
基于随动支撑的板料渐进成形数值模拟
2023-10-18 02:42张泽昊王进
精密成形工程 2023年10期
张泽昊,王进
基于随动支撑的板料渐进成形数值模拟
张泽昊,王进*
(青岛理工大学 机械与汽车工程学院,山东 青岛 266000)
提出了基于随动支撑的板料渐进成形方法,研究基于随动支撑的渐进成形在刀具与随动板之间距离不同时成形精度、厚度、轴向力、等效应变和等效应力的变化情况。通过对厚度为1 mm的6061铝合金板料分别进行普通渐进成形数值模拟、刀具与随动支撑板距离为1 mm和0.8 mm的随动支撑渐进成形数值模拟,分析了板料在成形过程中成形精度、厚度、轴向力和等效应变的变化情况,并将普通渐进成形数值模拟的结果与刀具和随动支撑板距离为1 mm和0.8 mm的基于随动支撑渐进成形数值模拟结果进行对比分析。与普通渐进成形相比,随动支撑渐进成形能够提升成形精度,但当刀具与随动板之间的距离较小时,成形精度较差;随动支撑渐进成形板料侧壁厚度更薄,轴向力的数值及波动范围都更大,且随着刀具与随动支撑板之间距离的减小而增大。此外,当刀具与随动支撑板之间的距离为0.8 mm时,随动支撑渐进成形板料的等效应变会明显增大。基于随动支撑的板料渐进成形在一定程度上可以提高板料成形精度。
渐进成形;随动支撑;6061铝合金;数值模拟;对比分析
数控渐进成形技术是由日本学者松原茂夫[1]在19世纪90年代初提出的,该技术是一种采用了分层制造思想[2]的柔性板料成形工艺,通常分为单点渐进成形工艺和双点渐进成形工艺[3],两者区别在于是否需要模具支撑。与传统成形工艺相比,数控渐进成形工艺具有不依赖特定模具、研发周期短及成形性能高等优点,可用于小批量、小规模生产以及设计过程中的试制,近年来在航空航天、汽车制造,医疗健康等行业都有广泛应用。
近年来,国内外许多学者对辅助渐进成形技术进行了相关研究。Valoppi等[4]研究发现,电热辅助渐进成形能够在降低板料成形载荷的前提下提升板料成形极限。Okoye等[5]研究了电磁辅助冲压渐进成形,发现成形极限、表面质量及成形精度都得到了提高。敖冬威[6]研究发现,随着有效电流密度的增大,加工过程中的变形抗力和回弹减小,这有利于增强材料塑性。郝用兴等[7]研究了超声辅助渐进成形,发现超声振动可以显著降低成形力。闫飞宇等[8]研究了辅助工艺孔对渐进成形性能的影响,研究发现,合理设置工艺孔的辅助面能够实现对成形区域的动态补料,提高板材成形性能,改善壁厚分布。李金慧等[9]研究了超声振动对渐进成形表面性能的影响,研究发现,施加超声振动后,成形件的表面粗糙度明显下降,成形件的硬度大幅提升。史鹏涛[10]研究了液体介质辅助支撑加热渐进成形,结果表明,液体支撑会使成形力增大、等效应变增大、壁厚变薄、成形精度和性能提高。Zhan等[11]采用两级搅拌摩擦渐进成形方法提高了成形强度和延展性。Lehtinen等[12]通过激光照射提高了板料成形极限和表面粗糙度。Lu等[13]通过刀具旋转-振动细化了晶粒、提高了板材硬度。Li等[14]通过让电流从板料的一侧流入另一侧,研究了电流对板料温度、粗糙度和刀具损伤的影响。Sharma等[15]通过数值模拟对比了超声辅助渐进成形和热渐进成形的成形力和回弹力。Cheng等[16]研究发现,成形件厚度随着倾角的减小和高度的增大而增大。Al-obaidi等[17]通过感应加热辅助渐进成形,显著降低了成形力。Duflou等[18]通过激光辅助方法提高了板料的成形性能和成形精度。Liu等[19]通过电辅助渐进成形机床开发了新型刀具,提高了成形件的表面粗糙度。Abdelhafeez等[20]通过对压力辅助渐进成形进行数值模拟,确定了在测试材料和参数范围内材料模型和实验具有较好的一致性。Zhu等[21]研究了虚拟辅助板,实现了直臂零件成形。Bao等[22]对AZ31B镁合金板进行了电脉冲渐进成形研究,发现电磁脉冲渐进成形可以提高板材的成形极限。
基于随动支撑的板料渐进成形本质上也采用了分层制造的思想(刀具分层逐点加工)[23],与普通单点渐进成形相比,板料底部多了一个支撑板,可以在整个加工过程中为板料底部提供支撑,使板料在成形过程中的破裂极限提高,进而在一定程度上增大了成形精度。与双点渐进成形相比,不需要专用的模具,可以降低设计周期与成本,并且可以通过改变刀具与随动支撑板之间的距离来调整成形件底部的厚度,在成形过程中刀具与随动支撑板之间的距离是可以不断调整的。对于基于随动支撑的板料渐进成形,是在机床的第四轴上安装一个随动支撑板,通过程序控制支撑板上下移动来实现随动支撑,在加工过程中先将板料用压料板压紧,然后使刀具与随动支撑板按照程序预先设好的加工轨迹移动,从而对板料进行加工。
1 基于随动支撑的渐进成形设计及原理
本文提出了一种新型的板料渐进成形加工方法:基于随动支撑的板料渐进成形,其原理图如图1所示。基于随动支撑的板料渐进成形的主要部件有刀具、压料板、支架和随动支撑板。刀具负责板料的成形工作,可以实现水平径向进给和竖直纵向进给以及水平周向进给。压料板和支架负责在成形加工过程中固定板料,防止板料发生不必要的位移。随动支撑板负责给加工过程中的板料底部提供支撑,可以通过改变随动支撑板与刀具之间的距离,进而研究对成形件壁厚、成形精度、成形力、等效应变以及等效应力的影响。
数值模拟采用尺寸为180 mm×180 mm×1 mm的6061铝合金板,采用Zlevel的刀具加工轨迹。为了方便分析与讨论,针对随动支撑板与刀具之间不同的距离,将加工方式定义为3个系列:系列一为普通单点渐进成形的加工方式;系列二为随动支撑板与刀具之间距离为1 mm的基于随动支撑的板料渐进成形加工方式;系列三为随动支撑板与刀具之间距离为0.8 mm的基于随动支撑的板料渐进成形加工方式。
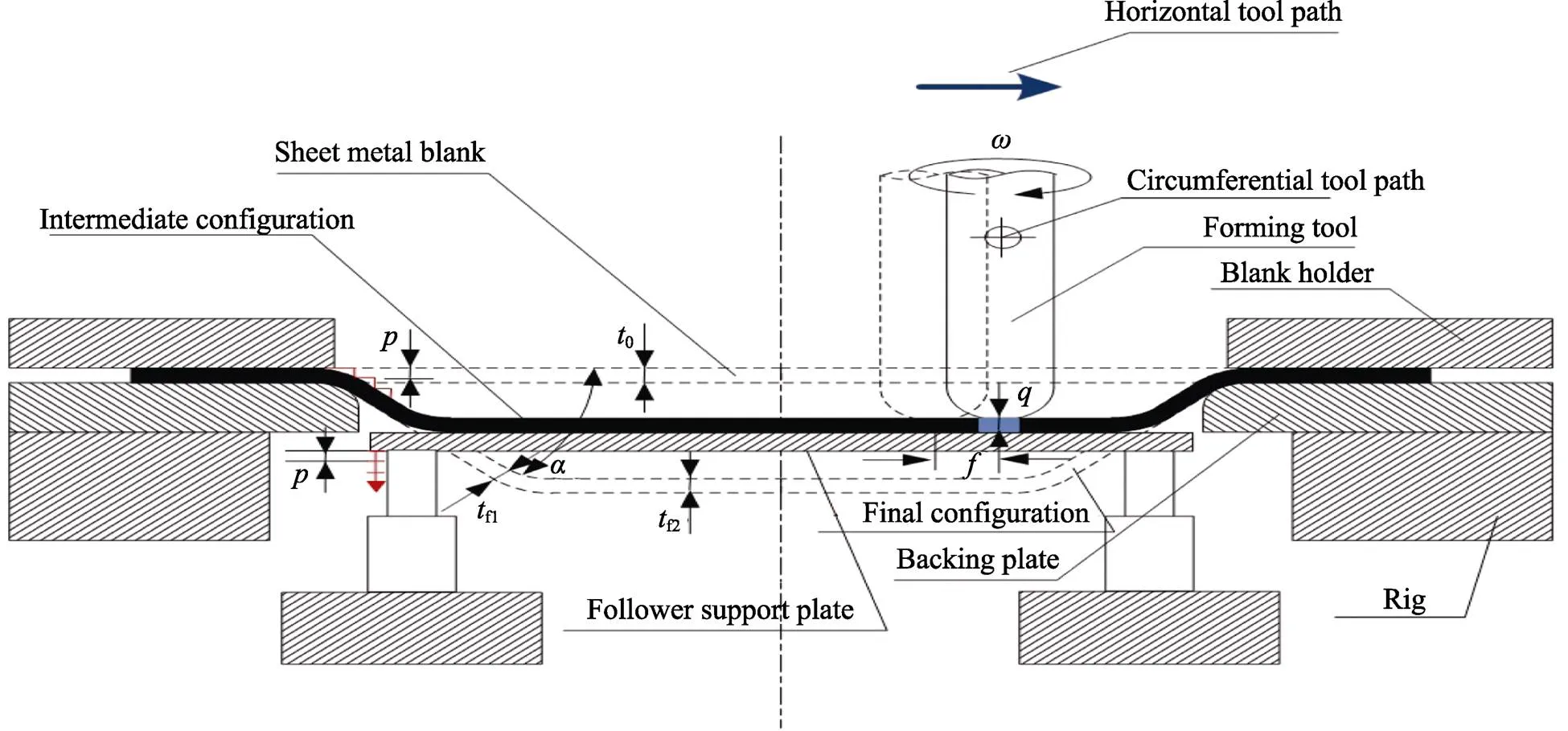
图1 基于随动支撑渐进成形原理图
2 基于随动支撑的板料渐进成形数值模拟研究
2.1 有限元模型的建立和网格划分
在不影响成形效果的前提下,通过UG对基于随动支撑的渐进成形进行简化建模,将建立好的部件以SAT格式分别导入ABAQUS中。将压料板、支架、刀具和随动支撑板设置为离散刚体,板料设置为可变形。对所有零部件进行网格划分,其中刀具和板料的网格进行精密划分,网格尺寸为1 mm,为了缩短计算时间,其余部件采用5 mm的稀疏网格。最终模型装配图如图2所示。
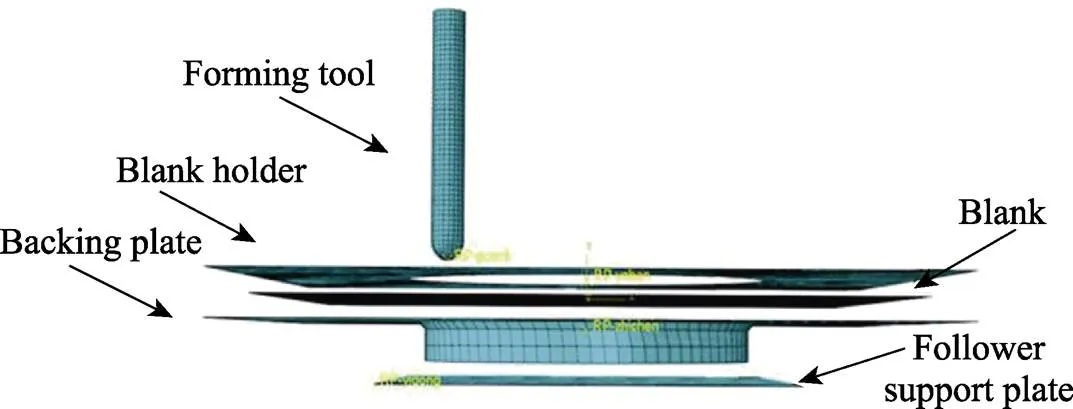
图2 基于随动支撑的渐进成形有限元模型
2.2 板料属性设置
本文以6061铝合金板为材料建立有限元模型,并对板料的密度、弹性和塑性进行设定。将密度分布设置为一致,质量密度设为2 700 kg/m3。对于弹性,需要设置杨氏模量和泊松比,且设置为各向同性,其中杨氏模量为68 000 MPa,泊松比为0.33。对于塑性,可通过屈服应力和塑性应变的相对关系进行确定。最后将设置完的材料属性赋予板料。屈服应力与等效塑性应变的关系曲线如图3所示。
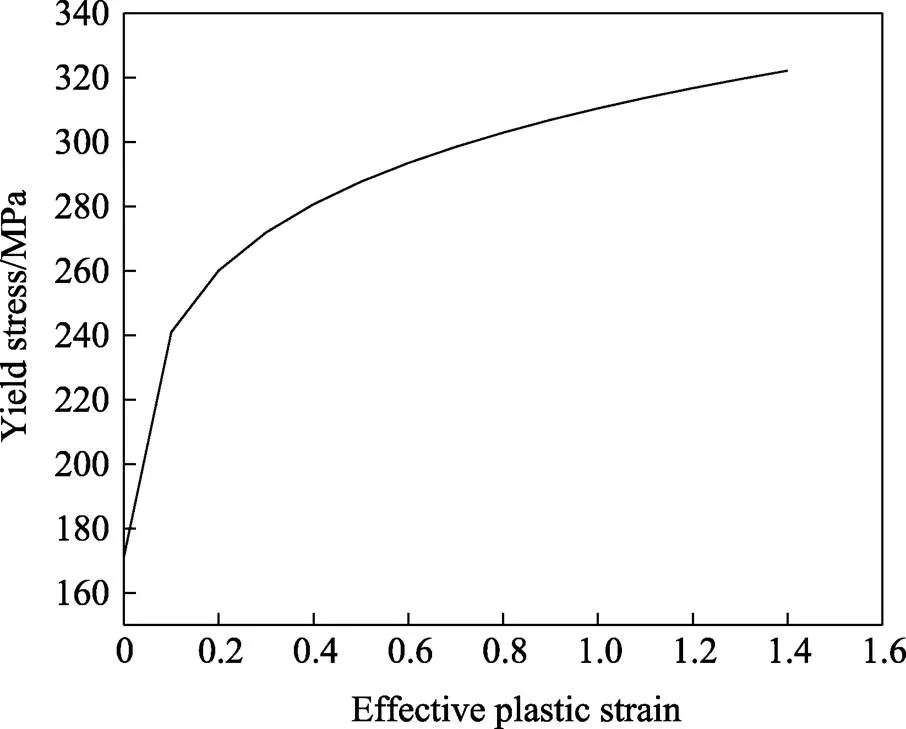
图3 屈服应力-等效塑性应变关系曲线
2.3 分析步与相互作用设置
根据仿真需要,求解器选择显式算法。创建分析步需要分别设定场输出和历程输出。场输出分为2个:针对板料,输出选项选择应力-应变、厚度及变形力等;针对整个模型,输出选项为位移、速度、加速度以及作用力和反作用力。历程输出则是针对刀具,选择的输出项为作用力、反作用力以及能量。设置相互作用时采用罚函数对接触力进行计算,摩擦因数设置为0.12。相互作用选择通用接触[24]。
2.4 边界条件设置
设置边界条件需要对每个部件进行设置。支架在整个模拟过程中只对板料起到支撑作用,不会参与到计算过程中,其边界条件设置为完全固定。在设置板料时,为了保证成形过程中板料四周不存在材料流动,只需要保留向位移,其余的位移和自由度为全部约束。压料板负责在加工成形过程中防止板料位置发生偏移,所以只需要在轴方向施加−50 000 N的压边力。
由于刀具和随动支撑板的边界条件较为复杂,因此需要设置几个关于时间和位移的幅值关系。分别以刀具和随动支撑板的参考点为对象,赋予、、方向的幅值。其中各轴的幅值是通过将刀路导入MATLAB中分解得到的,在下一节刀路的建立中会有说明。
在设定刀具边界条件时,只需保留、、方向的位移,不需要转动。因此,只需要对、、方向赋予相应的幅值即可实现刀具的移动。在设置随动支撑板的边界条件时,只需要保留方向的位移,将其方向的幅值设定为与刀具方向的幅值相同,可通过增加一个单独幅值来实现刀具与随动支撑板之间距离的改变。
2.5 刀路的建立
渐进成形技术通过刀具的分层逐点加工来实现板料的累积变形,刀具的移动轨迹分为、、3个方向的运动轨迹。本文通过使用UG中的加工模块生成机床代码,通过MATLAB预先编好程序,将UG中生成的代码文档分解为、、方向上的位移以及时间的文档,以实现刀具的运动。随动支撑板的位移与刀具方向的位移相同或者相差一个值,在时间上,随动支撑板与刀具轴保持同步移动,可通过增加一个幅值来实现刀具与随动板之间距离的控制。在数值模拟中,轴步距为0.5 mm,刀具进给率为500 mm/min。不同软件生成的刀路图如图4所示。
3 仿真结果对比与分析
3.1 路径的选取及数据的提取
通过综合数值模拟结束后的云图以及提取模型中间截面上的一整条路径数据来实现仿真结果的对比。通过ABAQUS中的可视化选项查看云图,通过工具中的路径选项创建路径,之后即可提取整条路径上的数据,再将数据导入ORIGIN中画出点线图,将不同系列的轴向力、厚度、等效塑性应变和等效应力等数据进行对比。路径选取示意图如图5所示。
3.2 成形精度
由于在加工过程中,工件会出现鼓凸、沉头等现象,因此,会导致成形件与理想模型之间存在形状及轮廓偏差,可通过GEOMAGIC软件对比UG中标准模型与ABAQUS仿真模拟结束后模型的轮廓偏差来实现成形精度的对比。通过GEOMAGIC软件,可以得出最大偏差、最小偏差及标准偏差。
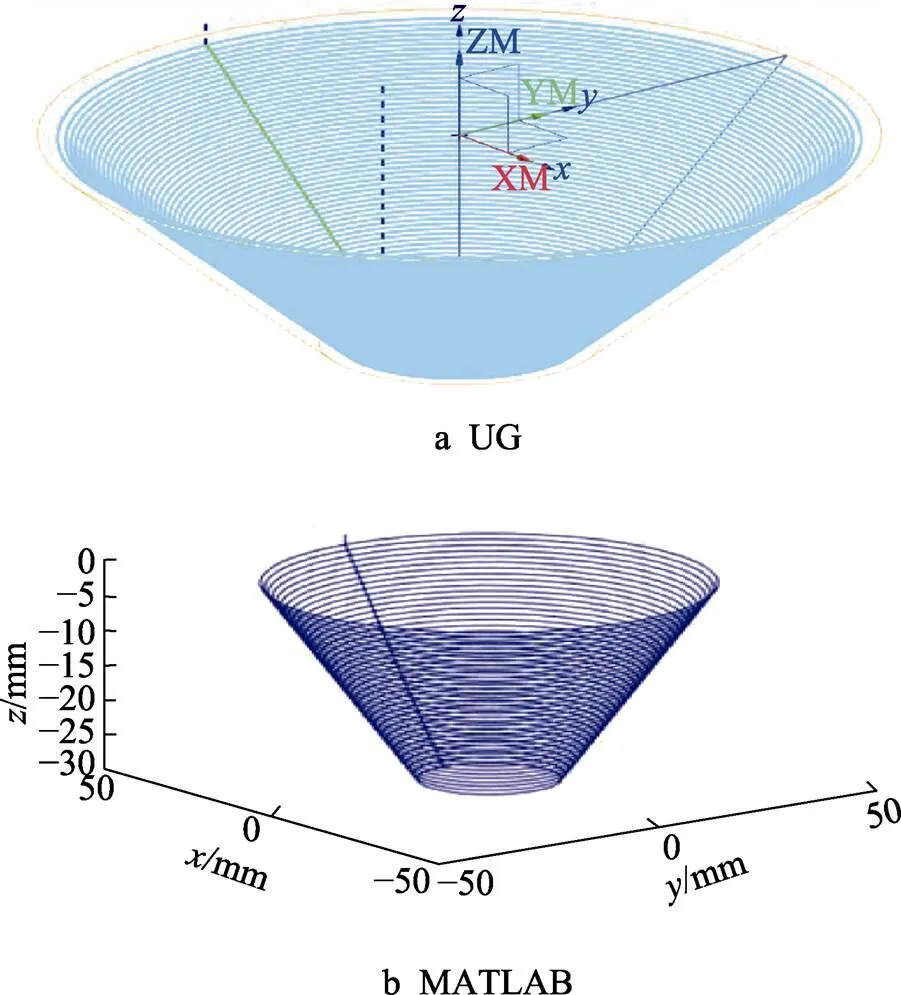
图4 不同软件产生的刀路图
图5 路径选取示意图
不同系列成形精度的对比结果如图6所示。由图6a可以看到,系列一成形精度的最大偏差为0.654 9 mm,最小偏差为−2.325 3 mm,标准偏差为1.160 9 mm。由图6b可以看到,系列二成形精度的最大偏差为0.652 4 mm,最小偏差为−2.307 4 mm,标准偏差为1.154 6 mm。由图6c可以看到,系列三成形精度的最大偏差为0.670 4 mm,最小偏差为−2.302 6 mm,标准偏差为1.194 8 mm。从标准偏差以及最大、最小偏差数值来看,系列二的成形精度最好,其次是系列一,系列三的成形精度最差。这说明基于随动支撑的板料渐进成形确实可以提高板料的成形精度,但刀具与随动支撑板之间的距离也不是越小越好。在比较整个截面2D偏差的同时应重点标出容易产生较大偏差的部位。在工件开口处由于弯曲效应的存在,会出现最大偏差。由于采用随动支撑的板料渐进成形会对板料底部产生支撑作用,所以开口处的偏差会明显小于普通单点渐进成形的。在成形件底部会出现鼓凸和回弹现象,回弹是由工件底部上下表面应力状态不同而导致的,上下表面应力差大小直接决定了鼓凸大小[25],鼓凸属于成形中的固有误差。通过对比可以看出,与普通单点渐进成形相比,基于随动支撑的板料渐进成形的鼓凸更大。通过软件对整条路径上的偏差进行对比发现:在最小偏差方面,基于随动支撑的板料渐进成形占有优势;在最大偏差方面,则是普通单点渐进成形更有优势。综合分析标准偏差发现,与普通单点渐进成形相比,基于随动支撑的板料渐进成形的成形精度更好。
3.3 厚度
在加工过程中,由体积不变原则可知,随着加工的不断进行,板料的厚度会逐渐变薄,所以加工成形件的厚度也是加工成形质量及成形性能的衡量指标。
在厚度对比过程中,在ABAQUS软件中导出图5所示路径上的坐标和厚度数据,然后将该数据导入ORIGIN绘图软件中画出厚度的变化曲线。不同系列厚度云图及对比图如图7所示。可以看到,系列一、系列二、系列三成形件的最小厚度分别为0.652 3、0.649 0、0.632 2 mm。分析数据可知,普通单点渐进成形的最小厚度最小,对于基于随动支撑的板料渐进成形,刀具与随动支撑板之间的距离越小,侧壁处最小厚度越小。不同系列的厚度对比图如图7d所示,结合云图和厚度对比图看,系列一、系列二、系列三都是在工件开口处开始发生厚度减小的,之后随着板料的不断变形,厚度先减小后增大,厚度最小值均出现在侧壁处,且侧壁处的厚度分布基本相同,只是在厚度最小值上有些差别,当到达工件底部时,厚度达到最大值,其中系列三的侧壁厚度分布最不均匀。由图7d的局部放大图可以看出,在板边靠近开口处位置,系列三的厚度会明显大于系列二和系列一的,这是由于在基于随动支撑的渐进成形中,随动支撑板始终对板料底部有一个支撑,可以增大塑性变形、减小弹性变形。
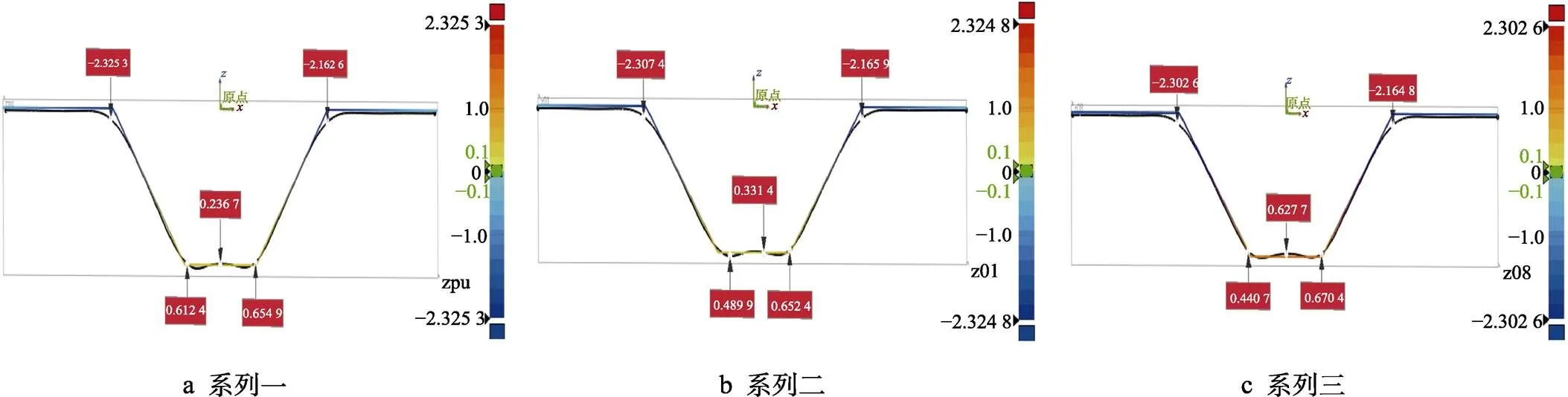
图6 不同系列成形精度对比图
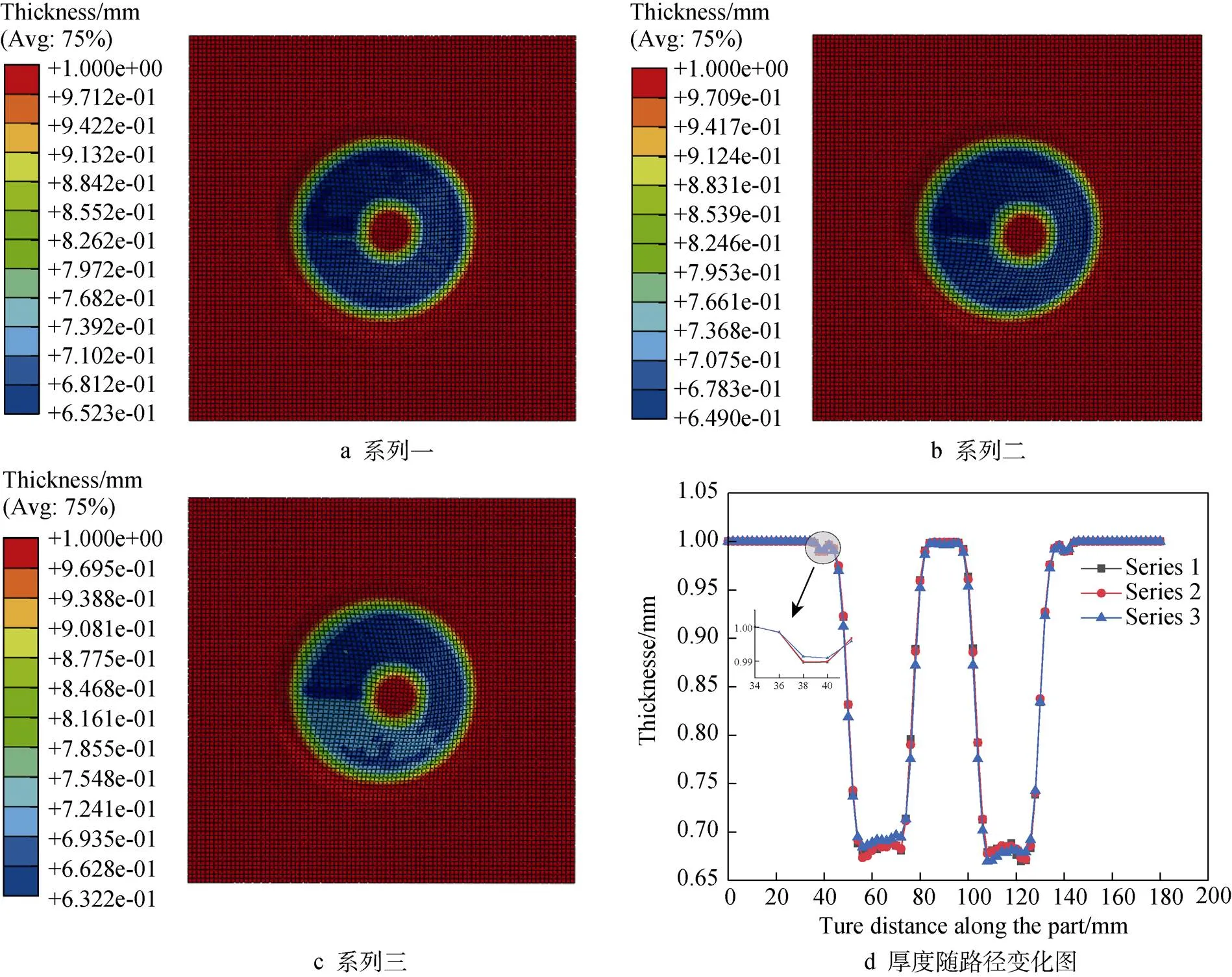
图7 不同系列厚度云图及对比图
3.4 等效应变
在ABAQUS软件中,导出图5所示路径上各节点的等效应变值,再导入ORIGIN中,得出等效应变沿路径曲线图,如图8所示。可以看到,系列一、系列二、系列三的最大等效应变分别为0.954 2、0.961 3、1.360 0,其中系列三的数值最大,为系列一的140%。综合来看,系列一和系列二最大等效应变的分布趋势相同,二者最大值的差值小。而系列三的等效应变在侧壁处的分布不太均匀,且其数值与系列一、系列二的数值相差较大,这在图8d中也得以体现。从路径角度分析可知,刀具在加工过程中的等效应变存在变化,在加工过程中沿着刀具加工方向,等效应变在侧壁中间位置达到最大值,之后会存在一小段稳定区,然后又随着工件的变形而逐渐减小,直到达到成形件底部。在系列三中出现了在成形件底部等效应变也不为0的现象,而在系列一与系列二中则没有这个现象。
3.5 轴向力
轴向力是在工件变形过程中由刀具施加给板料的力,也是促使工件变形的力。在ABAQUS中,沿图5所示的路径提取轴向力,然后导入ORIGIN中得到轴向力沿路径分布曲线,如图9所示。可以看到,系列一、系列二和系列三的轴向力变化趋势基本相同,都可以分为增大区、基本稳定区和减小区。在轴向力增大到最大值过程中,板料会经历弹性变形、塑性变形和加工硬化阶段,所以轴向力会逐渐增大;之后,材料减薄等原因导致轴向力逐渐下降直至加工结束或者板料发生破裂。从数值上来看,系列二和系列三的最大值和波动范围都明显大于系列一的。其中,系列三的轴向力波动最大,且轴向力绝对值的最大值也是最大的,达到1 700 N,这说明由于随动支撑板的存在,在加工过程中板料所受的轴向力会随着刀具与随动支撑板之间距离的减小而增大。
3.6 等效应力
沿图5所示路径提取等效应力曲线,如图10所示。可以看出,系列一、系列二、系列三的等效应力分布没有明显区别,在板料未加工区域,等效应力分布均匀且数值最小,在靠近工件开口处的位置,等效应力变大,这是因为开口处的加工变形区域会对未加工区域产生拉应力,导致开口处未加工区域存在等效应力。通过等效应力曲线分布图和云图来看,系列一和系列二的等效应力曲线基本重合,没有明显区别,但是系列三的等效应力最大值大于系列一和系列二的,而最小值则小于系列一和系列二的,在板边未加工区域和工件底部,其等效应力值也最小。
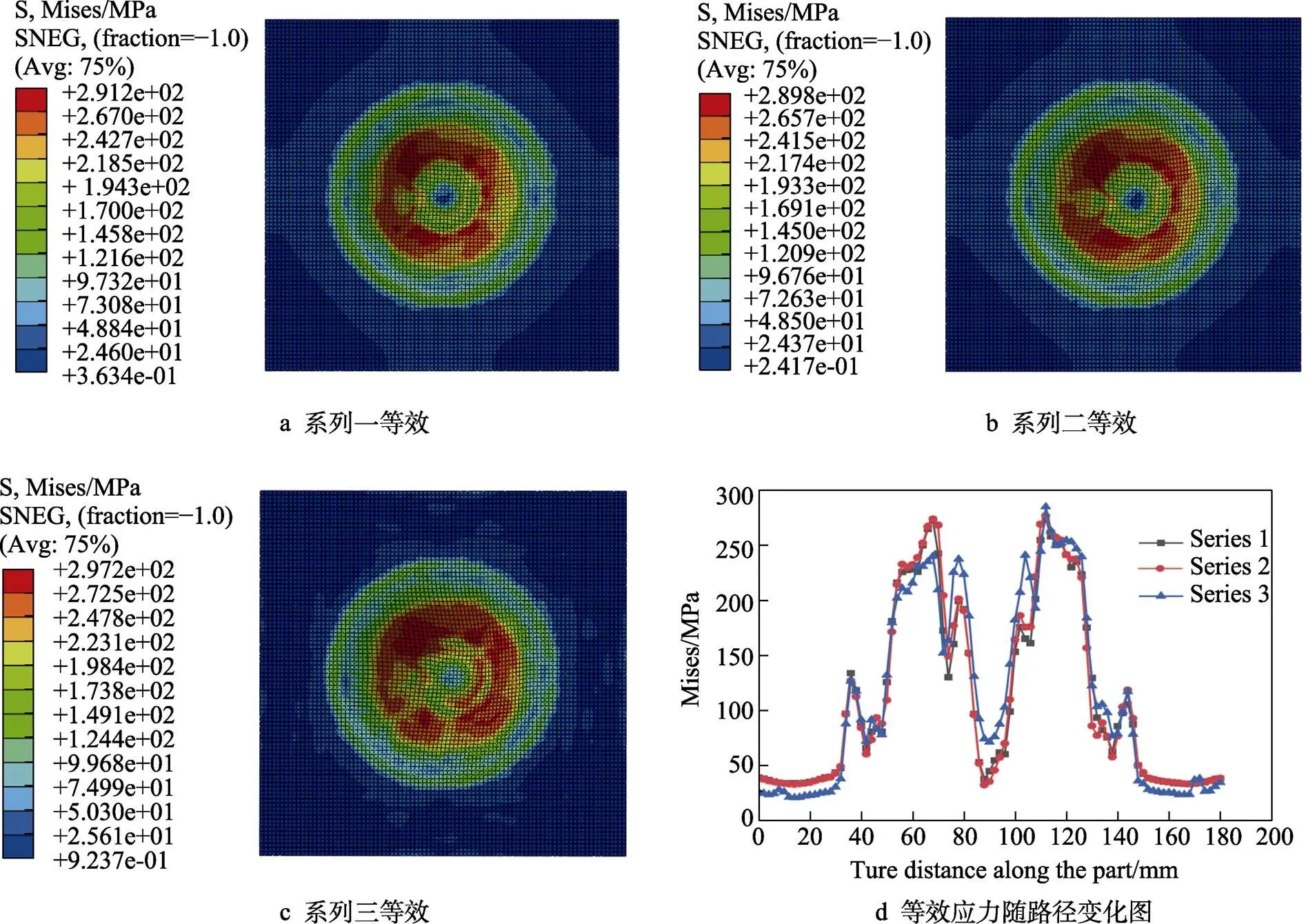
图10 不同系列等效应力云图及对比图
4 结论
提出了一种新型板料渐进成形方法。使用ABAQUS分别对6061铝合金进行基于随动支撑的板料渐进成形和普通渐进成形的数值模拟,并将模拟结果分别与标准模型的结果进行对比,得到以下主要结论:
1)结合成形件的2D轮廓偏差对比和标准偏差分析可知,基于随动支撑的板料渐进成形在成形精度方面优于普通单点渐进成形,但是当刀具与随动支撑板之间距离过小时,基于随动支撑的板料渐进成形的成形精度比普通单点渐进成形的差。
2)分析厚度数据可知,基于随动支撑的渐进成形在侧壁上的厚度明显小于普通单点渐进成形的,当刀具与随动支撑板之间的距离为0.8 mm时,压边处因加工变形而导致的厚度减薄现象有所缓解。
3)分析等效应变可知,当刀具与随动支撑板之间的距离为1 mm时,基于随动支撑的板料渐进成形的等效应变在最大值和分布趋势上与普通单点渐进成形没有明显区别,当刀具与随动支撑板之间的距离为0.8 mm时,基于随动支撑的板料渐进成形的等效应变最大值为普通单点渐进成形的140%,且它在成形件底部的等效应变数值也大于普通单点渐进成形的。
4)分析成形过程中的成形力可知,基于随动支撑的板料渐进成形的成形力最大值和波动范围都明显大于普通单点渐进成形的,并且随着刀具与随动支撑板之间距离的减小,成形力的最大值和波动范围都会变大。
5)分析等效应力可知,基于随动支撑的板料渐进成形在等效应力的分布上与普通单点渐进成形没有明显区别,但是等效应力最小值会比普通渐进成形的小,且随着刀具与随动板之间距离的减小而减小。
[1] 松原茂夫. 半球頭工具による薄板の逐次逆張出し成形[J]. 塑性と加工, 1994: 1311-1316.
[2] 肖冰, 曹红锦, 张志明, 等. 国外金属板材单点渐进成形技术研究的新进展[J]. 精密成形工程, 2010, 2(5): 38-40.XIAO Bing, CAO Hong-jin, ZHANG Zhi-ming, et al. New Development of Foreign Single-point Incremental Metal Sheet Forming[J]. Journal of Netshape Forming Engineering, 2010, 2(5): 38-40.
[3] VALENTIN O, DAN D, SEVERGABRIEL R, et al. Experimental Research on the Behaviour of Metal Active Gas Tailor Welded Blanks during Single Point Incremental Forming Process[J]. Metals, 2021, 11(2): 198.
[4] VALOPPI B, BRUSCHI S, GHIOTTI A. High-Temperature Mechanical Properties and Constitutive Modelling of Ti6Al4V Sheets[J]. Materials Science Forum, 2016, 879: 2020-2025.
[5] OKOYE C N, JIANG J H, HU Z D. Application of Electromagnetic-assisted Stamping (EMAS) Technique in Incremental Sheet Metal Forming[J]. International Journal of Machine Tools and Manufacture, 2006, 46(11): 1248-1252.
[6] 敖冬威. Ti-6Al-4V钛合金板材电脉冲辅助单点渐进成形研究[D]. 济南: 山东大学, 2019: 114-122.AO Dong-wei. Research on Electropulsing Assisted Single Incremental Forming of Ti-6A1-4V Titanium Alloy Sheet[D]. Jinan: Shandong University, 2019: 114-122.
[7] 郝用兴, 魏亚博, 高远浩, 等. 基于超声辅助对TA1板材渐进成形性能的研究[J]. 制造技术与机床, 2023(2): 46-51.HAO Yong-xing, WEI Ya-bo, GAO Yuan-hao, et al. Study on the Increment Forming Properties of TA1 Sheet Based on Ultrasonic Assistance[J]. Manufacturing Technology & Machine Tool, 2023(2): 46-51.
[8] 闫飞宇, 查光成, 黄奕, 等. 辅助工艺孔参数对板材渐进成形性能影响研究[J]. 南京工程学院学报, 2022, 20(3): 61-66.YAN Fei-yu, ZHA Guang-cheng, HUANG Yi, et al. Research into Effects of Auxiliary Process Hole Parameters on Sheet Incremental Forming Properties[J]. Journal of Nanjing Institute of Technology, 2022, 20(3): 61-66.
[9] 李金慧, 李燕乐, 赵刚林, 等. 超声振动对渐进成形件表面性能的影响[J]. 锻压技术, 2023, 48(1): 59-65.LI Jin-hui, LI Yan-le, ZHAO Gang-lin, et al. Influence of Ultrasonic Vibration on Surface Properties for Incremental Forming Parts[J]. Forging & Stamping Technology, 2023, 48(1): 59-65.
[10] 史鹏涛. 镁合金板料温热液体介质辅助支撑渐进成形方法研究[D]. 西安: 西安理工大学, 2020: 24-94.SHI Peng-tao. Study on Incremental Forming Method of Magnesium Alloy Sheet with Warm Liquid Medium Assisted Support[D]. Xi'an: Xi'an University of Technology, 2020: 24-94.
[11] ZHAN X, AN D, CHEN J. A Novel Two-Stage Friction Stir-Assisted Incremental Sheet Forming Method for Uniform Microstructure and Enhanced Properties in Aluminum Alloys[J]. International Journal of Machine Tools and Manufacture, 2022, 180: 103928.
[12] LEHTINEN P, VÄISÄNEN T, SALMI M. The Effect of Local Heating by Laser Irradiation for Aluminum, Deep Drawing Steel and Copper Sheets in Incremental Sheet Forming[J]. Physics Procedia, 2015, 78: 312-319.
[13] LU B, LI Z, LONG H, et al. Microstructure Refinement by Tool Rotation-Induced Vibration in Incremental Sheet Forming[J]. Procedia Engineering, 2017, 207: 795-800.
[14] LI Z, LU S, ZHANG T, et al. Electric Assistance Hot Incremental Sheet Forming: an Integral Heating Design[J]. The International Journal of Advanced Manufacturing Technology, 2018, 96(9/10/11/12): 3209-3215.
[15] SHARMA M, GUPTA V K, TANDON P. Numerical Analysis of the Effects of Ultrasonic Vibrations and Elevated Temperature in Incremental Sheet Forming[J]. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science, 2022, 236(15): 8497-8507.
[16] CHENG G X, ZHU H, JUNG D W. Influence of Different Zoning on Part Thickness in the Multi-Stage Incremental Forming Based on the Extrusion from the Forward and Reverse Side of the Sheet[J]. Materials Science Forum, 2022, 1066: 33-41.
[17] AL-OBAIDI A, KRÄUSEL V, LANDGREBE D. Hot Single-Point Incremental Forming Assisted by Induction Heating[J]. The International Journal of Advanced Manufacturing Technology, 2016, 82(5/6/7/8): 1163-1171.
[18] DUFLOU J R, CALLEBAUT B, VERBERT J, et al. Laser Assisted Incremental Forming: Formability and Accuracy Improvement[J]. CIRP Annals, 2007, 56(1): 273-276.
[19] LIU R, LU B, XU D, et al. Development of Novel Tools for Electricity-Assisted Incremental Sheet Forming of Titanium Alloy[J]. The International Journal of Advanced Manufacturing Technology, 2016, 85(5/6/7/8): 1137-1144.
[20] ABDELHAFEEZ H A, KÜÇÜKTÜRK G, YAZGIN H V, et al. Selection of Constitutive Material Model for the Finite Element Simulation of Pressure-Assisted Single-Point Incremental Forming[J]. Machines, 2022, 10(10): 941.
[21] ZHU H, LIU L. Research the CNC Incremental Forming of Straight-Wall Parts Based on a Virtual Auxiliary Body[J]. Journal of Materials Processing Technology, 2021, 288: 116841.
[22] BAO W, GAO J, CHU X, et al. Process Optimization and Mechanism Analysis on Electropulse-Assisted Incremental Forming of AZ31B Magnesium Alloy Sheet[J]. The International Journal of Advanced Manufacturing Technology, 2022, 119(1/2): 329-342.
[23] 李小强. 柔性板材渐进成形技术与装备[M]. 北京: 机械工业出版社, 2020: 19.LI Xiao-qiang. Flexible Incremental Sheet Forming Technology and Equipment[M]. Beijing: China Machine Press, 2020: 19.
[24] 王勇强. 异种铝合金拼焊板渐进成形研究[D]. 青岛: 青岛理工大学, 2022: 21-26.WANG Yong-qiang. Study on Incremental Sheet Forming of Dissimilar Aluminum Alloy Tailor Welded Blanks[D]. Qingdao: Qingdao University of Technology, 2022: 21-26.
[25] 秦勤, 李程, 何流, 等. 双金属板渐进成形底部鼓包和侧壁鼓凸研究[J]. 稀有金属材料与工程, 2021, 50(9): 3270-3279.QIN Qin, LI Cheng, HE Liu, et al. Research on Bottom Bulge and Sidewall Bulge of Bimetal Plate in Incremental Forming[J]. Rare Metal Materials and Engineering, 2021, 50(9): 3270-3279.
Numerical Simulation of Incremental Sheet Forming Based on Follower Support
ZHANG Ze-hao, WANG Jin*
(School of Mechanical and Automotive Engineering, Qingdao University of Technology, Shandong Qingdao 266000, China)
The work aims to propose an incremental sheet forming method based on the follower support,study the variation of forming accuracy, thickness, axial force, effective strain and equivalent stress of incremental sheet forming based on follower support at different distances between the tool and the follower plate. Numerical simulation of normal incremental forming, numerical simulation of incremental sheet forming based on the follower support with 1 mm and 0.8 mm clearance between the tool and the follower support plate were carried out for 6061 aluminium alloy sheets with a thickness of 1 mm, respectively. The changes in forming accuracy, thickness, axial force and effective strain of the sheet during the forming process were analyzed, and the results of the numerical simulation of normal incremental forming and the numerical simulation of incremental sheet forming based on the follower support with a clearance between the tool and the follower support plate of 1 mm and 0.8 mm were compared and analyzed. The results of the comparative analysis showed that, compared with the normal incremental sheet forming, the following support incremental sheet forming could improve the forming accuracy, but when the distance between the tool and the following plate was small, the forming accuracy was worse; the side wall thickness of the following support incremental forming sheet was thinner, and the axial force in forming was larger in value and the fluctuation range was larger than that of the normal single-point incremental sheet forming, and it increased with the decrease of the distance between the tool and the following support plate. In addition, when the distance between the tool and the follower support plate was 0.8 mm, the effective strain of the follower-supported incremental sheet forming of the sheet increased significantly. In conclusion, the incremental sheet forming of sheets based on the follower support can improve the sheet forming accuracy to a certain extent.
incremental forming; follower support; 6061 aluminum alloy; numerical simulation; contrast analysis
10.3969/j.issn.1674-6457.2023.10.013
TG306;TB331
A
1674-6457(2023)10-0111-09
2023-06-15
2023-06-15
山东省重点研发计划(2019GGX102023)
Key R&D Plan of Shandong Province (2019GGX102023)
张泽昊, 王进. 基于随动支撑的板料渐进成形数值模拟[J]. 精密成形工程, 2023, 15(10): 111-120.
ZHANG Ze-hao, WANG Jin. Numerical Simulation of Incremental Sheet Forming Based on Follower Support[J]. Journal of Netshape Forming Engineering, 2023, 15(10): 111-120.
责任编辑:蒋红晨
猜你喜欢
机械研究与应用(2022年1期)2022-03-14
汽车工艺与材料(2021年5期)2021-05-17
中国惯性技术学报(2020年2期)2020-07-24
模具制造(2019年4期)2019-12-29
山东冶金(2019年5期)2019-11-16
山东冶金(2019年5期)2019-11-16
制造技术与机床(2018年9期)2018-09-19
材料科学与工艺(2018年3期)2018-06-21
锻造与冲压(2018年6期)2018-03-20
滇池(2017年5期)2017-05-19
