矿山在役球磨机焊缝质量控制探讨
2023-10-31 08:34张博黄海徐可涛
昆钢科技 2023年2期
张博 黄海 徐可涛
(云南恒峰工程质量检测有限公司)
1 引言
随着社会和经济的快速发展,虽然工业制造取得长足进步,但人们追求安全、可靠的产品的脚步却从未停止过。在这过程中无损检测技术作为保证其品质的重要手段,也获得了巨大的成就。如今虽然各种先进、高端的检测技术和设备层出不穷,但常规的无损检测方法仍然是我们今天无损检测的基础和主流,被广泛应用在机械制造、工程建设等领域。由于其具有在不损坏被检工件的条件下,采用一定的方法和设备,按照相应的技术要求,就能较为直观和准确的分析被检工件的表面和内部缺陷,从而帮助我们对结果进行分析和评价的优势和特点[1]。所以在在役设备的质量控制中,为防止事故、保障安全,确保设备整体性能稳定可靠,发挥着不可替代的作用。然而在役设备的检测往往受现场环境诸多因素的影响与限制,对我们的实际操作造成很大影响。而我们无损检测人员被称作是“工业医生”,我们必须考虑清楚,选用何种无损检测方法,才能够可行、高效、准确的诊断出在役设备中的“病症”,并对其整体性能进行评价。本文以在役MQY6095溢流型球磨机为例,主要分析和阐述如何利用常规渗透和超声检测技术对筒体焊缝质量进行控制,以此来保证设备的整体性能稳定。
2 球磨机简介
在役MQY6095溢流型球磨机筒体,直径为Φ6 150 mm,长8 955 mm,壁厚75 mm,整个筒体由三段通过法兰和高强螺栓连接装配而成,筒体和法兰之间采用角接的方式焊接而成。并且每段筒体也由上下两半经相同的工艺焊接装配而成,故整个磨机筒体共有环焊缝6条,纵焊缝12条,实物图如图1、图2所示。

图1 MQY6095溢流型球磨机筒体正面实图

图2 MQY6095溢流型球磨机筒体局部焊缝实图
其主要工作方式是通过在筒体内部加装耐磨寸板和耐磨钢球,按照一定的转速运转,使矿石在磨机内部相互作用,从而将矿石磨碎。由此可以看出,筒体是整个设备的关键核心部件之一,由于其承受变动载荷并长时间旋转工作,筒体焊缝也是其易产生裂纹的地方,如果在使用过程中出现裂纹,没有及时发现和处理往往会给我们带来巨大的经济损失、甚至是设备事故。所以筒体焊接质量是影响整个设备性能的关键因素,在使用过程中对这些焊缝质量如何进行控制,是我们无损检测需要解决的关键问题。
3 球磨机焊缝常见缺陷
在该筒体焊缝的探伤过程中,发现的内部缺陷主要有气孔、未熔合、夹渣和裂纹。其中少量未熔合、气孔、夹渣产生于筒体制作、安装过程中。但在使用过程中,受工况、环境、载荷等因素的影响,筒体焊缝将会产生裂纹缺陷,其将严重影响筒体整体质量和设备使用性能和服役周期,所以裂纹缺陷是我们检测控制的重点对象。为了让我们在使用过程中能够更加准确、有效的发现和修复裂纹缺陷,确保使用过程中筒体焊缝的整体质量良好,我们对磨机使用过程中筒体焊缝中裂纹缺陷的产生和防止等做如下分析和介绍,如下表1所示。
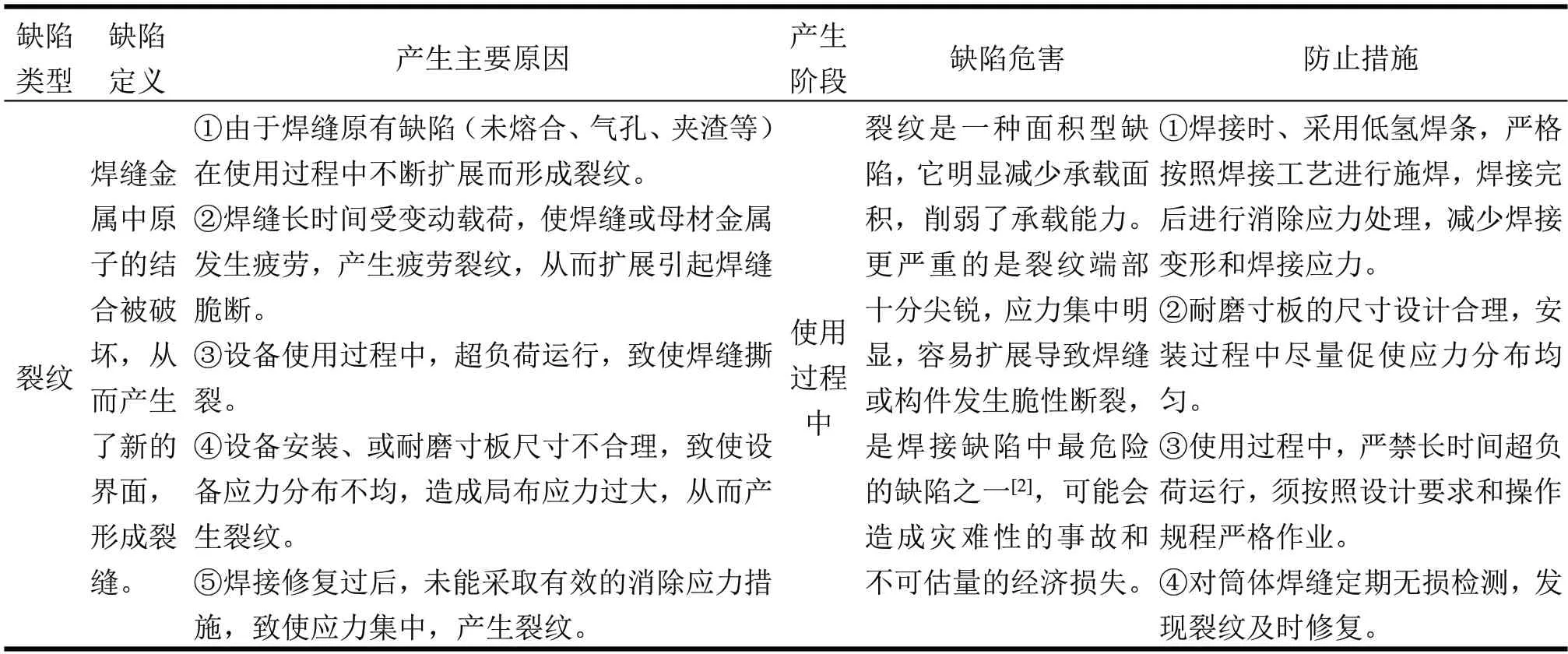
表1 MQY6095溢流型球磨机筒体焊缝裂纹缺陷分析
4 球磨机焊缝质量控制方法
应用无损检测技术,主要是为了保证质量、保障安全、优化工艺和减少成本。常规的无损检测方法有超声检测(UT)、磁粉检测(MT)、射线检测(RT)和渗透检测(PT)四种。在实际工作中为了制定出合理的、具有可操作性的检测工艺,来提高我们的缺陷检出率和可靠性,我们必须熟知各种检测方法的原理及工艺,认识到他们本身的优缺点,灵活地选用无损检测方法,并且尽可能的几种方法同时使用,取长补短,帮助我们采集到更多被检对象的信息,从而相互验证,支撑我们对检测结果和设备状态进行准确评价。在在役MQY6095溢流型球磨机筒体焊缝的探伤中,裂纹缺陷是我们发现和控制的重点,下面主要阐述如何利用渗透和超声两种无损检测方法来发现筒体焊缝中的裂纹缺陷。
4.1 渗透检测
在对在役球磨机筒体焊缝的探伤过程中,渗透检测的主要目的是检测出筒体焊缝表面开口裂纹等危害性缺陷,更加直观、准确的反应出焊缝表面裂纹分布和走向,以便于后期的修复处理。所以在满足检测缺陷类型和灵敏度的前提下,考虑焊缝表面粗糙度、大设备的局部检测和检测现场易携带和使用方便等条件,参照标准NB/T47013.5-2015的相关要求,宜采用溶剂去除型着色渗透溶剂悬浮显像检测方法(ⅡCd)、B型标准试块、B级灵敏度、DPT-5系列着色探伤剂等器材及工艺参数进行探伤[3],其具体检测工艺要点及操作要求如表2所示。
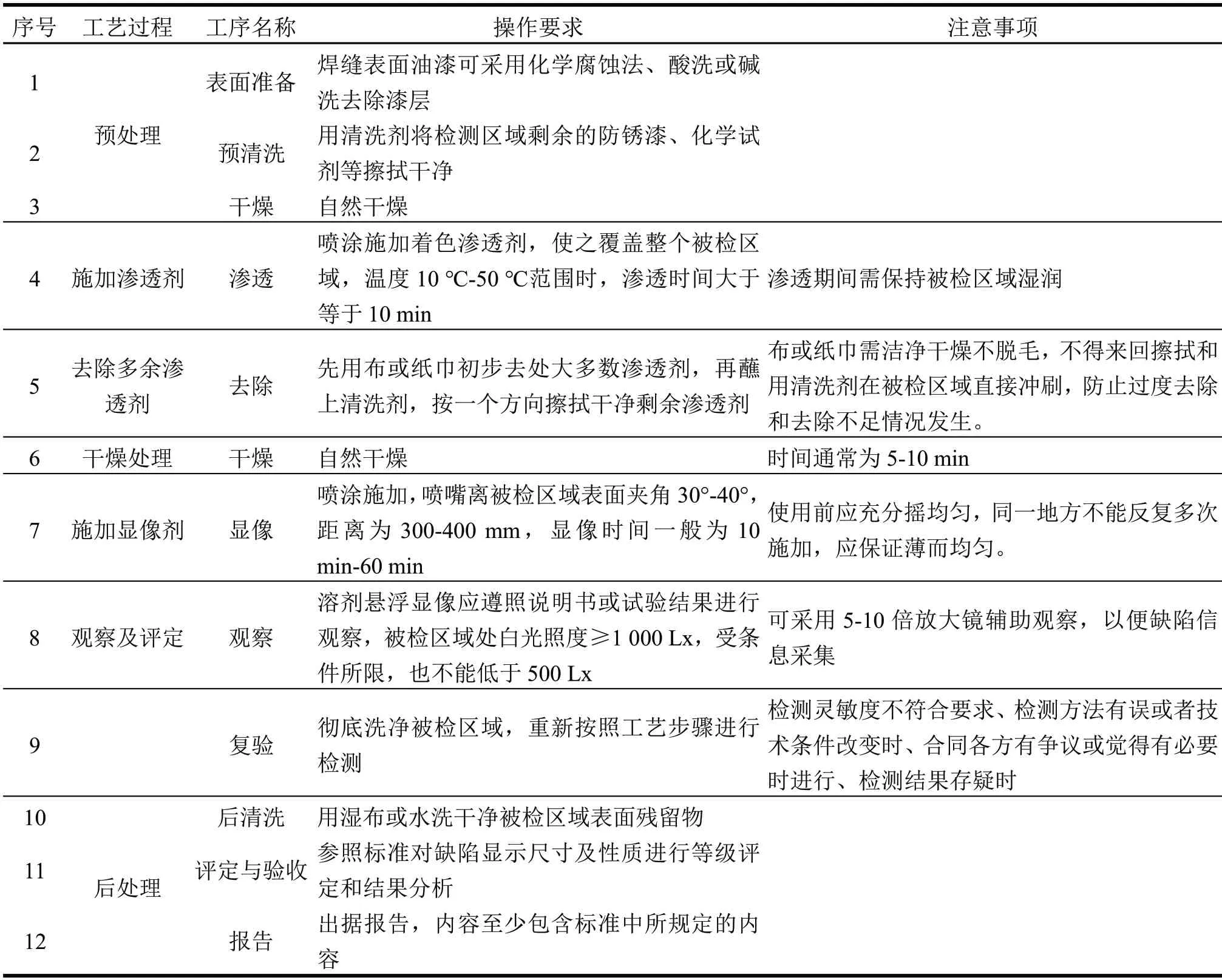
表2 球磨机筒体焊缝渗透检测工艺要点及操作要求[4]
4.2 超声检测
在对在役球磨机筒体焊缝探伤时,超声检测的主要目的是检测出筒体焊缝内部裂纹等危害性缺陷,并对其准确定位、定性和定量,以便于修复处理。参照相应标准的要求,筒体焊缝超声检测控制要点如下所述。
4.2.1 检测等级
焊接接头的质量要求,主要与材料、焊接工艺和服役状况等有关。通常检测等级与焊缝质量等级有关,不同的检测技术等级对质量的保证是不一样的。依据GB/T25708-2010《球磨机和棒磨机》中的规定[5],在役MQY6095溢流型球磨机筒体焊缝质量评定级别应达到或高于JB/T5000.3-2007《重型机械通用技术条件第3部分:焊接件》中的规定,即对接焊缝达到BS级、角焊缝和其他焊缝达到BK级,磨机筒体为法兰连接的角焊缝,故其焊缝质量评定级别达到BK级,其焊接接头缺陷分级达到Ⅱ级合格[6]。焊缝超声波检测应按照GB/T11345-2013《焊缝无损检测 超声检测技术、检测等级和评定》规定执行,故采用B级检测,2级验收合格[7]。
4.2.2 探头选择
(1)探头型式
在役球磨机筒体焊缝检测中,考虑到实际操作时受检测面和位置等限制因素,为了最大限度的保证缺陷不漏检,应采取横波斜探头检测。
(2)探头频率
频率选择一般遵循小缺陷、厚度不大的工件,选用较高频率,大厚度、高衰减材料,选择较低频率[8]。标准规定检测频率范围为2-5 MHz,同时为了满足验收等级要求,故选用2.5 MHz。
(3)晶片尺寸
晶片尺寸和形状对声束指向性,近场区长度、缺陷检出能力和近距离扫查范围等都有影响。其尺寸选择一般遵循大范围、大厚度工件选用大晶片,来提升检测效率和发现远距离缺陷。小工件和表面不太平整或曲率较大的工件,选用小晶片。标准规定,短声程可采用直径为6-12 mm(或等效面积的矩形晶片)晶片的探头。长声程采取直径为12-24 mm(或等效面积的矩形晶片)晶片的探头。所以综合考虑探头晶片尺寸选择13×13 mm。
(4)折射角
斜探头折射角选择应遵循整个检测区截面能被声束完全覆盖,并且声束应应尽量与缺陷垂直,同时在检测过程中保证足够的灵敏度时,尽量使用直射法检测和判别缺陷。还应考虑采用横波且需要一次反射法检测时,要保证主声束与检测面相对的底面法线有35°-70°夹角。使用两个及以上K值探头检测时,应保证满足这一要求的探头至少有一个,且保证一个探头的声束尽可能与焊缝融合面垂直,以便发现层间熔合不良的情况,同时探头间的折射角度差应大于或等于10°。
在在役MQY6095溢流型球磨机筒体焊缝探伤中,同时考虑到焊缝的型式为法兰连接角焊缝以及焊缝坡口型式、焊缝厚度等原因。所以综合考虑,选择K1(45°)、K2(63°),磨机筒体焊缝坡口示意图如图3所示。其实际选择探头参数如表3所示。

表3 球磨机筒体焊缝超声检测探头参数选择
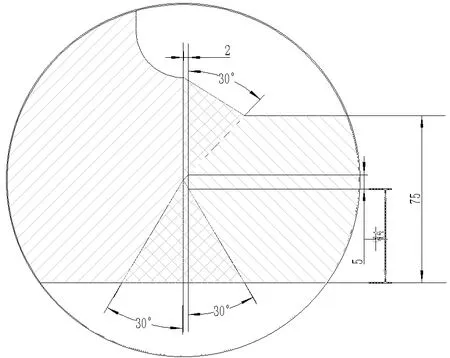
图3 焊缝坡口示意图
4.2.3 探头匹配
检测面与探头靴底面应保持小于等于0.5 mm的间隙g。当工件为圆柱面或球面时,采用公式来进行检查。式中表示探头与工件接触时接触面宽度,检测环缝时为探头宽度,检测纵缝时为探头长度。D为工件直径,单位均为(mm)。
故不需要进行探头靴底面修磨、灵敏度和时基线调整。
4.2.4 检测面的选择和准备
由于在役MQY6095溢流型球磨机筒体焊缝为法兰连接的角焊缝,考虑到法兰上有高强度螺栓,筒体内部有耐磨寸板遮挡等客观条件限制,故现场检测时其检测面应选择焊缝筒体侧外侧,即单面单侧检测。其中焊缝加熔合线两侧各10 mm范围为被检测区,由于只能采用单面单侧进行斜探头探伤,需同时采用直射法和一次反射法,才能使声波能尽可能的覆盖所有区域,保证缺陷不漏检。其探头移动区则应满足使声波覆盖到整个检测区,可采用公式P=2 Kt进行计算,P为跨距,t为工件厚度,K为探头折射角正切值,单位均为mm。探头移动区宽度采用直射法检测大于或等于0.75 P,一次反射法检测大于或等于1.25 P,探头移动区宽度数据如表4所示,检测区域和探头位置如图4所示。

表4 探头移动区宽度数据
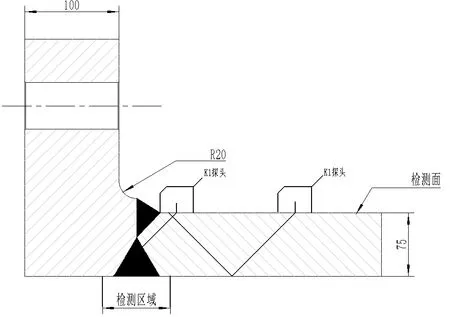
图4 球磨机筒体焊缝检测区域及K1探头移动位置示意图
4.2.5 仪器调整和灵敏度设定
仪器调教利用GB/T19799.1或GB/T19799.2标准中规定的1号或2号校准试块,主要包括仪器时基线的调整,斜探头入射点、折射角(K值)测定等。以直径为3 mm横孔作为基准反射体进行参考灵敏度的设定,制作距离-波幅曲线(DAC)。并参照GB/T29712-2013《焊缝无损检测 超声检测验收等级》附录A中图A.3进行验收[9]。
5 缺陷修复及注意事项
(1)在处理前要根据检测结果对裂纹位置进行准确的定位,以便于精准的进行处理和修复。
(2)裂纹缺陷在处理过程中,需打一定的止裂孔,防止处理引起的裂纹扩展与延伸,处理时需在原裂纹位置的基础上扩大适当尺寸的处理范围,保证能把所以裂纹完全处理。
(3)处理完后需要用渗透检测和超声检测进行再次跟踪验证,保证所有的裂纹被处理干净,然后才能进行焊接修复。
(4)在焊接过程中,由于厚度较厚,且受焊接位置等实际因素的影响,需在焊接过程中采取措施,清理干净焊渣和飞溅等,确保每层、每道焊缝质量完好,才能进行下一步焊接。
(5)焊接完成后,需采取消除应力措施(如修复处加热保温等),使焊接应力得到充分的释放,从而保证设备的整体性能稳定。
6 结语
(1)根据各种无损检测方法优缺点,为了更好的检测出在役MQY6095溢流型球磨机筒体焊缝缺陷,判断准确定位、定性和定量,便于修复处理,建议定期检测,采用渗透检测和超声检测结果判断内外缺陷并及时修复。
(2)使用渗透检测时,宜采用溶剂去除型着色渗透溶剂悬浮显像检测方法(ⅡCd)、B型标准试块、B级灵敏度、DPT-5系列着色探伤剂。
(3)使用超声检测时,宜采用B级检测、2级验收合格、2.5 P13×13 K1斜探头、2.5 P13×13 K2斜探头单面单侧。
(4)在实际工作中,熟练掌握并用活用好各种无损检测方法,尤其是不同方法同时使用,相互验证,对我们发现各种缺陷,把控设备和工程质量,评价其使用性能具有至关重要的作用。
猜你喜欢
防爆电机(2022年2期)2022-04-26
石油化工建设(2019年6期)2020-01-16
经济技术协作信息(2018年8期)2019-01-14
测控技术(2018年8期)2018-11-25
录井工程(2017年3期)2018-01-22
西南石油大学学报(自然科学版)(2016年2期)2016-12-01
电子世界(2016年22期)2016-03-12
超硬材料工程(2016年1期)2016-02-28
新疆钢铁(2015年1期)2015-11-07
西南石油大学学报(自然科学版)(2015年5期)2015-04-16