船舶设计中的管材套料问题分析与解决方案
2023-10-21 06:51:22周言高
上海船舶运输科学研究所学报 2023年4期
周言高, 洪 楠
(扬州中远海运重工有限公司, 江苏 扬州 225211)
0 引 言
船舶设计和建造是一项复杂的系统工程,涉及到的舾装物资数量庞大。就管路系统而言,一艘6万吨级散货船有50~80个管路系统原理图,约有11 000根管段,其中包含的管材、法兰和弯头异径等零件的数量更多。在材料汇总统计、采购、运输、管理、领用和后期的材料加工处理方面,均需消耗大量人力、设备和场地等资源。
为优化和改进管理模式,降低管理强度,细化管理目标,国内船厂通常对管材加工生产管理系统与物资采购系统进行集成,利用这2个系统中的数据对管材进行现场套料,由此提升材料的利用率,加强对余料的管理。
然而,由于数据来源不止1个,常出现设计数据与物资到货数据或生产套料数据存在偏差的情况,导致余料使用错误,余料管理不便,到货物资与采购的物资规格不一致(如管材定尺长度与到货实际长度不一致,导致管材套料数据不准确等)。
由此,管材套料系统需充分考虑实际出现的问题,灵活调整,采用综合套料的方式进行套料管理,使管材套料后的数据更接近实际情况,提高加工效率,降低出错概率,尽可能地减少余料的数量,降低材料管理难度,节约材料成本。
1 管材套料现状
管路要进行综合套料,需在模型设计完成、管材规格确定之后进行。很多船厂为简化套料方式,一般采用固定规格型号和尺寸的管材作为母材,如采购定长为6 000 mm和12 000 mm的管材。受市场价格导向因素影响,这种定尺管材的采购方式和采购价格与采购量有关。为降低采购成本,部分船厂按实际到货的管材尺寸进行套料,这种套料方式灵活方便,有很强的适用性,存在的问题是程序对管材规格和种类的处理相对复杂,施工部门对母材管理的工作量较大。
管材套料在对母材进行分类处理的同时,还需对切割的余料进行管理和再利用,1个套料批次管段的数量可根据管材加工部门的加工能力进行合理选择,可对单个分段进行套料,也可同时对多个分段进行套料。多个分段混套的优点是有助于提升材料利用率,缺点是会增加管理难度,每批套料的材料要在一定的周期内加工完成,避免下料之后管段无法按时生产,造成材料堆放混乱,进而影响加工效率和导致管段施工制作出现差错。
管材套料需要一套完整的解决方案,从前期材料预估和采购到生产设计完成之后的内场制作托盘表下发,再到管加工车间内场施工制作之后的余料管理等阶段,都需要图纸和软件的支撑,靠人工完成这一系列工作的难度很大,出错概率和成本投入很高。因此,需开发一套基于Tribon设计平台的管材套料应用软件,解决上述人工完成困难和成本投入高的问题。该软件直接从Tribon数据库中抽取模型数据,基于管段加工信息对管材进行套料处理,包含余料重复利用,余料和废料的汇总、查询等。在这种模式下,可做到管段数据实时更新,避免出现跨平台带来的数据更新滞后和数据导入导出繁琐的问题。
2 管材套料解决方案
套料方案可根据实际需求,采用通用背包法或比较归类法得到。
2.1 方案一
管材套料可采用背包算法实现[1],常见背包问题的数学模型及解法如下。

该问题的数学模型可表示为
(1)
式(1)中:xi取0或1;i=1,2,3,…,m;m和n均为正值。
通过构建上述数学模型,可设定母材的总长度为n,可放入需套料管材零件的最大总价值为f[i][j],表示在前i个零件中,能套料最大长度为j的母材中的最大价值,j=1,2,…,n。此时可很明显地发现,在前i个管材零件中,有些管材零件可被套料,而有些管材零件不能被套料。由此可得到
f[i][0]=f[0][j]=0
(2)
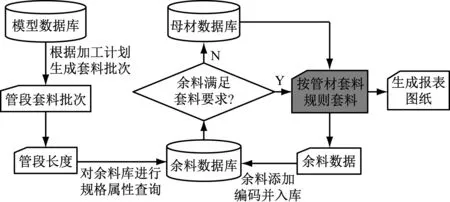
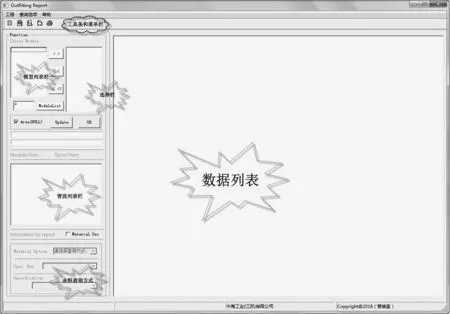
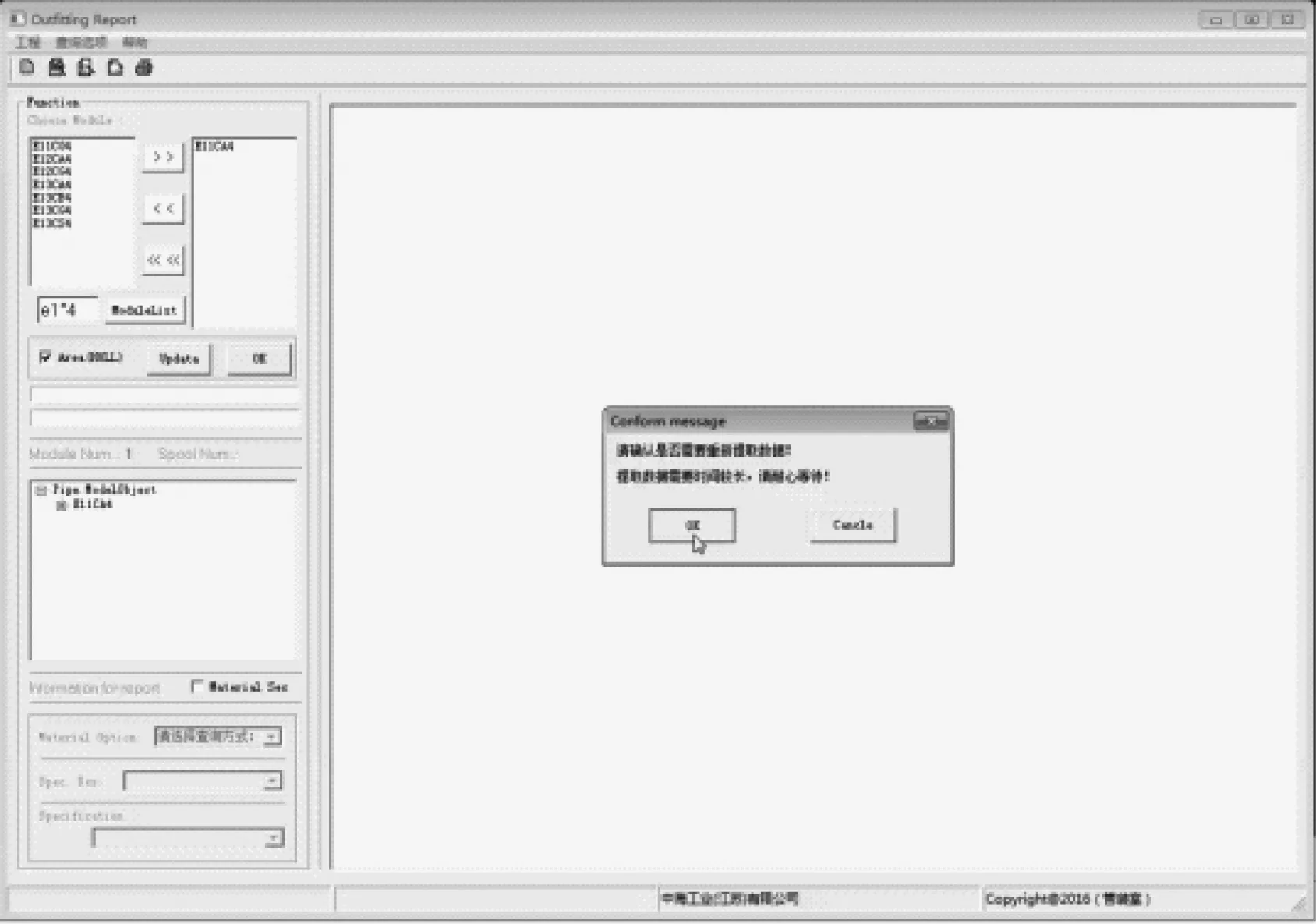
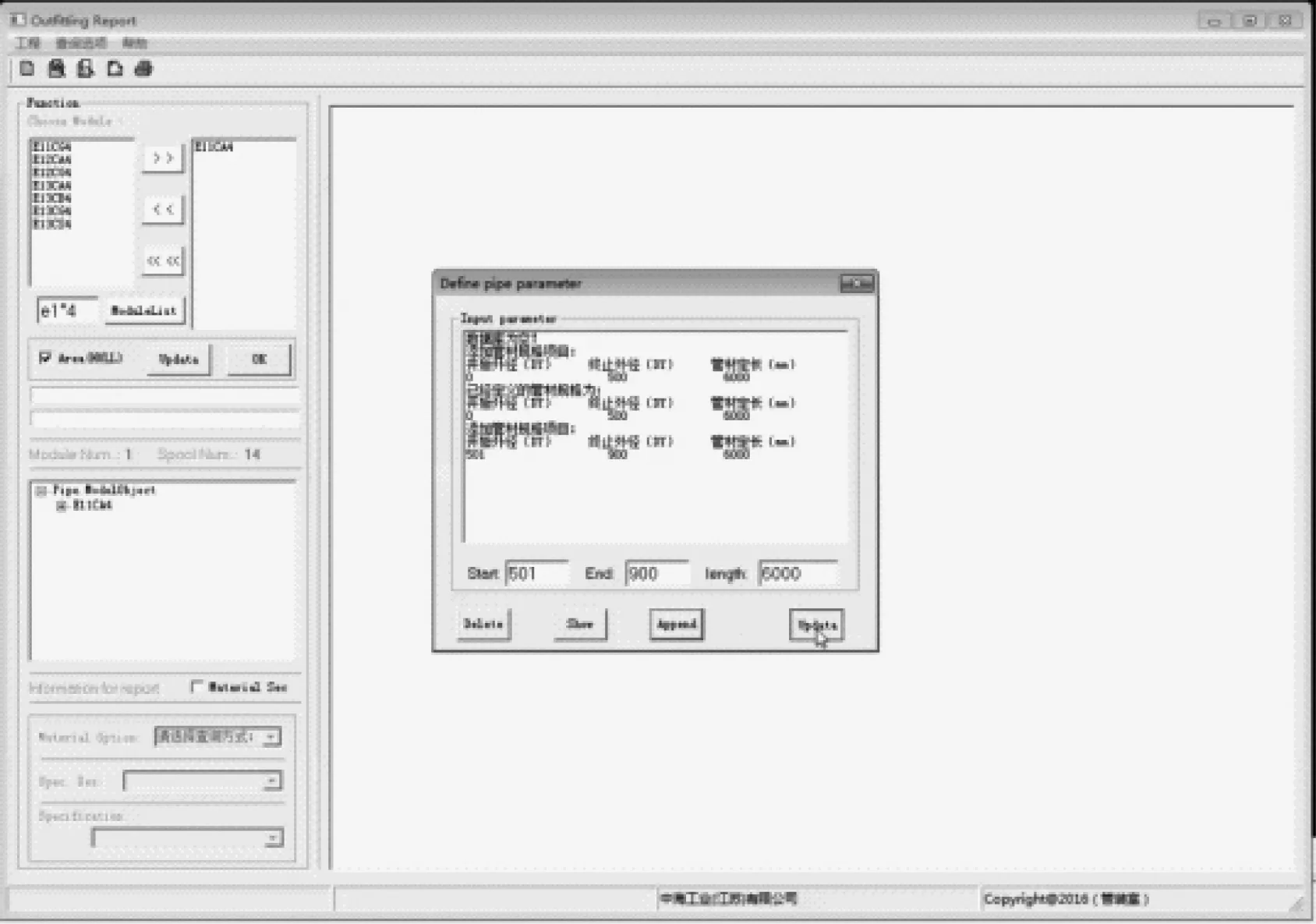
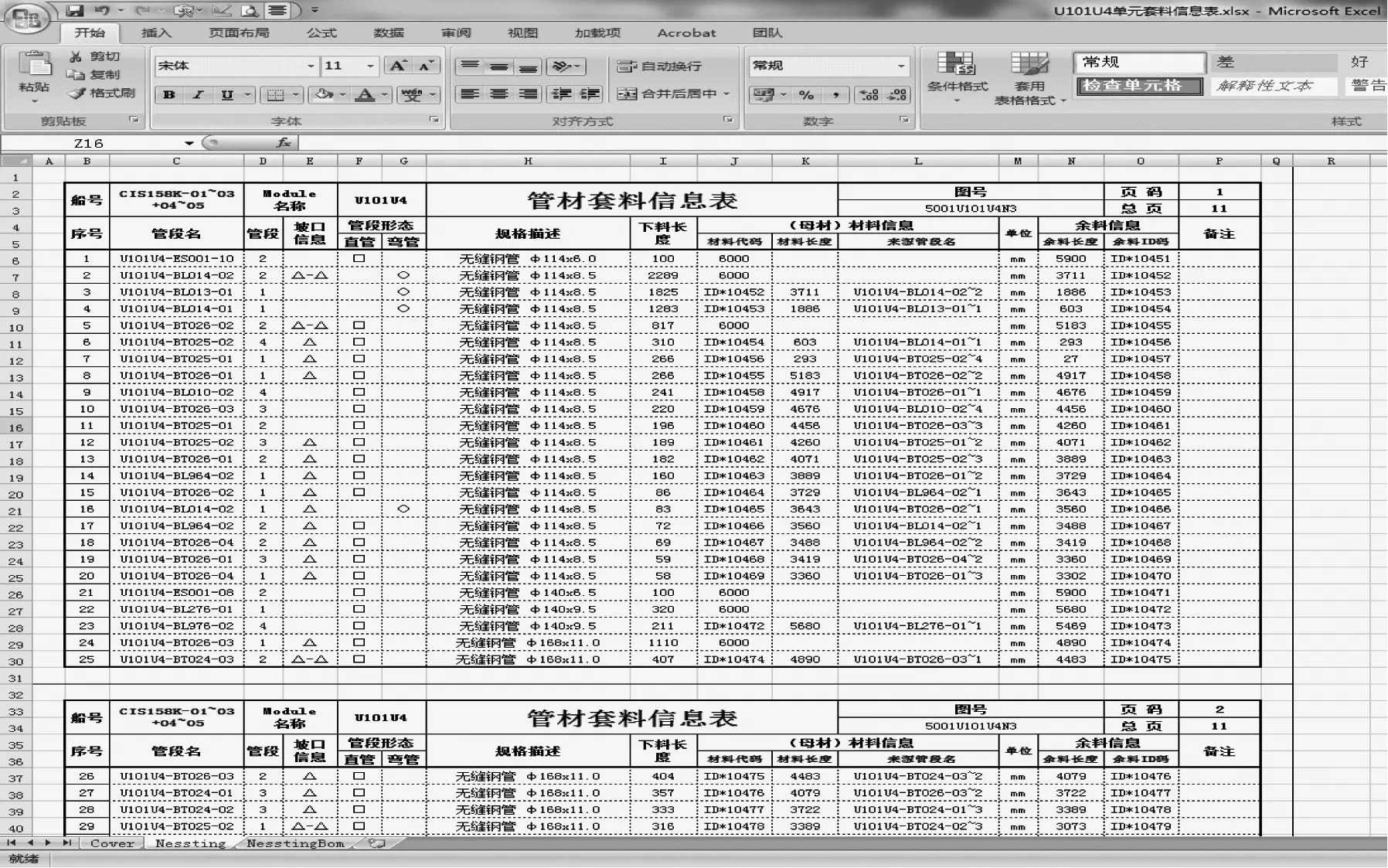
f[i][j]=f[i-1][j],j (3) f[i][j]=max{f[i-1][j],f[i-1][j-w[i]]+v[I]},j>w[i] (4) 在式(2)~式(4)中: 1) 式(2)表示将前面i个管材零件套入长度为0的母材中与将 0个管材零件套入长度为j的母材中的价值是相同的,都是0价值。 2) 式(3)表明,在套入第i个管材零件时,若第i个管材零件的长度大于母材的长度,则套入第i个管材零件的最大价值与套入第i-1个管材零件的最大价值是相同的,毕竟第i个管材零件无法被套入母材中。 3) 式(4)表明,当第i个管材零件的长度小于母材的长度时:若第i个管材零件被套入母材,则表明母材套料的最大价值等于将前i-1个管材零件套入长度为j-w[i]的母材所得价值与第i个管材零件的价值之和;若第i个管材零件没有被套入母材,则母材中套料的价值等于将前面i-1个管材零件套入长度为j的母材中的最大价值;第i个管材零件套与不套的最大价值是不同的,只需比较这2个价值,取其中的最大价值作为将前面i个管材零件套入长度为j的母材所取得价值的最优解。 该算法可分为m个阶段,其中: 1) 第1个阶段,只套1个管材零件,计算在不同长度母材下取得的最大价值; 2) 第2个阶段,套入前2个管材零件,计算在不同长度母材下取得的最大价值; 3) 第m个阶段,套入前m个管材零件,计算在不同长度母材下取得的最大价值。在母材长度为n时取得的结果就是想要的结果。 为确定是哪个管材零件被套入母材,需从f[m][n]开始倒退,有关系式 f[i][j]=f[i-1][j],x[i]=0, (5) f[i][j]!=f[i-1][j],x[i]=1,n=n-w[i] (6) 式(5)表明,若f[i][j]=f[i-1][j],则表示第i个管材零件没有被套入母材中;式(6)表明,若f[i][j]!=f[i-1][j],则表示第i个管材零件被套入母材中。根据该关系式,i从m到1递推,直到确定第1个管材零件是否被套入母材中为止,此时就能确定被套入母材的具体物品。 上述方案能很好地提升材料的利用率,但当管材规格和余料较多时,该方案的程序运算时间较长,会给设计人员带来不好的体验。 采用比较归类法,先对需套料的管材零件进行归类,随机取其中任意一种需套料的规格,再遍历需套料零件,优先从余料库中选取符合条件的套料材料,设置允许的废料值,尽可能地先利用余料库中的材料。若余料不能满足套料零件的需求,则从标准母材库中选取定尺母材,保证该规格的所有需套料的管材被套完。套料主要流程见图1。 图1 套料主要流程 程序套料规则是:选取需套料的某一规格管段,优先对其与余料库中该规格中长度差值最小的余料(或相等)进行匹配套料,若套料后余料长度小于设定值,则将其作为废料,不再放入余料库中,否则对余料进行重新编码,再将其放入余料库中。已使用的余料从余料库中移除,每根余料能被追溯出源于哪根余料或母材,已被套料的余料或母材记录套料零件名称,详细套料过程见图2,具体如下。 图2 详细套料过程 根据来货管材规格,其长度通常是固定的,若不是固定的,则需预定义母材规格表,从TribonDB数据库中获取每根管段的长度,并考虑为满足弯管机夹头的要求而增加的余量,然后对1个或多个分段管材进行综合套料,各根母材或余料的余料放入列表中供下次套料使用(小于设定值的除外,设定值通常是200 mm),充分保证余料能得到连续利用,某批次剩余的余料入库管理,可采用多种方式对余料进行查询。 最终的管材套料结果以套料表和套料图的方式展示,在实际生产中,可在管路材料的配盘、切割和装配过程中使用。通过使用套料表和套料图,使材料的流向明确、标识合理,方便施工统计管理。 该程序基于Python语言[2]开发,图形用户界面(Graphical User Interface,GUI)设计采用wxPython插件包,集成于设计平台TribonM3系统中,与设计系统数据库直接相连,套料相关数据存储于第三方开源数据库(sqlite)中,便于设计人员对相关数据进行设置和调整,以及对管材的套料数据、母材规格、余料数据和编码等信息进行查询。 主程序界面见图3,该程序主要由4个基本部分组成,分别为设计模型数据抽取功能模块、管材规格的定义功能模块、套料功能模块和报表图纸生成功能模块。 图3 主程序界面 程序调用TribonM3的kcs_dex、kcs_util、KcsPoint2D、KcsPolygon2D和kcs_ui等接口[3-5],按单托盘或多托盘的方式收取分离后的管路数据,将其存入sqlite数据库中,为后续套料计算提供原始数据,见图4。 图4 设计模型数据抽取界面 根据需求定义母材的规格,支持定尺和非定尺的方式,定义完成的母材规格应用于管材自动套料中,母材可从其他系统中导出并导入其中,也可通过程序批量创建定尺母材,见图5。 图5 管材规格定义界面 根据第2节中的算法原理对管段数据进行归类(规格、材质和船级等),对套料零件和母材信息进行计算处理,选择合适的母材或余料生成管路零件的套料数据,并将套料结果缓存于内存中,为报表和图纸的生成提供数据支撑;同时,对余料数据进行数据库回写,自动生成余料代码,图6为套料后存储数据预览界面。 图6 套料后存储数据预览界面 根据套料结果在TribonM3系统平台上自动生成套料报表和套料草图,支持套料余料的查询和导出,见图7。 该软件主要应用于技术部门或施工部门,图纸和报表可由技术部单独下发,或放置在管路内场托盘表中下发,施工部门根据图纸和报表做好标识和管理工作。在158 000 载重吨油船上进行全船的管段套料,并将套料图纸和清单下发给管加工车间,按套料清单进行管段下料,对余料进行管理,不仅将材料的利用率由之前的90%提高到了95%左右,而且解决了管材无法准确统计的问题。管材套料表和套料图为管路制作部门工作的开展提供了便利,采用可视化的套料图,能降低对工人素质的要求,从而降低施工出现差错的概率。 在节约材料成本方面,如158 000载重吨散货船全船的管材约有600 t,按单船可节约5%计算,每艘船可节约管材30 t,同时有助于技术部门在采购材料时做到有据可依,不会出现随意增补管材定额的情况,造成后期仓储物资积压问题难以解决。现每种管材规格的用量和用途都能查询和追溯,可查询该类型管材应用于哪些托盘中的哪些管段和剩余余料等。 图8和图9分别为自动生成的158 000载重吨散货船实船套料草图和套料报表。 图8 158 000载重吨散货船实船套料草图 图9 158 000载重吨散货船实船套料报表 管材套料除了具有节约材料成本和提高加工精度等优势以外,还能利用报表和套料图上详细记录的每根母材的流向、管材的下料信息、每根管路的下料长度和余料信息,实现对车间生产的细化管理。研究成果可供船舶建造同行解决船舶设计过程中面临的管材套料问题参考。2.2 方案二

3 管材套料程序开发
3.1 设计模型数据抽取功能模块
3.2 管材规格的定义功能模块
3.3 管材套料功能模块

3.4 报表图纸生成功能模块
4 管材套料应用案例
5 结 语
猜你喜欢
船海工程(2023年6期)2023-12-27 01:48:08
金属加工(冷加工)(2023年2期)2023-02-23 06:39:50
钣金与制作(2022年10期)2022-11-12 02:40:28
金属加工(热加工)(2022年5期)2022-06-21 04:22:38
江苏船舶(2020年6期)2021-01-26 03:55:18
金属加工(冷加工)(2020年8期)2020-08-13 03:38:14
广船科技(2020年3期)2020-02-24 03:46:24
软件导刊(2016年9期)2016-11-07 21:35:42
通信电源技术(2016年5期)2016-03-22 01:09:49
石油知识(2016年2期)2016-02-28 16:20:16