C70E 型敞车下侧门安研门缝间隙消除工艺优化
2023-10-27 07:50:24李门门孙宏宇刘艳宾陈明丹曾威雄
铁道车辆 2023年5期
李门门,孙宏宇,刘艳宾,陈明丹,曾威雄
(中车齐齐哈尔车辆有限公司,黑龙江 齐齐哈尔 161002)
1 问题描述
下侧门的安研是C70E型敞车生产过程中的主要工序,GB/T 5600—2018《铁道货车通用技术条件》附录B中规定:“对接式车门门缝间隙和搭接式车门与各搭接件间的间隙应小于或等于6 mm。”实际生产过程中门缝间隙超差,需要对角柱加强板或下侧门板进行校平,由于车体组装完成后,无论是角柱加强板还是下侧门板,其刚度都有所增强,校平难度较大,下侧门门缝间隙超差大大增加了操作者的作业时间和劳动强度。经过调研分析发现,影响下侧门门缝间隙的主要因素有:
(1) 下侧门板冲裁导致门边产生拱形,集中表现在门板边中部产生外凸变形;
(2) 下侧门搭接处侧墙角柱加强板内凹,造成门缝间隙过大;
(3) 下侧门折页与搭扣扣铁之间存在间隙,扣铁没有锁紧折页。
本文基于以上影响因素展开了分析,探究了产生问题的根本原因,并通过优化工艺,提高了工作效率,解决了根本问题,保证下侧门安研的门缝间隙符合相关标准要求。
2 问题分析
2.1 下侧门板冲裁导致门边产生拱形
C70E型敞车下侧门门板结构为面包筋结构,如图1所示,筋外平板宽度为45 mm。由于结构原因,冲裁落料后门边会产生平面度问题。测量统计分析发现,采用现有的冲裁工艺,下侧门板的平面度问题集中表现为门板边中部300~400 mm 区域产生外凸变形。
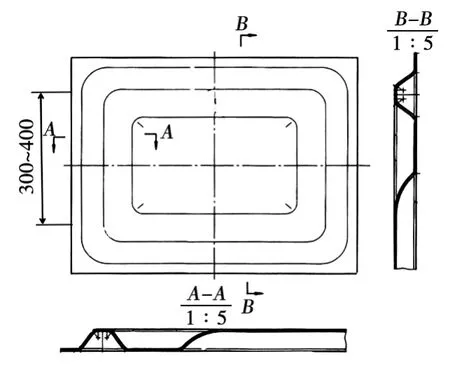
图1 下侧门门板结构轮廓
2.2 下侧门搭接处侧墙角柱加强板内凹
角柱加强板厚度为8 mm,经测量角柱加强板在侧墙完成组装后平面度几乎没有变化,在侧墙完成车体组装后产生了不同程度的内凹。该阶段的焊接量仅仅为角柱加强板与端墙角柱板的内侧立焊缝焊接,以及角柱加强板与底架连接处的打底焊接,焊接量很小。经测量发现,该焊接量对8 mm 厚的角柱加强板的内凹趋势影响不大。后经跟踪测量发现,造成角柱板内凹的主要原因有2个:
(1) 侧墙与底架的挠度匹配问题,角柱加强板落在底架的侧梁凸缘上,同时为了保证侧墙上沿与端墙上沿保持水平高度,会对侧墙整体进行顶压、拉拽,导致角柱加强板产生内部应力的趋势,该趋势外胀被端墙角柱板抵抗,进而导致角柱加强板产生内凹趋势;
(2) 角柱加强板与底架连接处补强圆钢的焊接,该处焊接量大,焊后造成角柱加强板产生内凹趋势,在角柱加强板和端墙角柱板外侧立焊缝未焊接之前焊接补强圆钢,角柱加强板内凹增加约3~5 mm。
2.3 下侧门折页与搭扣扣铁之间存在间隙
复核C70E型敞车下侧门的设计尺寸,在下侧门垂直贴紧侧墙时,折页与扣铁之间存在微小的间隙量,因为其设计原理是靠下侧门悬挂后的自然状态的外张让折页与扣铁贴合,这样必然会造成下侧门门板与侧墙角柱加强板无法完全贴合。另外,搭扣座是铸造产品GB/T 6414-CT11级的铸造精度,影响门缝间隙的关键尺寸是52 mm,如图2所示。按照铸造精度等级查询可知,该尺寸实测值在50~54 mm 之间皆为合格。如果该尺寸实测值大于52 mm,势必会增加折页与扣铁之间的间隙,进而增大门缝间隙。

图2 搭扣座轮廓尺寸
3 优化措施
3.1 下侧门板生产工艺优化
下侧门板冲裁后门边产生拱形且比较有规律,从冲裁方面考虑采取反向拱形切刃对下侧门板进行冲裁落料,以修正门边产生的拱形。试验证明,更换反向拱形切刃后,下侧门板的平面度得到了很好地优化,下侧门板板边外凸控制在2 mm 以内。
3.2 底架和侧墙挠度匹配以及焊接顺序生产工艺优化
优化底架和侧墙组对夹具的定位挡,加强对底架和侧墙生产过程的控制,尽可能让侧墙与底架的挠度完美匹配,加强端墙、侧墙的高度检查,以减少端墙、侧墙的高度差。通过优化,C70E型敞车底架交验时的挠度实测值控制在8~12 mm,侧墙组对时挠度值控制在6~7 mm,组焊完成后的实测值同样控制在8~12 mm,解决了底架和侧墙装配挠度匹配的问题。
将角柱加强板与底架连接处补强圆钢的焊接调整到角柱加强板和端墙角柱板立焊之后,角柱加强板的内凹小于0.5 mm。
经过实践检验发现,优化后角柱加强板的内凹得到了很好地控制,基本控制在2 mm 以内。
3.3 下侧门折页和搭扣座设计尺寸工艺优化
下侧门板与侧墙角柱加强板之间存在微小的间隙量,后期在设计原理的基础上,从工艺层面对折页尺寸进行了修正,减少了扣铁与折页的锁闭关系对下侧门门缝间隙的影响。另外,按照设计图纸要求的铸造精度生产的搭扣座不符合实际使用要求,从工艺层面出发对铸件供应商提出了内控要求,让其将相关尺寸按照工艺尺寸进行生产。结合以上措施,很好地优化了下侧门折页与扣铁之间的锁闭关系,进而压紧了下侧门门板。
4 总结
通过对影响门缝间隙的3个主要因素进行研究分析并采取有针对性的工艺优化措施,保证了C70E型敞车下侧门安研门缝间隙控制在6 mm 以内,解决了下侧门安研门缝间隙问题,大大提高了生产效率,满足了客户要求。
猜你喜欢
铁道车辆(2024年1期)2024-03-01 03:46:58
机械工程师(2022年6期)2022-06-21 08:44:12
轨道交通装备与技术(2021年5期)2021-11-19 11:46:52
铁道车辆(2021年5期)2021-11-09 05:02:12
科学与生活(2021年30期)2021-02-18 23:17:01
烟台果树(2020年2期)2020-05-28 08:08:04
流行色(2020年2期)2020-04-29 05:00:58
艺术品(2019年9期)2019-10-26 06:42:20
环境与生活(2016年4期)2016-05-03 03:34:12
建筑施工(2015年5期)2015-09-18 02:19:10