
韧化处理对马铃薯淀粉结构特性、理化特性及其凝胶3D打印性能的影响
2023-11-07 04:14郭双凤
食品科学 2023年20期
马 姝,郭双凤,林 倩,江 昊
(西北农林科技大学食品科学与工程学院,陕西省“四主体一联合”谷物加工技术校企联合研究中心,陕西 杨凌 712100)
3D打印,又被称为快速沉积制造,是一种新型技术,通过计算机辅助CAD软件指导的数字制造机挤压材料塑造3D图像[1]。食品3D打印技术创造性地提供了一种新的生产方法,它具有方便、智能化和定制化的特点,以满足不同的人对食品质量、营养功能和形状的需求,有助于快速加工产品,降低生产成本,受到大多数人的喜爱[2]。
然而,许多食品并不适合3D打印。易于挤压和能够支撑打印物体的结构是决定3D打印产品质量的关键因素[3]。据报道,打印材料的流变学特性对3D打印中食品的可打印性至关重要。Liu Zenbin等[4]研究了添加马铃薯淀粉的马铃薯泥的流变特性及其3D打印行为,可以观察到添加2%马铃薯淀粉到马铃薯泥中具有良好的可挤出性和可打印性,具有适当的弹性模量,并且打印的样品形状光滑,线条具有良好的分辨率。
马铃薯淀粉是最常见的淀粉原料之一。颜色洁白、具有良好的透明度,因此常被用作3D打印材料[5]。然而,马铃薯淀粉在实际工业应用中也受到自身条件(凝胶强度弱)的限制,需要进行改性以更好地满足3D食品打印的实际需求。世界各地都在使用各种马铃薯加工技术。在过去的10 a中,人们常使用化学方法对淀粉进行改性,然而,化学改性会有较多的化学残留物,因此引起了人们对淀粉改性物理方法作为化学方法替代品的广泛兴趣[6]。常用的物理淀粉改性方法,如韧化和湿热处理,都是利用热对淀粉进行改性,其中淀粉韧化处理是物理改性中常用的方法之一,是以不改变淀粉的颗粒结构为前提进行的改性。韧化处理是在高水分和低温条件下处理的一种方式,是指将淀粉颗粒置于中等水分含量(40%~55%)或过量水分含量(>60%)的水中,并在高于淀粉玻璃化转变温度而低于淀粉糊化起始温度条件下对淀粉进行的热处理过程[7]。韧化处理虽然水分含量充足但温度达不到糊化点,因此理论上来说不会导致淀粉发生糊化。
韧化处理在淀粉改性方面具有巨大的潜力。然而,关于韧化处理后淀粉的分子结构以及由此产生的淀粉性质变化如何影响3D打印的研究很少。食品材料的分子结构决定了其性质,特别是流变特性,这对于3D食品打印至关重要。本研究旨在通过韧化处理改变马铃薯淀粉的分子结构,以提高其3D打印性,并进一步分析韧化处理的淀粉与马铃薯原淀粉的结构、流变特性、黏度特性和热特性。本研究可为用韧化改性淀粉制备3D打印专用原料提供理论或技术支持。
1 材料与方法
1.1 材料与试剂
马铃薯淀粉购自上海绿盛工业有限公司,含水量为(11.41±0.43)%。
叠氮化钠 上海阿拉丁生化科技股份有限公司;蒸馏水 中国娃哈哈有限公司。
1.2 仪器与设备
新诺威-S2食品3D打印机 中国杭州鑫诺科技有限公司;DSC-7差示扫描量热仪(配有热分析数据库)诺沃克Perkin-Elmer公司;Motic DMBA400型光学显微镜 中国天津三星电子科技有限公司;SEM-450型扫描电子显微镜 俄勒冈州赛默飞世尔科学股份有限公司;HR-1型流变仪 美国TA公司;快速黏度分析仪澳大利亚悉尼纽波特科学公司;D/max-2500/PC型CuKα辐射源的X射线衍射仪 日本东京理学株式会社。
1.3 方法
1.3.1 韧化处理
取50 g马铃薯淀粉放入丝口瓶中,添加去离子水调整水分为50%(加入0.02%叠氮化钠作为细菌防腐剂),混匀,然后将混合物分别置于55 ℃烘箱中12、24、36、48、60 h。而后取出,在室温下自然冷却,然后3500 r/min离心5 次,烘干、粉碎,过100 目筛。所有的样品依次记为CON-12、CON-24、CON-36、CON-48、CON-60。
1.3.2 3D打印样品的制备
将马铃薯淀粉与蒸馏水质量比1∶5混合,在80 ℃水浴3 min,在此期间不断进行搅拌以获得淀粉凝胶,然后冷却到50 ℃形成更稳定的淀粉复合凝胶,在整个印刷过程中保持50 ℃。采用高温定制食品3D打印机,整个3D打印过程采用1.2 mm塑料喷嘴。喷嘴的单层高度和移动速率分别设置为0.7 mm和30 mm/s。
1.3.3 热性能
使用差示扫描量热法和热分析数据库测量样品的热性能。称取淀粉(3 mg,干基)放入铝坩埚中,加入3 μL蒸馏水,充分混合,盖上盖子并密封,并在4 ℃平衡24 h。扫描温度范围和升温速率分别为20~120 ℃和10 ℃/min。
1.3.4 光学显微镜观察
取少量的淀粉颗粒分散在载玻片上,滴一小滴甘油-水混合物(甘油和水混合1∶1),滑下盖玻璃,在400 倍放大倍数下进行光学显微镜观察,加入偏振片后,得到淀粉的偏光十字图。
1.3.5 扫描电子显微镜观察
淀粉样品放置在双面胶带上,垂直涂上钯。扫描电子显微镜在2000 倍放大倍数下扫描,观察淀粉的显微结构。
1.3.6 流变特性
将淀粉样品制备成质量分数为14%的淀粉乳,并在沸水浴中连续搅拌30 min。将糊化的淀粉样品在室温下冷却到25 ℃,继续进行下一步。使用HR-1流变仪,将温度设置为25 ℃,将间隙设置为0.05 mm,并使用40 mm平板作为夹具。角频率从0.1~100 rad/s振荡,所有测量都是在0.5%的固定应力下,在一个确定的线性黏弹性区域内进行。
1.3.7 黏度分析
使用快速黏度分析仪测定淀粉样品的糊化特性。通过添加蒸馏水,将淀粉湿基调节至14%,为了避免形成团块,在快速黏度分析仪运行之前使用塑料桨混合。将样品以12 ℃/min的速率从50 ℃加热至95 ℃,在95 ℃保持2.5 min,然后以12 ℃/min的速率冷却至50 ℃,最后在50 ℃保持5 min。螺旋桨速率设置为160 r/min。
1.3.8 X射线衍射
使用装有CuKα辐射源的X射线衍射仪用于分析样品的结晶特性。管电压设置为40 kV,电流为100 mA。所有样品均以6°/min的扫描速率从4°扫描至60°。
1.4 统计分析
所有统计分析均采用Minitab 18.0版进行。数据采用方差分析法进行分析。所有测量结果均重复3 次,检验样本平均值之间差异显著性(P<0.05)。使用OriginPro 8.5软件绘制图像。
2 结果与分析
2.1 淀粉的形态特征
马铃薯原淀粉和经过韧化处理后淀粉的普通光学、偏光十字和扫描电子显微镜图像如图1所示。通过观察扫描电子显微镜和光学显微镜图像(图1A1、A2),可以发现马铃薯原淀粉为圆形或椭圆形颗粒,分为大颗粒和小颗粒,表面光滑无裂纹。从扫描电子显微镜图像可以看出,经过韧化处理后的颗粒发生变形,表面出现凹陷,且随着处理时间的延长,淀粉颗粒的凹陷变得更加明显,变形也越来越严重。在普通光学显微镜下,未发现明显变化。双折射表明淀粉颗粒中的晶体结构特征,可通过偏光显微镜观察[8]。马铃薯原淀粉在偏光显微镜下呈现出典型和清晰的偏光十字,说明马铃薯原淀粉具有有序的结构。韧化处理后不会引起马铃薯淀粉偏光十字图案发生明显可见的变化,说明马铃薯淀粉的晶体结构没有发生变化,这与许美娟[9]研究结果相同。
从各元素的沸点可知,由铁到砷挥发率越来越大,所以控制适当的真空度和温度,铅、铋、砷、锑能以气态挥发出来,而铁、铜则留在锡液中。
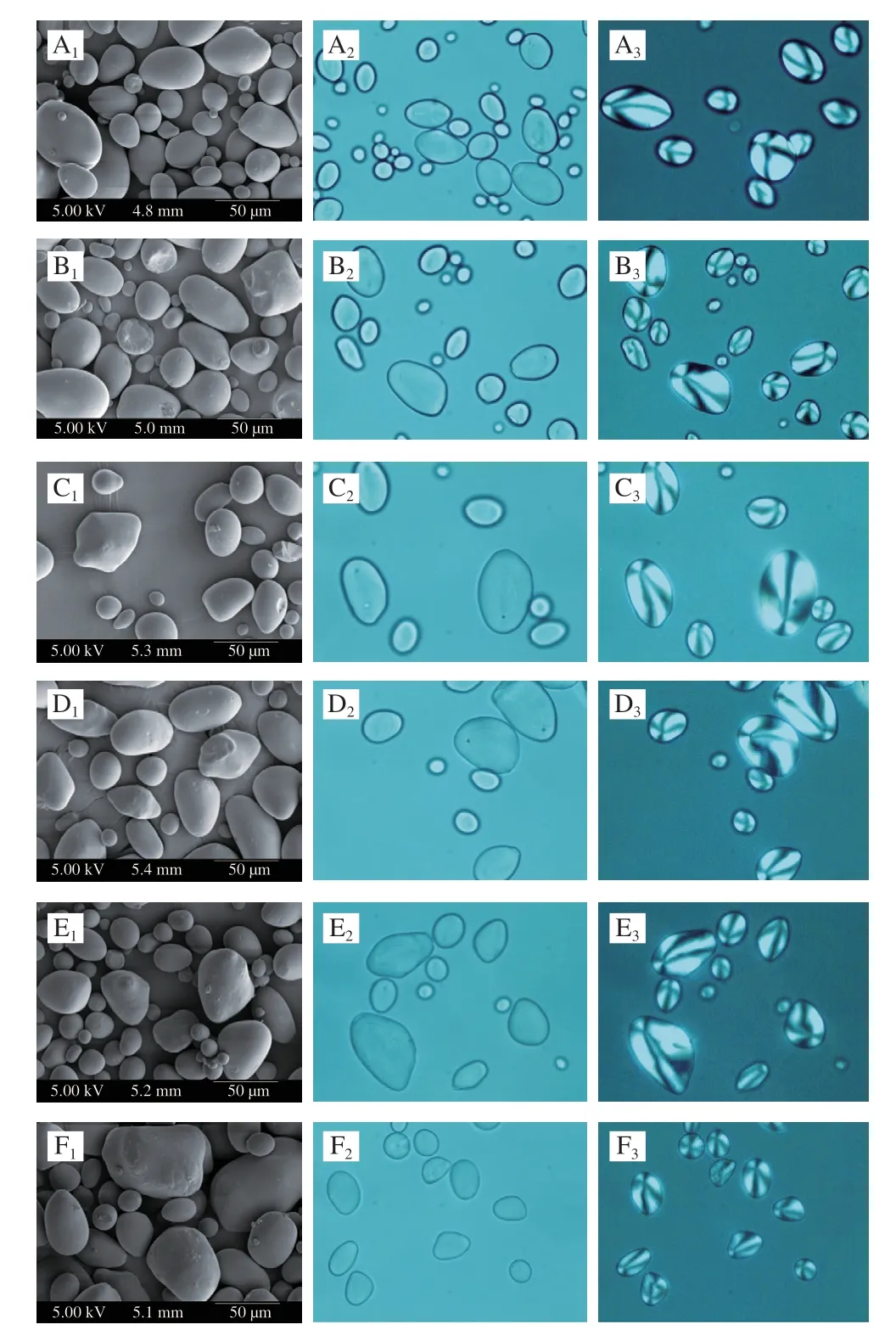
图1 马铃薯淀粉表征Fig.1 Characterization of potato starch by scanning electron microscopy,optical microscopy and cross-polarization spectroscopy
2.2 热力学特性
使用差示扫描量热法测定淀粉样品的糊化温度(表1)。起始温度(TO)表示随着最弱微晶的熔化开始糊化的温度;峰值温度(TP)表明在糊化过程中双折射完全丧失;终止温度(TC)是支链淀粉双螺旋解离的温度,标志着糊化完成;焓(ΔH)表示双螺旋破坏的能量需求[10]。

表1 马铃薯淀粉的热特性Table 1 Thermal characteristics of potato starch
韧化处理后淀粉样品发生的参数变化主要是由于其内部结构的变化,淀粉糊化过程中水分子先破坏松散的无定形区,继而破坏致密的结晶结构域[11]。随着韧化改性时间的不断增加,马铃薯淀粉的ΔH有所波动,但波动幅度较小。韧化处理的马铃薯淀粉的TP明显高于马铃薯原淀粉,说明需要更多的能量糊化改性淀粉,与马铃薯原淀粉相比,韧化处理后淀粉的TO、TP和TC均有所升高。较高的TO、TP和TC表明韧化处理增加了直链和支链淀粉链之间的相互作用,使淀粉的分子结构更加有序,从而升高了结晶稳定性。因此,需要较高的温度破坏淀粉颗粒的结晶区域。以前研究报道了类似的结果[12]。且随着韧化处理时间的延长,峰值温度呈升高趋势,这表明随着韧化处理时间的延长,微晶结构拥有更高的热稳定性,相比于原淀粉的微晶韧化后样品的微晶更加完整和有序[13]。同时,马铃薯淀粉大小颗粒交错分布且内部结构紧凑,在韧化处理过程中,水分子在淀粉颗粒中的迁移加快,破坏了淀粉分子间原有的氢键,从而减少了淀粉分子链的束缚,淀粉分子处于自由状态,并相互作用形成新的有序化结构,促进马铃薯淀粉内部结构的致密化,进而导致其TP不断升高[14]。分子间氢键的不断破坏,对3D打印支撑性产生影响,这将影响3D打印效果。
2.3 流变学特性
马铃薯淀粉凝胶在不同韧化处理时间条件下的动态流变学变化如图2所示。弹性模量G’表示凝胶的弹性成分,反映材料在变形过程中因弹性变化而损失的能量,可以反映机械强度。具有强机械强度的材料在沉积后表现出出色的支撑性,并且可以承受长时间的印刷形状[15]。黏性模量G”表示黏性成分,即在变形过程中由于黏性引起反应材料的变化[16]。在所有测试中,由于淀粉凝胶的黏弹性能G’在线性黏弹性区域内高于G”,表明存在网络排列和凝胶状结构,具有形成弹性凝胶或凝胶状结构的可能性。G’和G”都随着角频率的增加而逐渐增加,从而增加了材料的内摩擦力。经过韧化处理的淀粉的G’和G”都是先上升后下降,这是由两个原因造成的。首先,韧化处理破坏了淀粉颗粒内的氢键,破坏了支链淀粉分子的键合,使双螺旋打开分离,从而破坏了支链淀粉的微晶结构[17]。其次,韧化处理使马铃薯淀粉内部的颗粒结构发生重新排列,使内部结构更加稳定有序,从而增加了淀粉凝胶的黏度和弹性。随着韧化处理的时间延长,G’越来越高,表明长时间的韧化处理促进了具有更大刚性和耐压性的凝胶的形成[18]。一般来说,对于3D打印材料,较高的G’值比较理想。理想的淀粉凝胶应该能够保持挤出物的形状,并且能够在打印机的最大挤出压力下进行打印,还应该能够与之前的打印层混合。Costakis等[19]发现G’值与材料保持其形状的能力相关。理想的淀粉凝胶应能保持挤出物的形状,并能在打印机的最大挤出压力下混合打印。它还应该能够与以前打印的图层混合。从图2可见,CON-36的G’虽不是最高值,略低于CON-60,但G”明显高于CON-60,能与先前的印刷层相黏合,使印刷样品的内部结构牢固。材料的黏弹性能可由tanδ(定义为G”/G’)表示。如果tanδ>1,材料主要为黏性;如果tanδ<1,材料主要为弹性[20]。如图2所示,所有淀粉凝胶的tanδ<1,表明它们具有类似固体的行为。与其他样品相比,CON-60淀粉凝胶表现出最低的tanδ,说明它具有相对坚硬的流变特性。这一发现可以解释CON-60淀粉凝胶的3D打印产品不太容易变形的原因。此外,经过处理后的淀粉凝胶tanδ比原淀粉低,表明刚性更强,在压力下恢复形状的能力提高,因此,经过处理的凝胶表现出更好的印刷性能。而CON-36的tanδ略微高于CON-60,但其G”明显高于CON-60,能与先前的印刷层相黏合,表明CON-36也具有较好的刚性支撑3D打印样品。因此,可以推测CON-36的淀粉凝胶打印效果较好,而马铃薯原淀粉打印效果较差。
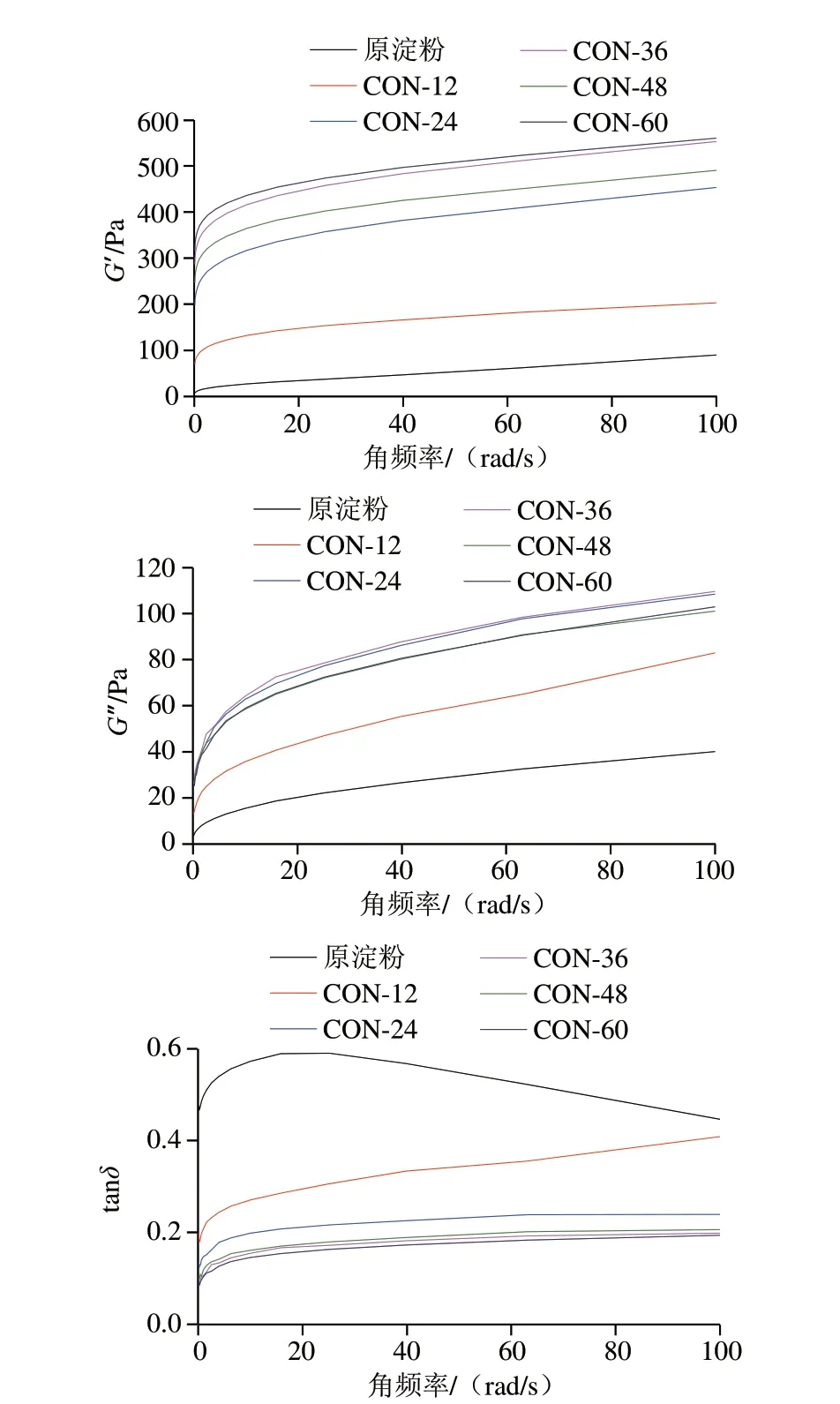
图2 马铃薯淀粉凝胶的动态流变学研究Fig.2 Dynamic rheological studies of potato starch gels
2.4 黏度特性
快速黏度分析仪是一种有效测定淀粉糊化特性的仪器,可以用来测定淀粉暴露在过量水中加热和剪切时的功能特性[21]。峰值黏度反映了淀粉的增稠能力,代表了破裂淀粉颗粒的最大吸水膨胀程度,与淀粉的膨胀力有关,淀粉内部分子间作用力的增强是造成峰值黏度下降的主要原因[22]。随着韧化处理时间的延长,淀粉的峰值黏度值呈整体下降趋势,峰值黏度的降低可归因于几个因素:1)长时间的低温处理使得淀粉结构有序性升高,破碎颗粒膨胀改善了淀粉晶体结构,使得淀粉的晶体结构更加稳定;2)具有较低分支和网络度的新形成的分子[23]。与马铃薯原淀粉相比,韧化处理后的淀粉具有较低的黏度。当淀粉凝胶具有高黏度时,注射器中的摩擦增加,导致在3D打印过程中挤出凝胶需要额外的力。从表2可以看到,CON-60的黏度最低,比其他样品更容易挤出。
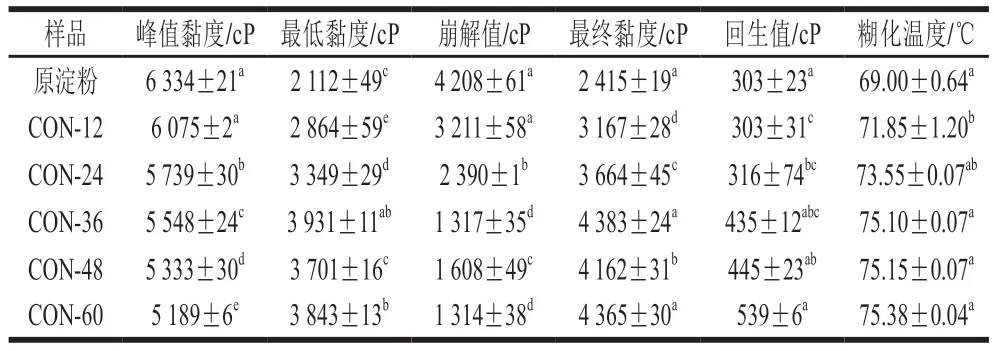
表2 马铃薯淀粉的黏度参数Table 2 Viscosity parameters of potato starch
由于韧化处理过程中对淀粉颗粒无定形区域的影响,崩解值远低于马铃薯原淀粉。崩解值的降低可归因于对加热和剪切的稳定性增加,这增强了淀粉的无定形区域并防止淀粉颗粒破裂[24]。崩解值的降低表明韧化处理的样品在加热和剪切过程中具有更高的稳定性,并表现出更高的热浆稳定性,从而提高了3D打印的准确性和稳定性[25]。
回生值代表淀粉的老化程度。回生值越低,淀粉越难老化[26]。马铃薯原淀粉经韧化处理后,淀粉的回生值有所升高,这可以归因于支链淀粉链的解聚和重排,回生值随着处理时间的延长而增加,表明长时间的韧化处理会使淀粉链之间的相互作用减弱[27]。回生值与淀粉凝胶的硬度密切相关。回生值的降低将使3D打印样本的线条清晰。低的回生值有利于样品保存,提高样品准确度。然而,在不适当的打印条件下打印时,打印喷嘴容易堵塞,导致3D打印失败。因此,马铃薯原淀粉在同等打印条件下,线条分辨率及样品结构支撑力都相对很好,但很快就会发生断线,而后堵塞打印喷头,使得打印高度很低。
此外,韧化处理后的淀粉的最终黏度表现出与回生值相似的趋势。最终黏度代表淀粉糊冷却后稳定性。最终黏度的降低与韧化处理促进的热降解(在热力学特性分析中观察到)和晶体结构的变化有关[19]。这些结果表明,淀粉糊化性能的变化与韧化处理的时间相关,韧化处理的淀粉以增强凝胶形成和改善可印刷性的方式改性淀粉。
2.5 晶型分析

表3 马铃薯淀粉的相对结晶度Table 3 Relative crystallinity of potato starch
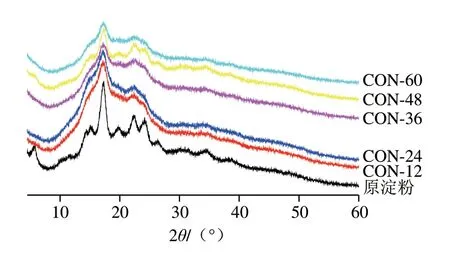
图3 马铃薯淀粉的X射线衍射图谱Fig.3 X-ray diffraction patterns of potato starch
2.6 评估3D打印产品的几何形状
适用于3D打印的食品材料应该易于挤压和易于成型。满足3D打印样品完整性的两个主要条件是具有顺利挤出淀粉凝胶的能力和支持产品的结构和形状的能力。而食品材料的流变学特性可以用来预测材料是否满足3D食品打印的需求[30]。G’值越高,材料机械性能越好,材料保持其形状的能力越好。G’高于G”,能够形成凝胶状结构。G’和G”都与角频率呈正相关,表明材料的内部摩擦力增加,使得打印样品的内部结构牢固,可以与之前的打印层混合。
不同淀粉凝胶的3D打印样品的图像显示如表4所示。根据视觉观察,打印样品的中间部分并没有表现出严重的凹陷,表明凝胶内部结构的支撑力相对较好。此外,随着韧化处理时间的延长,3D打印样品的变化较大。因此,3D打印样品的变化可以从两个方面进行研究:打印精度、高度和表面结构,表面结构又包括打印线条的精细度和分辨率,是一种视觉外观。
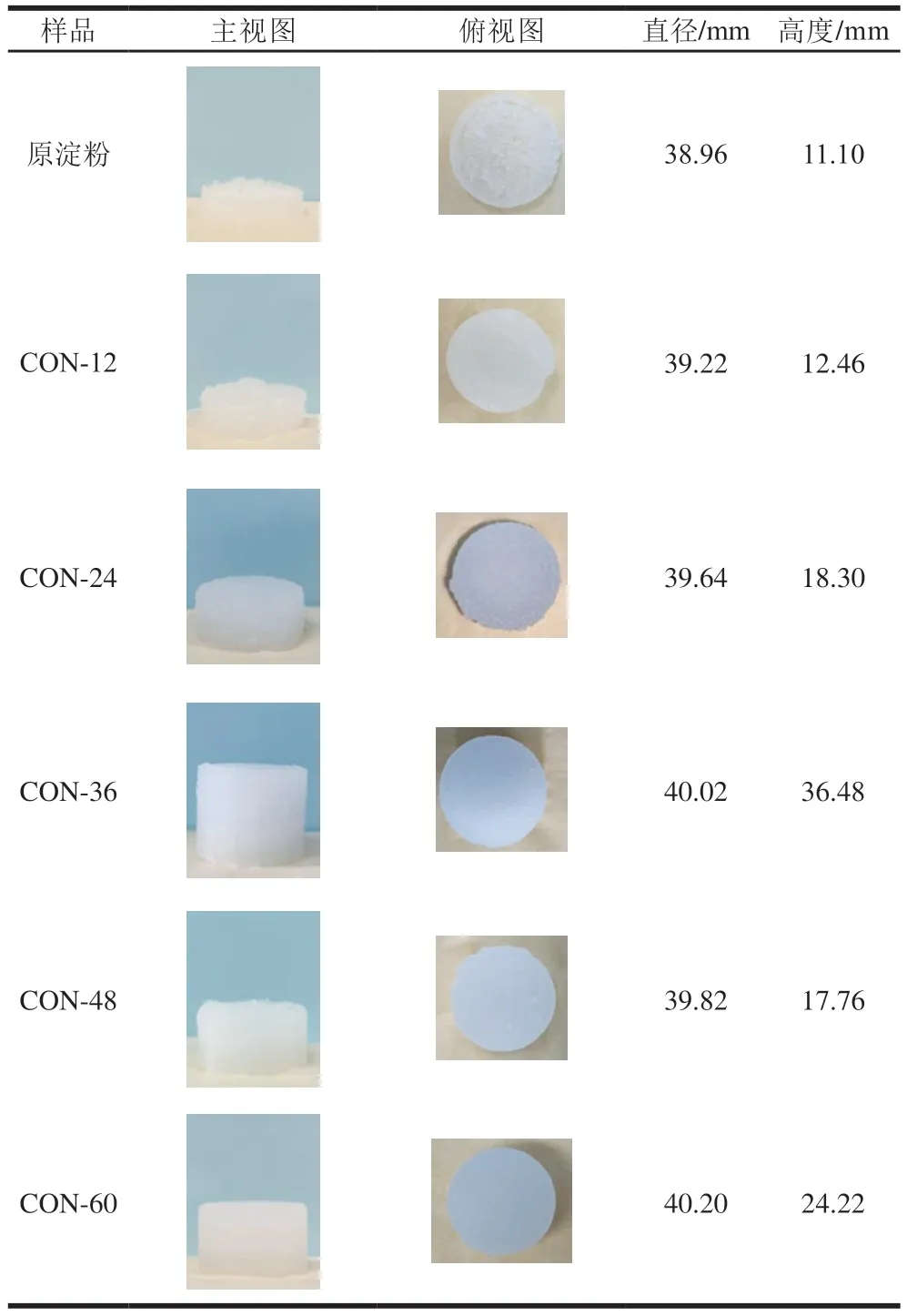
表4 马铃薯淀粉的打印图和打印尺寸Table 4 Visual appearance and size of 3D printed potato starch gels
为确定打印样品的精度和高度,实验专门设计了一个圆柱体(直径为40 mm)形状的模型。用游标卡尺测量的打印样品的直径及高度,如表4所示。随着韧化处理时间的延长,印刷的高度先上升后下降。最高的印刷精度和高度出现在CON-36样品上。这是因为连续层的重力作用,先前打印的底层能够抵抗压缩变形,这是因为CON-36的马铃薯淀粉颗粒内部结构重新排列,使内部结构更加稳定有序,增加了淀粉凝胶的弹性,并且在流变性能测试中显示G’较高,表明材料的机械性能较强,这使得下层挤压部分有适当的机械强度支撑上面的沉积物。G’是支持后续沉积层和维持沉积信息性能的关键因素[31]。且其G”最高,表明其相对于其他淀粉样品具有更好的黏性性质,使淀粉凝胶在打印过程中层与层之间相黏合,这保证了CON-36具有较好的打印高度。从图2可以看出,CON-60的G’达到最大值,其允许打印样品的形状保持能力最好。但由于其与CON-36相比,G’相差较小,但G”远低于CON-36,表明CON-60相对于CON-36黏性相对较弱,坚固的内部结构与先前打印的层黏合效果相对于CON-36较差,因此,CON-60打印精度和高度相对次于CON-36,这与表4数据相对应。而马铃薯原淀粉,不论是G’还是G”都在流变测试中显示出极低的数值,这表明其无论是淀粉内部结构的支撑性还是打印过程中层与层之间的黏性都很差,在3D打印过程中也显示出。同时也说明,淀粉凝胶的流变性能对3D打印有重要影响。
此外,如表4所示,尽管所有的3D打印样品都显示出相对完整的形状,马铃薯原淀粉打印样品线条显示出精细的分辨率,但由于马铃薯原淀粉拥有最低的G’值,其支撑性相对较差,因此其打印高度相对最低,且G”也是最低值,打印过程中层与层之间黏性差,因此其表面结构较差,呈现出的视觉外观较差。随着韧化处理时间的延长,打印线条的清晰度越来越低,淀粉凝胶印刷品的线条分辨率逐渐变低,但其凝胶挤出性和黏性都相对较好,因此具有较好的高度与视觉外观。
3 结论
本实验研究不同韧化改性时间对马铃薯淀粉的影响,进而讨论对3D打印的影响。适度的韧化改性条件有助于改善凝胶挤出,并保持足够的沉积后黏度和机械强度以使打印样品保持其形状。结果表明,韧化处理使淀粉表面变得粗糙,并提高了淀粉的黏度和糊化温度。韧化改性后马铃薯淀粉凝胶比原淀粉凝胶显示出更强的机械强度,并且内部结构更加稳定有序。马铃薯原淀粉的3D打印样品线条分辨率高,容易出现塌陷、发生线条断裂和堵住打印喷嘴,影响打印高度和外观。随着韧化改性时间的延长,打印高度及精度逐渐变好,到CON-36时,得到最高打印样品。综合以上发现,可以确定,韧化改性可以使样品凝胶强度显著提高,比较适合进行3D打印。
猜你喜欢
农业技术与装备(2022年6期)2022-08-17
少儿科学周刊·儿童版(2021年21期)2021-12-11
陶瓷学报(2021年1期)2021-04-13
军事文摘(2020年20期)2020-11-16
中学生数理化·八年级物理人教版(2020年12期)2020-01-01
中学生数理化·八年级物理人教版(2018年12期)2019-01-31
西安工程大学学报(2016年6期)2017-01-15
陕西画报(2016年1期)2016-12-01
创新作文(小学版)(2016年31期)2016-03-11
中国粮油学报(2016年1期)2016-02-06
