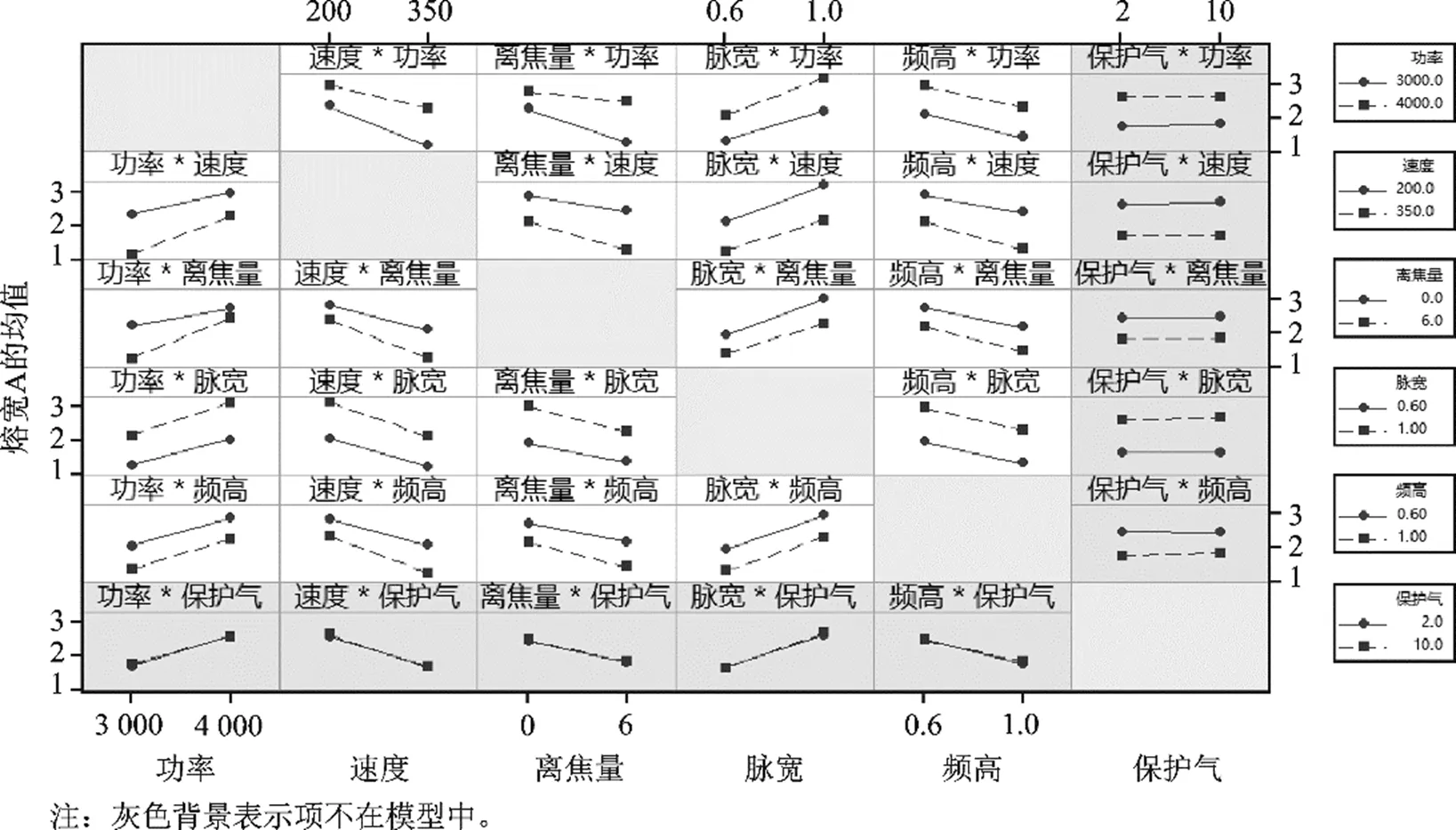
图9 熔宽A交互作用图
3.4 验证结论
通过本轮试验验证结果,可得知此设备对熔宽的影响:脉宽>速度>功率>频高>离焦量>其他交互作用。
4 优解预测
其他参数也可通过此方法得到参数实验结果,同时可通过Minitab中相应优化模块,计算处理轮最优参数解。假设目标熔深为0.95 mm,目标熔宽为2.0 mm,则模拟计算出最优解,如图10所示:功率为3 996.72 W;速度为332.15 mm/s;离焦量为1.81 mm;脉宽为0.77 mm;频高为0.96 mm;保护气为10 L/min。
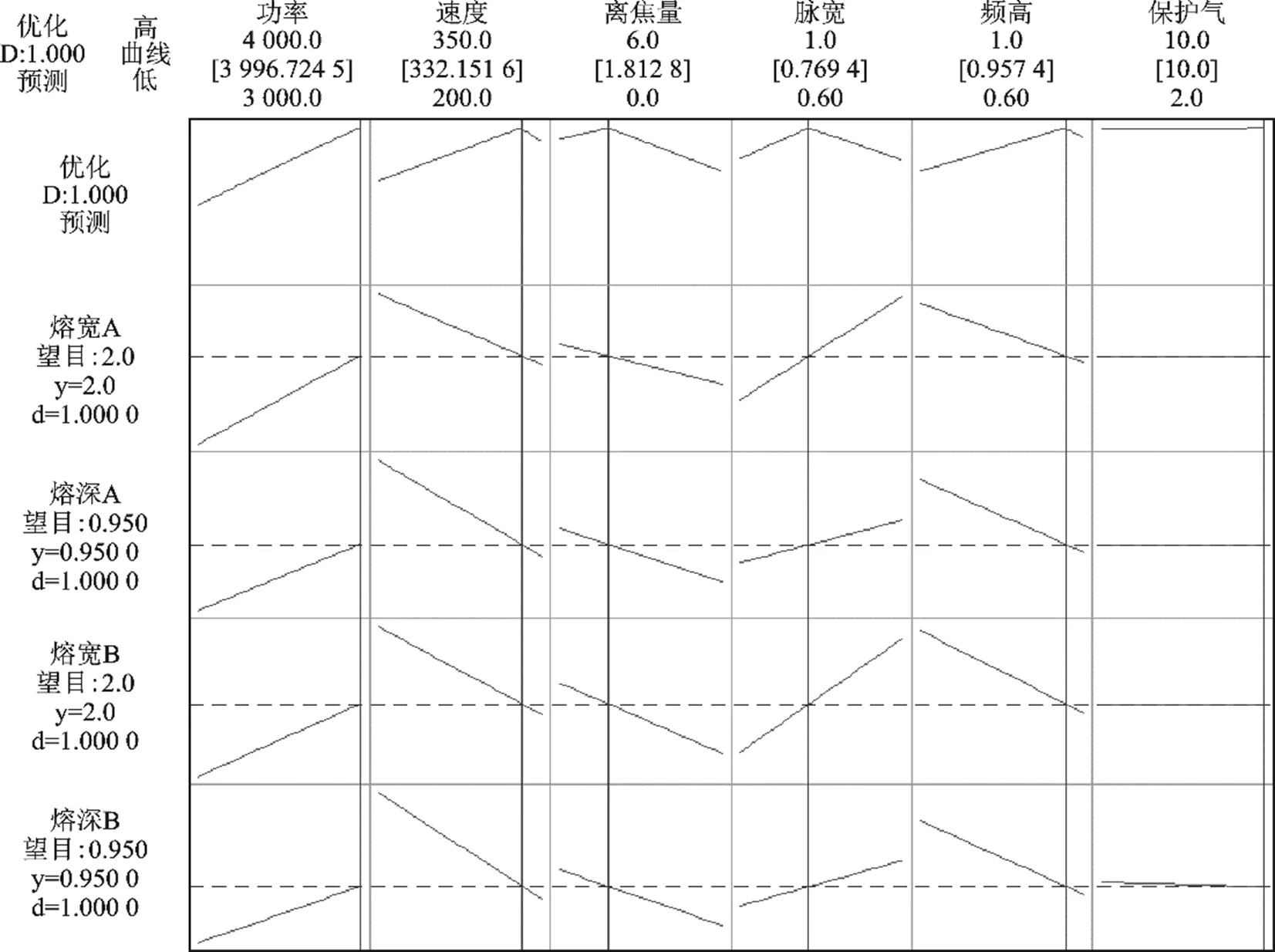
图10 最优解预测图
因实际焊接受环境、工装、设备参数取整等其他因素影响,模拟出的期望参数一般仅作为参考参数使用,要根据实际情况进行调整。
从各组参数变化对熔深A的效应图可得知:激光焊接优解具有非唯一性,低焊接功率低焊接速度与高焊接功率高焊接速度组合出的参数、焊接效果均可以达到相同的效果,需要根据目的选择自己的优等参数。
5 结语
DOE验证作为试验方法,理论计算值更多的是作为参数调整的参考依据,实际要根据自己需求选取优等参数。
根据自己需求选择因子设计,因子越多试验组别数越多,因子相互作用选择越多所需组别数也越多,拟合的结果也更接近实际,同时结果也更复杂多变。但实际上设备参数调试过程中部分因子的相互作用对熔深熔宽的影响极小,在主要因子的作用下此部分可忽略不计。因此,可根据设备自身性能对拟合结果进行进一步优化,有助于更快得到想要的结果。
[1] 陶武,杨上陆.铝合金激光焊接技术应用现状与发展趋势[J].金属加工(热加工),2021(2):1-4.
[2] 赵宇龙.激光焊接技术在动力电池制造中的应用[J].世界制造技术与装备市场,2022(3):64-68.
[3] 郭正松.基于DOE的激光焊接工艺优化研究[J].现代信息科技,2019,3(12):165-167.
[4] 周涛,金雄飞.5-异辛基水杨醛肟氨肟化及Minitab参数优化[J].徐州工程学院学报(自然科学版),2021,36 (2):1-6.
[5] 赵娜,刘林波.DOE实验设计方法在重型汽车中的应用研究[J].汽车实用技术,2018,43(13):92-93,104.
[6] 马逢时,蔡霞.基于全因子实验设计的薄壁塑件成型工艺[J].合成树脂与塑料,2020,37(5):59-62.
Optimization of Process Parameters of Module Laser Welding with DOE Based on Minitab
FAN Yuyang, CHEN Yafeng, ZHAO Jiahao, FENG Zhangchao
( China Lithium Battery Technology Company Limited, Luoyang 471000, China )
In recent years, with the development of technology, the application of laser welding is gradually popularized, and laser welding is widely used in manufacturing industry,especially automobile manufacturing industry. At present, laser welding is widely used in lithium-ion battery manufacturing, such as module Busbar welding. Laser welding has many advantages, such as high welding speed, small deformation and high precision, it also has higher requirements for tooling and welding parameters. Reflective lens and other components, different equipments have similar welding properties, and welding parameters have mutual influence, which jointly affect the welding quality. In order to obtain better welding quality, in addition to the basic functional performance acceptance of new equipment, the influence between equipment parameters should be further obtained, so it is necessary to verify the parameters of laser welding equipment in an all-round way. It has become an important research aspect for welding process engineers to carry out multi-factor parameter verification tests and study the influence of the interaction between equipment parameters on welding quality. In this paper, the commonly used welding parameters are selected for design of experimen (DOE) verification, and the degree of factor interaction is obtained, and the theoretical optimal solution is calculated and optimized by Minitab tool.
Lithium-ion battery; Manufacturing process; Laser welding parameters; DOE; Module Busbar welding
U469.72
A
1671-7988(2023)20-145-06
10.16638/j.cnki.1671-7988.2023.020.029
范玉阳(1995-),男,助理工程师,研究方向为动力电池集成工艺,E-mail:863101192@qq.com。
猜你喜欢
汽车实用技术(2022年13期)2022-07-19
焊接(2020年9期)2020-12-28
陕西理工大学学报(自然科学版)(2019年4期)2019-08-30
电子制作(2019年12期)2019-07-16
电子制作(2019年10期)2019-06-17
中国光学(2018年5期)2018-10-15
电子制作(2018年8期)2018-06-26
电子测试(2017年11期)2017-12-15
大连理工大学学报(2017年6期)2017-11-22
物理实验(2015年8期)2015-02-28