
一种摩擦线机运小车在线自动加油方法的应用
2023-10-24 01:25:13黄立桥罗苗苗冉钟慧韦懿
时代汽车 2023年17期
关键词:在线
黄立桥 罗苗苗 冉钟慧 韦懿

摘 要:摩擦线机运小车在线自动加油装置可实现机运小车在线自动加油工作,此种方法无需将机运小车下线到维修站,也无需人工进行加油,解决机运小车加油工作量大、效率低的问题。
关键词:摩擦线 机运小车 在线 自动加油
1 引言
在汽车生产过程中,汽车的零部件及白车身在不同工艺岗位之间的传递,甚至不同工艺车间之间的传递都需要靠输送设备来完成,可以说输送设备是不同生产工艺间的纽带桥梁,有效将不同的汽车生产工艺串联起来,形成完整的生产工艺链。根据汽车生产工艺需要,汽车生产过程中往往会出现很多不同的输送方式,因此就会有很多类型的输送设备出现,而不同的输送设备又会有不同的维护保养方法。
本文主要介绍在汽车生产过程中,将白车身从焊装车间输送到涂装车间的一种输送方式—摩擦线输送,重点介绍此类输送设备日常维护保养的一种维修保养方法—摩擦线机运小车在线自动加油方法。通过此方法,实现了机运小车在正常运行过程中不停机加油润滑的功能,可大大减少维保人员工作量,提升机运小车维护保养效率。
通过设计机运小车自动加油装置,采用随动式加油枪+感应器检测方式,实现机运小车可不停机加油。同时根据机运小车结构特点,选取具有统一性的定位点,设计专门的定位装置提升加油的精准性、可靠性,解决了机运小车在线加油难问题。
2 传统摩擦线机运小车日常维护保养现状
以某汽车公司某生产基地的车身车间与涂装车间的摩擦线输送设备为例:
(1)摩擦线机运小车人工加油—效率低。
人工给机运小车加油需要事先将机运小车从摩擦线上放出到专门的维修站,维修人员才能进行加油保养工作。由于机运小车在摩擦线上是无规律的运行,因此越到后期,越难找到对应的机运小车排出,存在维修人员等待排车的时间浪费。
(2)摩擦线机运小车人工加油—工作量大,维护人工成本高。
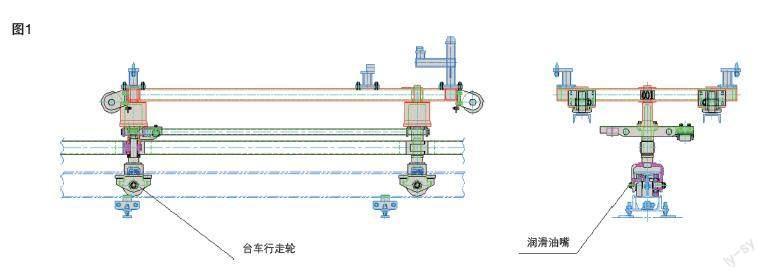
摩擦线机运小车数量多,共有600多辆机运小车在摩擦线上运行,每辆机运小车有4组行走轮,每组行走轮有2个支撑轴承需要加油润滑。即每次保养需要进行4800次人工加油,工作量极大,维修保养人工成本显著增加,见图1。
(3)摩擦线机运小车人工加油—人机工程性差。
由于机运小车的加油润滑部位在行走轮处,位置很低,人工加油需要蹲下才能完成加油工作,每天循环往复,维修人员很容易出现疲劳,因此员工抱怨声很大。
综上所述,摩擦线机运小车设备传统的人工加油维护保养方法,存在维护保养效率低、工作量大、维护人工成本高、人机工程性差等问题,需要一种新的维护保养方法解决这些问题,为企业降本增效。
3 行业内摩擦线机运小车维护保养现状
(1)目前汽车制造行业中对于摩擦线的机运小车加油方式尚无好的保养方法,加油工作的改进主要集中于加油枪的改进,如由传统的纯手工加油枪升级为气动加油枪,减少维修人员加油过程的体力消耗。
(2)另外一种方式就是适当延长机运小车行走轮的润滑周期,如由3M/次延长至4M/次,但此种方式可能会导致设备因润滑不足出现行走轮卡滞损坏问题。
(3)考虑采用滚床输送方式,根本上解决摩擦线输送存在的问题,但由于滚床输送成本高,因此无法完全替代更经济的摩擦线输送。
4 开展摩擦线机运小车在线自动加油的难点
(1)自动加油对机运小车的精度和一致性要求很高,但由于机运小车数量大,且由不同厂家生产制造于不同时期投入使用,因此机运小车的精度和一致性无法得到保证。
(2)在线加油要求设备能实现精准、快速加油,设备无需停机停线,在线完成加油。
因此要实现机运小车在线自动加油,不仅要求机运小车具有很高的一致性,而且加油装置必须有定位辅助装置,同时加油枪必须具有随动加油功能,各项因素缺一不可。因此摩擦线机运小车的在线自动加油一直是困扰维修人员的老大难问题。
5 新技术解决方案
针对摩擦线机运小车实现在线自动加油过程中的难点,改善团队人员针对痛点、难点一一攻关,现场测试验证解决。具体如下:
(1)机运小车精度和一致性差问题。
团队改善人员针对现有机运小车的尺寸精度进行了摸排统计,最终确认需要统一尺寸精度的部位主要为小车的触发块、油嘴,触发块主要会影响小车加油时的位置精度,而油嘴则会影响加油的有效性。
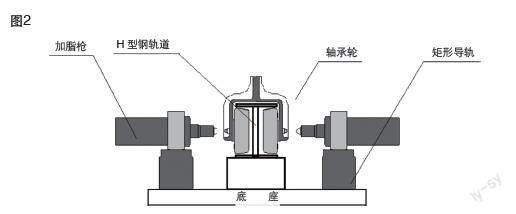
通过现场实测及模拟测试,改善人员确认了触发块的尺寸标准,包括长、宽、高的尺寸,离地高度尺寸等,根据制定出的标准,对线上所有机运小车进行一致性提升整改,保证所有小车的触发块尺寸标准一致。同时,为了适配自动加油枪,机运小车的加油嘴也进行了标准统一,对不符合要求的油嘴统一更换。两项措施完成后,机运小车的精度和一致性得到了大幅提升,已达到开展自动加油需要的精度条件,见图2。
(2)在线自动加油要求设备无需停机停线,在线完成加油。
针对此问题,改善团队设计采用随动式加油枪+感应器检测方式,实现机运小车可不停机加油。同时根据机运小车结构特点,选取具有统一性的定位点,设计专门的辅助定位装置提升加油的精准性、可靠性,解决了机运小车在线加油难问题,见图3。
摩擦线机运小车在线自动加油方案简述:
第一步:当机运小车运行到触发自动加油机检测开关时,具有辅助定位功能的跟踪气缸杆自动伸出,等待小车的行走轮靠近,见图4。
第二步:气缸跟踪杆在小车行走轮的拖动下,带着机架随小车行走轮移动,同时自动加油枪枪头伸出加油,见图5。
第三步:加油过程结束,自动加油枪枪头首先返回,气缸跟踪杆延时退回,然后跟踪杆与整个机架依次按顺序退回,见图6。
第四步:自动加油枪枪头、气缸跟踪杆与机架均回到初始位置,等待下一个轴承轮过来之后,再进行加油,见图7。
暂停状态说明:如图8所示,在自动加油机暂停状态,即不润滑时,自动加油枪枪头与气缸跟踪杆都处在缩回位置,机运小车可自由通过润滑设备,相互不接触、干涉。
6 新技术带来的效益
通过现场的跟踪使用验证,改善团队设计的机运小车在线自动加油装置实现了稳定运行,给维修人员带来了一种全新的维护保养方法,更为企业带来了一定的效益:
(1)提升維护效率,降低设备维护人工成本。
(2)解决了机运小车加油人机工程性差,排车困难等问题,减少员工抱怨。
(3)能够保证机运小车能够得到及时的保养,避免因润滑不足导致损坏停线,影响生产。
7 新技术创新点
(1)首次应用随动式加油装置对机运小车进行在线加油;
(2)设计具有辅助定位功能的跟踪气缸定位装置,提升加油精准性。
8 结语
本文基于汽车生产过程中摩擦线输送设备日常维护保养的维修保养方法,介绍了一种全新的在线自动加油新技术,其技术与现有技术相比,实现设备加油由人工加油—自动加油,由停机加油—无停机自动加油的转换,极大的提升了维护便利性,减少了维修人员的工作量,降低企业的设备维护成本。
参考文献:
[1]杨家军.机械系统创新设计[M].武汉.华中科技大学出版社.2000.
[2]闻邦椿.机械设计手册.第二卷.第三卷.第四卷.机械工业出版社.2011.
猜你喜欢
课程教育研究·学法教法研究(2017年1期)2017-03-21 07:47:20
浙江人大(2016年12期)2016-12-27 11:32:38
电子技术与软件工程(2016年22期)2016-12-26 11:15:58
共产党员·上(2016年4期)2016-05-04 21:36:31
中国科技博览(2016年6期)2016-04-25 14:09:37
无线互联科技(2015年20期)2016-03-05 00:37:13
电脑知识与技术(2015年31期)2016-01-05 12:25:56
分析化学(2015年10期)2015-11-03 07:33:48
科技视界(2015年25期)2015-09-01 17:10:31
物联网技术(2015年5期)2015-07-18 14:28:40
