主轴轴承预紧力智能调控组件设计及性能分析*
2023-10-21 08:43:32李颂华王永华王伟楠赵梓辰
组合机床与自动化加工技术 2023年10期
李颂华,高 鹏,王永华,王伟楠,赵梓辰
(沈阳建筑大学 a.机械工程学院;b.高档石材数控加工装备与技术国家地方联合工程试验室,沈阳 110168)
0 引言
随着高速、高精密加工的发展,高档数控机床对电主轴性能的要求不断提高。当数控机床进行大切深加工时,主轴转速较低,切削力较大,此时主轴单元需要较大的预紧力抑制主轴振动,保持轴体稳定性;当机床进行精加工时,主轴高速切削,其温升较快,此时在保证刚度的前提下,应尽可能减小主轴的预紧力,以降低工作温度,保证零件加工质量。然而,定压预紧和定位预紧方式,均是根据轴承制造商推荐预紧值进行装配预紧,难以在不同工况下发挥最优性能。过大的预紧力,会导致主轴产生大量热量,降低使用寿命。相反,若对主轴施加的预紧力较小,其回转精度将无法保证。适当的预紧力可以提高主轴的回转精度、使用寿命和刚度,保证加工精度和工件质量[1]。所以,提出一种主轴预紧力智能调控的方案意义重大。
控制单元响应速度快、控制精度高且结构紧凑化,是目前主轴预紧力主动控制的发展趋势,国内外学者进行了大量研究。某公司设计的液压预紧机构[2],通过控制油腔中的液压油量,推动轴承套使轴承产生轴向位移,实现预紧力的控制。但由于系统密封性不足,无法确保主轴转速和预紧力的线性关系,故在超高精度领域有一定局限性。HWANG等[3-4]提出了电磁力轴承预紧机构,通过改变电磁铁中的线圈电流,来调整磁吸引力挤压弹簧,将力作用在轴承上,具有响应速度快,分辨率高的优点。但由于机构自身产生大量热,使主轴温度快速上升。KIM[5]提出了磁致伸缩预紧机构,将铁磁性材料设置在磁场中,利用磁致伸缩效应产生形变对轴承外圈施加预紧力。但受欧姆热影响使零件产生热膨胀,控制精度不高。常晓宇等[6]提出一种基于柔性薄壁的预紧自调节装置。设计装有液压油的柔性薄壁结构,采用蜗轮、蜗杆调节螺钉伸长量挤压柔性薄壁,其形变对轴承外圈施加预紧力。但由于该结构中的空腔薄壁件不易加工,该预紧方案仅提出了设想。HU等[7]开发了基于PEA的可控预紧力主轴,并基于主轴试验平台探究了调压与调位控制下主轴的静、动特性。但在PEA的选型方面缺乏系统分析和指导原则。
鉴于此,本文设计了基于压电陶瓷的轴承预紧力智能调控组件,将其应用于主轴试验平台上,基于Labview平台开发了调控组件控制系统,以主轴的最佳预紧力为优化目标,对主轴在转速范围内的运行状态进行实时监测和轴承预紧力的智能调控,试验测得调控组件的实际预紧力控制区间、响应速度和动态分辨率,分析了基于调控组件的预紧力主动控制方法对主轴振动和温升变化的影响,验证了调控组件作为主轴预紧机构的可行性及优越性,为主轴预紧力智能控制发展提供了技术支持。
1 调控组件的创新设计
1.1 试验主轴结构设计
设计可控预紧力主轴试验平台,如图1所示。试验主轴与伺服电机采用弹性联轴器连接,伺服电机可为主轴提供不同转速。主轴前端为一组串联轴承7009C,后端为一组串联轴承7008C,整体背对背布置,在轴承内注入润滑脂提供润滑,轴承内圈与转子过盈配合并采用锁紧螺母紧固,工作转速为0~9000 rpm。通过调节前轴承座上的调节螺栓,可对主轴进行初始预紧,主轴运行过程中的预紧力由调控组件实时调节。

图1 可控预紧主轴结构示意图
在主轴预紧力调节过程中,前轴承组固定,后轴承组外圈在调控组件的作用下沿轴向移动,该预紧力调节方案将调控组件布置在主轴后端,因为主轴的工作过程主要受径向力和轴向推力,该方式对主轴的整体刚度影响较小[8]。
1.2 调控组件设计及校准
主轴预紧力控制单元需要具有结构紧凑、输出功率大、控制精度高和响应速度快等优点,基于此,设计基于压电陶瓷的轴承预紧力智能调控组件,如图2所示。
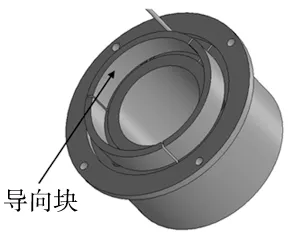
图2 调控组件结构示意图
调控组件主要由壳体、导向块、压电陶瓷、压力传感器和热电偶构成。以压电陶瓷为力输出机构,通过导向块将输出力传递至后轴承组外圈,进而使转子受到向后的轴向力,前后轴承组内外圈产生负游隙,实现主轴系统的预紧。压力传感器和热电偶实时监测轴承预紧力和轴承外圈温度变化情况。
为验证调控组件压力监测模块的准确性,采用高精度电子天平进行校准,分别使用电子天平和调控组件测试不同重物的质量,对压力检测模块进行微调、标定。校准后调控组件压力测试结果如图3所示。
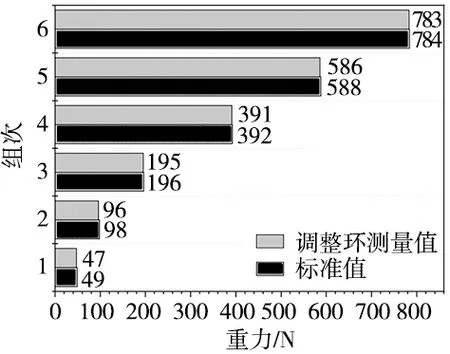
图3 调控组件校准测试结果
由图3可知,由于忽略了机械摩擦等因素,调控组件测量结果略低于真实值,误差值小于2 N,该精度满足主轴预紧力控制需求。
1.3 闭环控制系统开发
为实现主轴系统预紧力的闭环控制,基于Labview程序,开发了调控组件控制软件,主要功能有:主轴预紧力智能控制、伺服电机转速设定、主轴轴承温度监测。由于压电陶瓷的迟滞性和线路中电压损耗的存在,在程序中加入了反馈调节,根据调控组件中压力传感器反馈的压力信号,修正压电陶瓷驱动器的输出电压,保证了调控组件的控制精度。在程序中,以转速为输入量,以预紧力为输出量,依据7009C轴承在不同转速下最佳预紧力(如表1所示)[8],设定调控组件驱动电压与伺服电机转速的关系。在Labview前面板中可以启/停主轴、设置主轴转速、观测主轴轴承实时预紧力和温度变化情况。
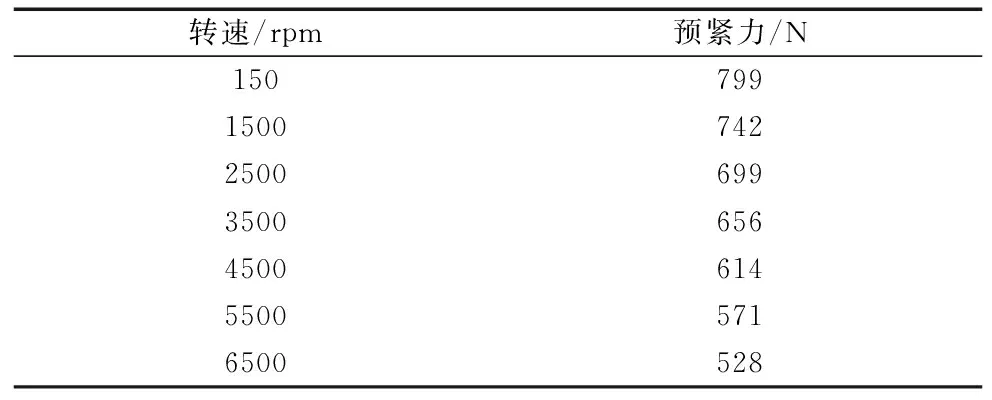
表1 不同转速下7009C轴承最佳预紧力
2 调控组件性能分析及选型指导
2.1 调控组件性能测试
为测试所设计的调控组件工作性能,搭建如图4所示的调控组件性能测试平台。工作原理为:调控组件控制系统与变频器通信控制伺服电机驱动主轴,根据系统内设置的轴承最佳预紧力与转速关系,输出相匹配的电压值至调控组件,将轴承的预紧力控制为期望的恒定值。

图4 调控组件性能测试平台示意图
调控组件的出力是以输出位移的压缩损失来产生的,理论上负载刚度越大其输出力越大,因调控组件的负载为非刚性的轴承,故在不同初始预紧力F作用下,其损失的位移不同,同一驱动电压的实际输出力不同,关系如图5所示。
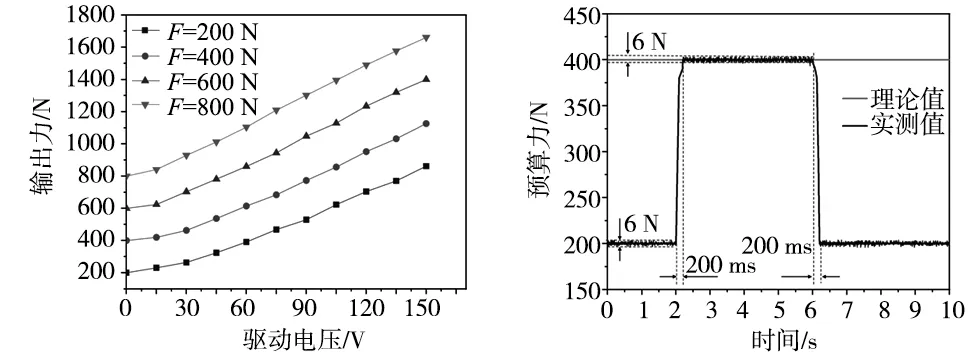
图5 不同初始预紧力下调控组件驱动电压与输出力关系 图6 主轴预紧力阶跃响应试验与分辨率试验
由图5可知,实际输出力与驱动电压呈非线性关系,相同驱动电压下,初始预紧力的提高有利于获得更大的实际输出力,当初始预紧力分别为200 N、400 N、600 N、800 N时,基于调控组件的可控预紧主轴的最大预紧值可达862 N、1126 N、1400 N、1661 N。因此在装配调控组件时,合理的设置主轴初始预紧力有利于获得合适的预紧力调控区间,以充分发挥调控组件的性能。
作为主轴预紧力控制单元,需要具备高动态分辨率和响应速度,才能达到对主轴的加工状态实时感知与自控制的目的。如图6所示,为基于调控组件的主轴预紧力阶跃响应试验和动态分辨率试验结果,在主轴预紧力从200 N增大到400 N再减小至200 N过程中,两次阶跃响应时间均约为200 ms,该响应速度足以满足主轴预紧力控制要求。在各主轴预紧力稳定区间内,调控组件的预紧力控制动态分辨率约为6 N,该分辨率满足可控预紧力主轴的分辨率要求。
2.2 选型指导
调控组件作为可控预紧力主轴结构的重要组成部分,其技术参数直接影响主轴的性能,故其选型是十分重要的。
调控组件高度集成化,将各监测单元和执行单元集成在一起,相比在主轴轴体各处布置传感器的可控预紧力方案,其结构紧凑、适配性强的优势明显,大大降低了对主轴结构的改变,简化了可控预紧主轴装配过程;此外,调控组件具备一系列型号可与不同主轴轴承适配,实现了零件的高互换性,在发生故障时可仅更换同型号调控组件,具备良好的经济效益。
选型时除上文试验测得的可控预紧力区间、响应速度及分辨率外,其主要技术参数还包括:长度、直径、理论输出力以及测量温度范围等。以本文的7008型调控组件为例,其技术参数如表2所示。

表2 7008型调控组件技术参数
综上所述,在设计可控预紧主轴时,根据主轴中轴承型号选配相应的调控组件即可,参考其技术参数布置主轴结构,确定合适的初始预紧力,以充分发挥调控组件的性能,实现主轴预紧力闭环控制的目的。
3 调控组件的应用及效果验证
3.1 主轴振动特性研究
为进一步验证调控组件对主轴预紧力主动控制的可行性,探究其对主轴运行过程的影响,在第2节搭建的调控组件性能测试平台平台基础上,采用Polytec MLV-100激光测振仪对主轴运行过程进行振动测试,试验装置如图7所示。

图7 试验装置图
利用调节螺栓设定主轴初始预紧力,在调控组件控制系统中,改变主轴转速,分别测试主轴在定压预紧和基于调控组件的可控预紧方式下,不同转速稳态时的振动信号,通过非接触式光学头采集主轴的径向振动量。试验对比结果如图8所示。

图8 不同预紧方式下下振动信号对比
由图8可知,随着转速提高,主轴振动速度相应整体增加。在数据存储记录仪采集的时域信号中,振动速度波形呈连续性正弦型,试验振动信号存在杂波,这是由于外界环境以及不平衡电磁拉力干扰所致。基于调控组件的可控预紧方式相比定压预紧,有效降低了主轴振动量约13%,验证了调控组件作为主轴预紧力控制单元的可行性和有效性,可以确保主轴具有更好的动态输出性能。
3.2 主轴谐响应分析
试验主轴材料为40Cr,密度为7850 kg/m3,采用subspace法[9]对主轴进行模态分析,得到主轴的前六阶固有频率如表3所示,振型如图9所示。

表3 主轴固有频率

(a) 主轴一阶振型 (b) 主轴二阶振型

(c) 主轴一阶振型 (d) 主轴二阶振型

(e) 主轴一阶振型 (f) 主轴二阶振型图9 主轴前六阶振型
由以上结果可知,主轴的最高转速9000 rpm,远低于前六阶临界转速,有效地避开共振区,不会发生共振。
设定工况为使用端铣刀加工铸铁,可将切削力认为一个与时间有关的简谐力,切削力F(t)为:
F(t)=Fcos(ωt)
(1)
铣削过程中切削力经验计算公式为:
(2)
式中:Cp为切削条件系数,ap为铣削深度,fz为每齿进给量,d为铣刀直径,B为铣削宽度,z为铣刀齿数,Kp为修正系数,查金属切削手册[10]得表4。

表4 金属切削系数表
计算主切削力F=1781 N,同理可得水平Fr=1331 N,垂直力Fz=1184 N。
由模态分析可知,主轴一阶临界转速远超过工作转速,主轴最高转速为9000 rpm,电机极对数为2,得到主轴最大工作频率f=300 Hz。因此设置动力响应分析的扫频范围取0~300 Hz,步数为100,步数大小为3;使用模态叠加法[11]进行谐响应分析,得到主轴分别在定压预紧和基于调控组件的主动控制预紧方式下,端部的振动信号如图10所示。
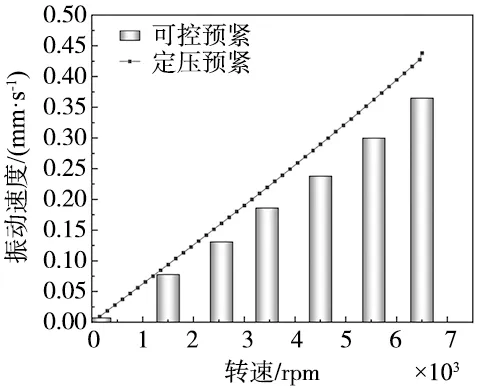
图10 不同预紧方式下振动信号对比
由图10可知,对比传统的采用轴承制造商推荐的定压预紧(本文7009C轴承推荐预紧值为420 N),使用调控组件的预紧力主动控制的方案,使轴体端部产生的振幅降低约9.9%,结果表明调控组件作为主轴预紧力主动控制单元可有效抑制主轴振动。
3.3 主轴轴承温升对比试验
为了进一步探究调控组件对主轴温升特性的影响,作如下对比试验:试验1:测试主轴在基于调控组件的预紧力主动控制条件下,后轴承外圈的温度变化情况;试验2:调节调控组件控制系统,使轴承保持420 N定压预紧,记录转速范围内轴承温度变化情况。试验结果如图11所示。
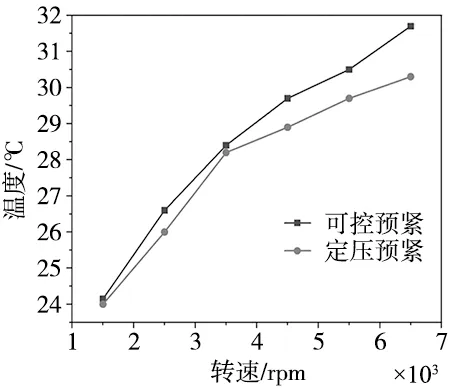
图11 后轴承稳态温度曲线图
由图11可知,在转速范围内,对比定压预紧,基于调控组件的可控预紧方式,主轴轴承温度提高约2 ℃。在低速段可控预紧方式主轴温升较大,原因是在低速段的核心是提高轴承刚度以适应重载的工况,在闭环控制系统中设定的最佳预紧力值大于420 N,故牺牲一部分温升特性。
3.4 主轴温度场有限元模型
使用有限元软件进行主轴温度场分析,按照表5定义材料参数。主轴的散热主要为:热辐射、热对流和热传导[12],在模型中将轴承设置为热源,计算轴承的生热量和主轴部件的换热系数,计算结果如表6所示。

表5 模型中材料参数
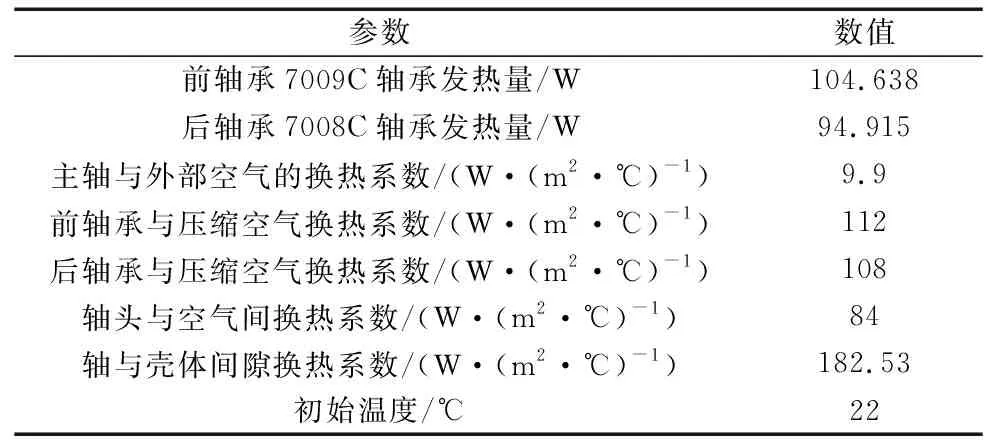
表6 仿真边界条件
按照上述计算结果建立主轴有限元模型。对转速范围内的主轴温度场进行仿真,得出后轴承稳态温度变化情况如图12所示。图13为主轴转速4000 rpm,轴承最佳预紧力635 N条件下,主轴的温度场云图。
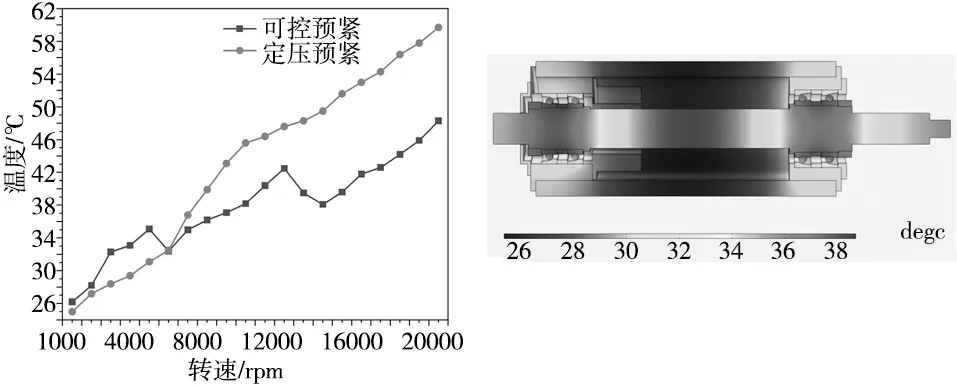
图12 轴承稳态温度曲线图 图13 主轴温度场云图
由图12可知,主轴后轴承温度随着主轴转速的提高而升高,在中、高速段,对比定压预紧,基于调控组件的可控预紧主轴温升有较显著的优势,降低主轴轴承温度约7 ℃。原因是在中、高速段为降低主轴温升提高使用寿命,在调控组件控制系统中设置的轴承最佳预紧值小于420 N。
由图13可知,主轴温度分布十分明显,在前、后轴承处温度最高,且热量主要集中在轴承内圈与滚珠,这是因为轴承外圈可通过轴承座向外散热,拥有更大的散热面积。试验结果验证了调控组件的有效性。在低速段,仿真值与试验值误差较小,体现了主轴热力学模型具有较高的计算精度。
4 结论
为实现主轴轴承预紧力的闭环控制,本文提出了一种智能调控组件,从结构创新设计、选型原则、性能分析及在主轴中应用效果测试等方面对调控组件进行了研究,主要结论如下:
(1)提出一种主轴轴承预紧力智能调控组件,具有结构紧凑、响应快、分辨率高和互换性强等优点,可真实的监测主轴运行状态,实时匹配最佳预紧力,为可控预紧主轴的研究提供了参考。
(2)提出一种以轴承最佳预紧力为优化目标的主动控制方法,试验测得调控组件的工作性能,其动态分辨率为6 N,阶跃响应时间为200 ms,具有较高的控制精度。
(3)相比定压预紧,基于调控组件的预紧力主动控制策略可有效提高主轴的动、热特性,具有工程应用价值。
猜你喜欢
哈尔滨轴承(2022年2期)2022-07-22 06:39:32
能源工程(2022年2期)2022-05-23 13:51:50
哈尔滨轴承(2022年1期)2022-05-23 13:13:24
哈尔滨轴承(2021年2期)2021-08-12 06:11:46
哈尔滨轴承(2021年1期)2021-07-21 05:43:16
重型机械(2020年2期)2020-07-24 08:16:16
装备制造技术(2019年12期)2019-12-25 03:07:36
制造技术与机床(2017年9期)2017-11-27 02:13:56
制造技术与机床(2017年3期)2017-06-23 08:11:33
电子工业专用设备(2015年4期)2015-05-26 09:10:40