
Edge crack damage analysis of AZ31 magnesium alloy hot-rolled plate improved by vertical roll pre-rolling
2023-10-15 12:10:02ZhiqunHungChunluQiJinchoZouHongyuLiHoGuoJunpengWng
Journal of Magnesium and Alloys 2023年6期
Zhiqun Hung ,Chunlu Qi,b,∗ ,Jincho Zou,∗ ,Hongyu Li ,Ho Guo ,Junpeng Wng
a School of Mechanical Engineering,Taiyuan University of Science and Technology,Taiyuan 030024,China
b Nsk (China) Research & Development Co.,Ltd.,Kunshan 215332,China
Abstract In the present study,through vertical roll pre-rolling of AZ31 magnesium alloy hot-rolled plate at room temperature,the effect of different vertical roll pre-rolling reduction on edge crack of the plate during flat rolling was systematically studied.The evolution of microstructure and texture in the edge and middle of the plate after vertical roll pre-rolling,heating and rolling was analyzed by using EBSD technology.The results show that during the vertical roll pre-rolling,{10–12} primary twins and {10–12}-{10–12} secondary twins dominated the edge deformation,while {10–12} primary twins dominated the middle deformation.With the increase of vertical roll pre-rolling reduction,the twin volume fraction of the edge and the middle increased,and the difference between them decreased gradually.After heating,the twin orientation caused by vertical roll pre-rolling was still maintained,and there was a significant difference in grain size between the edge and the middle.When the reduction rate of flat rolling was 30%,cracks have already appeared in the initial plate,while the vertical roll pre-rolled samples showed extremely high rolling performance.When the reduction rate of flat rolling was 50%,the 8PR sample still had no crack initiation.In addition,after flat rolling of 50%,the initial plate showed a strong basal texture,while the maximum pole density of the 8PR plate was small,and the texture distribution was very scattered,showing the characteristics of weak orientation.
Keywords: AZ31 magnesium alloy;Vertical roll pre-rolling;Edge crack;{10–12} Twins;Texture.
1.Introduction
Magnesium alloys have been widely used in automotive,aerospace,medical and other fields due to their outstanding advantages such as light weight,high specific strength,wear resistance,anti-seismic and cutting performance [1–3].Production of magnesium alloy plates by rolling can not only obtain good mechanical properties and meet the needs of various specifications,but also has high production efficiency,which is an inevitable choice for large-scale production.However,the magnesium alloy has a close-packed hexagonal crystal structure,with few independent slip systems at room temperature,and poor plastic deformation ability and processing performance.The magnesium plate will form a strong basal texture in the rolling process,resulting in prominent anisotropy of the plate and easy to produce edge cracks [4,5].The appearance of edge cracks will greatly reduce the quality and yield of magnesium plates,increase production costs,and affect market applications.
In order to solve the bottleneck problem of edge crack which limits the application of magnesium alloy plates,many scholars have carried out corresponding research.The research results of Ma et al.[6] showed that the internal metal flow of the magnesium alloy was uneven during rolling,which led to excessive tensile stress on the edges and edge cracks.In addition,the magnesium plate had a temperature drop along the width direction,and the closer to the edge,the lower the temperature,resulting in poor deformability of the edge.Chino et al.[7] used cross-roll rolling to weaken the (0002)basal texture strength and tilted it about 10° to the TD direction.Compared with the directly rolled sample,the grain size was refined.Moreover,the forming performance of the plate was improved.Huang et al.[8] analyzed the damage value distribution of magnesium plate along the width direction through finite element simulation and experimental verification.In addition,the prediction model of edge crack depth was established,and the average error between the prediction model and the actual crack depth was only 9.23%.Manabe et al.[9] conducted a warm rolling experiment on AZ31B magnesium alloy at different temperatures and found that the edge cracks of the magnesium plate after rolling were divided into three types:micro cracks,regular cracks and zigzag cracks.The critical reduction for crack initiation depended on the preheating temperature,and the distance between edge cracks increased linearly with the contact length of the crack.However,many researches are still in the laboratory stage,and their technical research is immature.Moreover,there are certain limitations in improving the plastic forming ability and performance of the plate.
The vertical roll pre-rolling process has simple procedures and high feasibility.However,so far,there have been relatively few studies on suppressing the edge crack of magnesium alloy plates through the vertical roll pre-rolling process,and some studies are still in the finite element simulation stage [10,11],which has certain limitations for the actual rolling process guidance.This paper studied the weakening effect and mechanism of vertical roll pre-rolling on the edge crack of magnesium alloy plates through specific rolling experiments,which will have more practical significance and be beneficial to guide the industrial production of magnesium alloy plates.At the same time,it also provides a certain theoretical basis and important supplement for the research on edge crack control technology of magnesium alloy plate.
2.Materials and methods
The AZ31 magnesium alloy hot-rolled plate with a thickness of 15 mm after homogenization treatment at 400 °C for 1 h was used in this study.The plate was cut into a rectangular sample of 90 mm × 50 mm × 15 mm (RD × TD × ND)by wire cutting(marked as AR sample).RD,TD and ND represent rolling direction,transverse direction and normal direction respectively.Subsequently,some samples were pre-rolled by vertical roll along TD at room temperature,and the reduction rates were 4%,6% and 8% of the width of the sample respectively.The three kinds of vertical roll pre-rolled samples were hereafter referred to as 4PR,6PR and 8PR,respectively.The sample after vertical rolling was heated at 350 °C for 30 min and then flat rolling was carried out immediately.The rolling experiment process is shown in Fig.1(a).In order to clarify the changes in the microstructure of the samples after heating,some samples pre-deformed by vertical rolling were taken out after heating and marked as 4PRA,6PRA and 8PRA samples,respectively.In order to compare the effect of vertical roll pre-rolling on the edge cracks of the plate,the sample (AR) without pre-deformation was directly flat-rolled after holding at 350 °C for 30 min.The rolling experiment process is shown in Fig.1(b).The AR sample was labeled as ARA sample after heating.The flat rolling experiments in this study are all single pass rolling.In order to explore the rolling ability of each sample (the maximum flat rolling reduction without cracks),the flat rolling reduction rates of the original sample and each pre-deformed sample were set to 30%,40% and 50%,respectively.
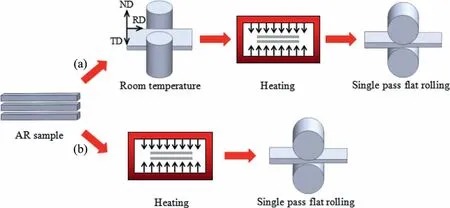
Fig.1.Rolling experiment flowchart: (a) vertical roll pre-rolling+flat rolling,(b) flat rolling.
Electron backscatter diffraction (EBSD) experiment was performed on a scanning electron microscope equipped with HKL-EBSD system.After mechanical polishing and electrolytic polishing,the RD-ND surface of the sample was observed(the scanning step of EBSD was 1 μm).The data were processed and analyzed by Channel 5 software.Fig.2 shows a schematic diagram of the observation position of EBSD.

Fig.2.Schematic diagram of EBSD observation position: (a) the edge of the sample,(b) the middle of the sample.
3.Results and discussion
3.1. Microstructure evolution caused by vertical roll pre-rolling
The microstructure characteristics of the initial hot-rolled plate (AR) are shown in Fig.3.It can be seen from Fig.3(a)that the microstructure consists of equiaxed grains with uneven size,and the average grain size is about 12.1 μm.Combined with the twin boundary figure (Fig.3(b)),it can be seen that there are no tensile twins and compression twins.The (0001) pole figure in Fig.3(c) shows that the initial hotrolled plate has a strong basal texture,that is,the c-axis of the grains is approximately parallel to the ND distribution.The maximum pole density of the basal texture is 12.25 mud.It can be seen from the (10–10) pole figure that the a-axis of the grains is randomly distributed in the rolling plane,and there is no preferred orientation.
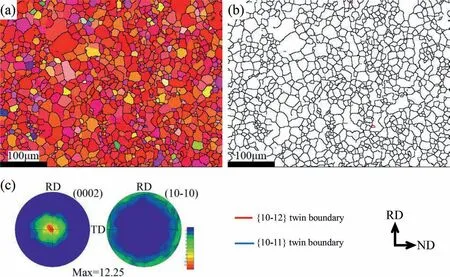
Fig.3.Microstructure characteristics of the initial material (AR): (a) inverse pole figure (IPF),(b) twin grain boundary figure,(c) (0002) and (10–10) pole figure.
Fig.4 shows the EBSD figures of the edge and middle of the 4PR sample.As can be seen from Fig.4(a),a large number of {10–12} twin lamellae are produced at the edge of the 4PR sample,and the grain orientation has changed significantly.Slip does not change the crystal orientation,but the generation of {10–12} tensile twins makes the twin region rotate by 86.3° relative to the matrix [12],resulting in a large number of disappearance of the red matrix.Several grains are selected from Fig.4(a) to further analyze the deformation characteristics of the 4PR sample,as shown in Fig.4(e-g).From Fig.4(e),it can be found that the red lamellae 1,2 and 3 are located at the center of the (0002) pole figure,parallel to ND,and belong to the matrix.The lamella 4 is located near the circumference of the pole figure,and the lamella 5 is parallel to the RD.There is a {10–12} twin interface relationship between the lamellae 4,5 and the matrix.In addition,the interface between the lamella 4 and 5 is a twin variant interface.Therefore,the lamellae 4 and 5 are two different types of primary twin variants produced during vertical roll pre-rolling.The interface between lamellae 6 and 5 is a twin interface relationship.It can be seen that lamella 6 is{10–12} twin generated in {10–12} primary twins (lamella 5),namely {10–12}-{10–12} secondary twinning.Only {10–12} primary twins are produced in most grains,as shown in Fig.4(f).Lamellae 3 and 4 have similar orientations and are distributed near the circumference of the pole figure.Moreover,the interface between the lamellae 3,4 and the matrix(lamellae 1,2) is a twinning interface,which proves that they are {10–12} primary tensile twins.Fig.4(g) shows that the lamellae 3,4 and the matrix 1,2 are the tensile twin interfaces,and the interface between lamellae 3 and 4 is the twin variant interface.It can be seen that twin variant with different orientations are generated in grains.It can be seen from Fig.4(c) that there is almost no twinning behavior in the middle of the 4PR sample,and the grain orientation does not change.
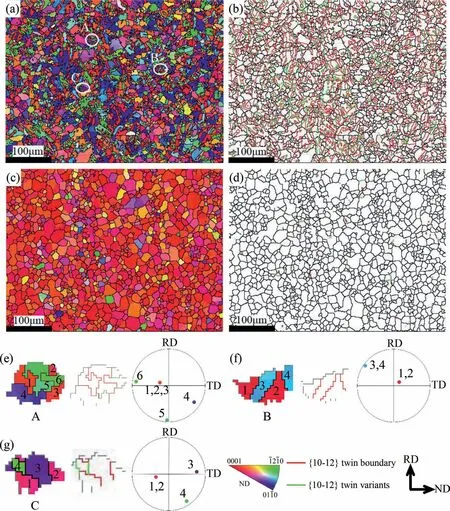
Fig.4.EBSD analysis of the edge and middle of the 4PR sample with 4% vertical roll pre-rolling: (a) inverse pole figure and (b) twin grain boundary figure at the edge,(c) inverse pole figure and (d) twin grain boundary figure in the middle,(e-g) the inverse pole figure,grain boundary figure and pole figure of the selected grain in (a).
After 6% pre-rolling of the vertical roll,the EBSD scanning result of the 6PR sample is shown in Fig.5.It can be seen from Fig.5(a) that the grain orientation changes at the edges of the 6PR sample are more obvious,and almost all of the matrix is transformed into twins after the vertical roll pre-rolling.Fig.5(e) shows that the matrix,{10–12}primary twins and {10–12}-{10–12} secondary twins coexist in some grains,and the area of the twinning area is further enlarged.In Fig.5(f),the matrix disappears completely,and the grains are completely transformed into {10–12}primary tensile twins.Different twin variant pairs encounter each other with an orientation relationship of 60° and 60.4°,and the same variant pairs encounter with an orientation relationship of 7.4° [13].The grain boundary figure shows that the twin interface and the twin variant interface disappear in the grain,which is mainly because there is only one kind of twin variant in the grain during the deformation process,and the twin will grow up in the way of twin boundary migration.When the same twin variant merges with each other or the twin completely annexes the matrix,the twin boundary will disappear [14].Different from the middle of the 4PR sample(Fig.4(c)),a large number of thin twin lamellae are generated in the middle of the 6PR sample.The twin lamellae in the grain are parallel to each other,indicating that only one twin variant or twin variant pair in the grain starts [15],as shown in Fig.5(c).In addition,a large number of twin pairs are observed at the grain boundaries of adjacent grains,as if one twin passes through two or three grains in succession,forming twin chains [16].In order to further understand the characteristics of twin pairs,a set of grains C and D containing twin pairs are selected from Fig.5(c).As shown in Fig.5(g),two black arrows passed through the matrix and twinning areas of grains C and D,respectively.From the point-to-point orientation distribution figure (Fig.5(h,i)),it can be seen that there is a peak along the direction of the black arrow,which represents the grain boundary orientation difference and twin orientation difference of adjacent grains,respectively.The two peaks are respectively about 29° and 26°,and are very close,indicating that the orientation distribution between twin pairs depends on the orientation distribution of the matrix between the grains,which is consistent with the results of Shi et al.[16].In fact,the orientation difference between grains where most twin pairs are located is less than 35° [17].The formation of twin pairs can release the local stress at the tip of the twins and coordinate the deformation between the grains by activating the twin nucleation of adjacent grains [18],which plays an important role in the plastic deformation of magnesium alloy materials.
Fig.6 shows the EBSD analysis for the edge and middle of the 8PR sample after 8% vertical roll pre-rolling.It can be seen from Fig.6(a) that there is only very little matrix at the edge of the 8PR sample,and the grains are completely twinned.However,there are still twinning bands in some completely twinned grains,which is obviously caused by the existence of {10–12}-{10–12} secondary twins in grains.As shown in Fig.6(e),the interface between the lamellae 2 and 3 in the selected grains is twin variant interface,and it can be seen from the orientation of the lamellae 2 and 3 in the(0002)pole figure that the lamellae 2,3 is a set of twin variant pair.Lamella 1 is also located near the circumference of the pole figure,and there is a twin interfaces with lamellae 2 and 3,which proves that {10–12} primary twins and {10–12}-{10–12} secondary twins exist simultaneously in the grains.It can be seen from Fig.6(c) that there is still a small amount of matrix in the middle of the 8PR sample.{10–12} primary twins coexist with the matrix and a small part of the grains twin completely.

Fig.6.EBSD analysis of the edge and middle of the 8PR sample with 8% vertical roll pre-rolling: (a) inverse pole figure and (b) twin grain boundary figure at the edge,(c) inverse pole figure and (d) twin grain boundary figure in the middle,(e) the inverse pole figure,grain boundary figure and pole figure of the selected grain in (a).
It can be seen from the above analysis that the types of twins produced at the edge and the middle of the sample are different.In the process of vertical roll pre-rolling,a large number of {10–12} primary twins are formed in the edge,and some grains produced primary twins with different orientations,namely different twin variants.In addition,{10–12}-{10–12} secondary twins are formed in a small number of grains,while only {10–12} primary twins are formed in the middle of the sample.The occurrence of twinning is not only related to the geometric orientation of the external stress,but also affected by the type of external stress [19].Therefore,this paper analyzes the difference of twin types between the edge and middle of the sample from the stress state of the magnesium alloy plate in the deformation zone during the vertical rolling process (Fig.7).In the vertical rolling process,the plate is subjected to the transverse compressive stress of the roll,and the edge will extend along the normal and rolling directions,resulting in friction between the plate and the roll.Therefore,the edge of the plate is subjected to compressive stress in both the normal and rolling directions,namely,three-dimensional compression.At the same time,it can be seen from Fig.3(c) that the initial plate has strong basal texture and the basal plane is parallel to the rolling surface.The compressive stress along the transverse and rolling directions is parallel to the basal plane,which is conducive to the occurrence of {10–12} twins.The compressive stress along the normal direction is perpendicular to the basal plane,which may cause the generation of compression twins.However,due to the large critical shear stress of compression twins[20] and the small normal compressive stress,compression twins cannot be activated.Therefore,in the vertical roll prerolling process,{10–12} primary twins and {10–12}-{10–12}secondary twins dominate the edge deformation behavior.The extension of the edge of the plate along the rolling direction is greater than that of the middle metal,which plays a tensile role in the middle of the plate,leading to the tensile stress in the middle along the rolling direction.Although the edge has a certain extension along the normal direction,the height and range of the edge protrusions are small,and the thickness of the middle hardly changes,so the middle of the plate is hardly stressed in the normal direction.It can be seen that the stress state of the middle of the plate is one compression and one tension,that is,transverse compression and rolling direction tension.The tensile stress in the rolling direction parallel to the basal plane is not conducive to {10–12} twinning,and the grains are in hard orientation,so the basal plane slip is not easy to start.However,the transverse compressive stress is parallel to the basal plane,which is conducive to {10–12}twinning.Therefore,the {10–12} primary tensile twin dominates the deformation behavior in the middle of the sample.
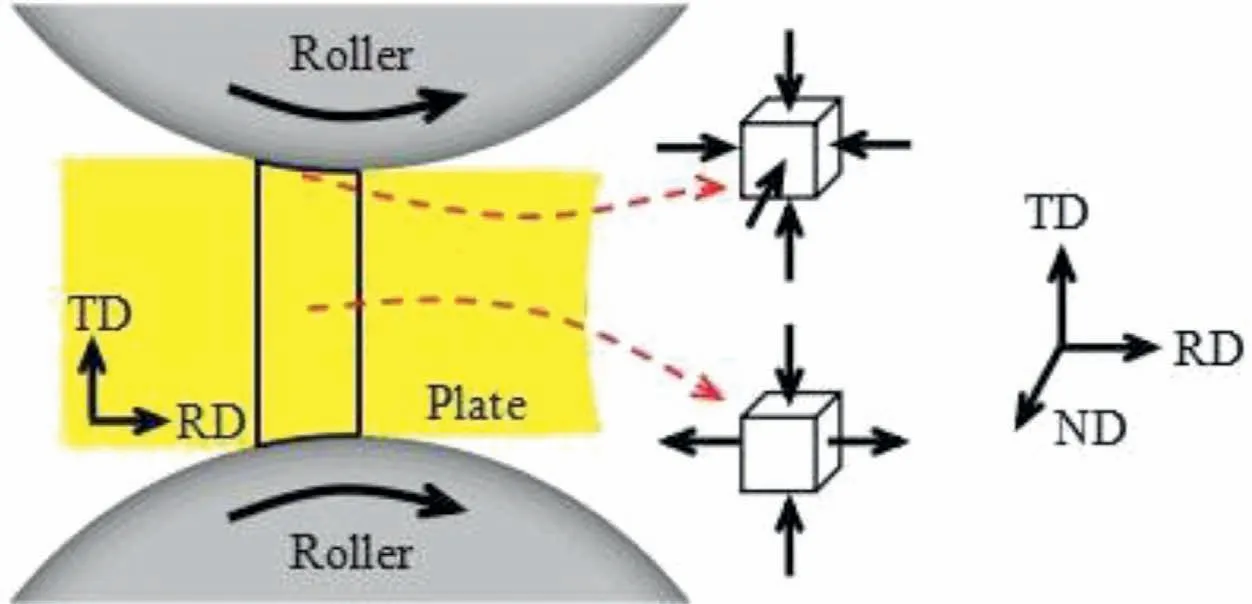
Fig.7.In the process of vertical rolling,the stress state diagram of the edge and the middle deformation zone of the plate.
After the hot-rolled plate is pre-rolled by the vertical roll with different reductions,the twin volume fraction of the edge and middle of the sample is listed in Table 1.It can be seen from Table 1 that with the increase of the reduction,the volume fraction of twin at the edge and middle of the sample also increases.However,there is a big difference in the volume fraction of twin between the edge and the middle of each sample.When the sample is vertical roll pre-rolled by 4%,there is almost no {10–12} tensile twins are formed in the middle of the sample.However,the volume fraction of twins on the edges has reached 47.2%.As the reduction increases to 8%,the difference between the volume fraction of twins at the edge and the middle of the sample decreases to 19.8%.It indicates that in the vertical rolling process,the force on the edge and middle of the rolling piece is uneven.When the reduction is small,the transverse compressive stress in the middle is small,which is not enough to initiate {10–12} twinning.With the increase of vertical rolling reduction,the compressive stress along the transverse direction in the middle of the plate also increases and the volume fraction difference of twins between the edges and the middles gradually decreases.

Table 1After vertical roll pre-rolling with different reductions,the volume fraction and difference of twins at the edge and middle of the sample.
After vertical roll pre-rolling with different reductions,the microstructure evolution of the edge and middle of the sample is shown in Fig.8.It can be seen from Fig.8(a) that after the vertical roll pre-rolling of 4%,the (0002) pole figure at the edge of the sample shows that the strength of the basal texture is significantly weakened,and the twin texture of grain c-axis perpendicular to ND is formed.In addition,the dispersion of twin texture is large,and the center of the pole density is located at about 45° from the TD to the RD direction.At the same time,in the center of the (10–10) pole figure,a texture with the prismatic plane perpendicular to the ND is produced.The middle of 4PR sample still presents the characteristics of basal texture,but the basal texture strength(9.91 mud) is weaker than that of initial plate (12.25 mud).The pole density distribution of the basal texture presents double peaks along TD.There is almost no change in the(10–10)pole figure (Fig.8(d)).When the sample was the vertical roll pre-rolled by 6%,Fig.8(b) shows that the dispersion of twin textures denoted by yellow arrows in the (0002) pole figure of the edge decreases,and the center of the pole density is located at about 30° from the TD to the RD.At the same time,the weak preferred orientation denoted by the red arrow appears.The texture of prismatic plane perpendicular to TD disappears in the (10–10) pole figure,forming the preferred orientation of prismatic plane approximately perpendicular to RD and ND.From Fig.8(e),it can be found that the basal texture strength (7.41 mud) in the middle of the 6PR sample is further weakened,forming a twin texture with c-axis parallel to TD.The orientation of the prismatic plane perpendicular to the TD in the (10–10) pole figure is weakened,and the orientation perpendicular to the RD is strengthened.A new preferred orientation perpendicular to the ND appears.With the increase of vertical rolling reduction to 8%(Fig.8(c)),the pole density center of the twin texture denoted by the yellow arrow in the (0002) pole figure at the edge of the 8PR sample is located at about 18° from the TD to the RD.Moreover,the grain orientation denoted by the red arrow is enhanced.As shown in Fig.8(f),there is only a weak basal texture in the middle,and the twin texture is further enhanced.The preferred orientation of prismatic plane perpendicular to RD and ND is formed in the (10–10) pole figure.

Fig.8.Micro-texture evolution of the edge and middle of the sample under different vertical roll pre-rolling reductions: (a-c) the (0002) and (10–10) pole figures at the edge of 4PR,6PR and 8PR samples,respectively,(d-f) the (0002) and (10–10) pole figures in the middle of 4PR,6PR and 8PR samples,respectively.
It can be seen from the above analysis that the texture distribution of the edge and the middle of the plate is different.In the (0002) pole figure,the pole density center of the twin texture generated at the edge is located at a certain angle of TD bias RD,and with the increase of the reduction,the deflection angle decreases gradually (4PR,6PR and 8PR are ∼45°,∼30° and ∼18°,respectively).However,the pole density center of twin texture formed in the middle is approximately located at the TD position.It can be seen from the analysis in Fig.8 that the stress states of the edge and the middle are different.For the edge,the compressive stresses of TD and RD perpendicular to the c-axis are conducive to the occurrence of twinning,and the resultant force of the two deflects to RD at a certain angle.With the increase of the vertical rolling reduction,the transverse compressive stress gradually increases,and the deflection angle of the resultant force gradually decreases.However,only the transverse compressive stress in the middle of the sample is conducive to{10–12} twinning.The {10–12} twins can deflect the parent lattice by nearly 90°,resulting in the basal pole parallel to the compression axis [13],so the distribution characteristics of twin texture with different orientations are formed at the edge and middle of the plate.In addition,the edge form the preferred orientation denoted by the red arrow in the (0002)pole figure,which is mainly related to the generation of {10–12}-{10–12} secondary twins.
3.2. Changes of microstructure after heating
Fig.9 shows the microstructure characteristics of the ARA sample (the initial hot-rolled plate was heated at 350 °C for 30 min).Compared with that before heating (Fig.3),the microstructure of the hot-rolled plate after heating has almost no change,and the grains grow slightly.The average grain size measured is 12.2 μm (the average grain size of AR is 12.1 μm).From Fig.9(c),it can be seen that the initial hotrolled plate still presents the characteristics of basal texture after heating,and the maximum density is 9.24 mud.Compared with that before heating (12.25 mud),the maximum density of basal texture decreases.

Fig.9.Microstructure characteristics of the ARA sample: (a) inverse pole figure (IPF),(b) twin boundary figure,(c) (0002) and (10–10) pole figures.
The microstructure of the vertical roll pre-rolled sample after heating at 350 °C for 30 min is shown in Fig.10.After heating,there are significant differences in the morphology and size of the grains at the edge and the middle of the sample.From Fig.10(a-c),it can be seen that the {10–12} twin orientation at the edge of the sample is still maintained.There are many fine recrystallized grains at the grain boundaries,and most of them are in twin orientation.The orientation of recrystallized grains depends on the orientation of adjacent grains,that is,it is related to the orientation of the parent grains [21].After vertical roll pre-rolling,most of the grains at the edge of the sample are completely twinned or twinned to the parent grain boundary,which makes the original grain boundary between grains become the interface between twins.Therefore,the orientation of recrystallized grains is also twin orientation.The residual matrix at the edge of the 4PR sample is swallowed by twins after heating (Fig.10(a)).The twinning bands in the edges of the 6PR and 8PR samples also almost disappeared.For magnesium alloys containing {10–12} tensile twins,thermally activated twin boundary migration (TATBM) occurs during the annealing process [22].If the twin size is larger than the matrix,the twin will swallow the matrix,otherwise,the matrix will swallow the twins [23].It is precisely because of the mutual annexation of the matrix and the twins that the twin bands in the edge samples disappear.The microstructure in the middle of the 4PRA sample has almost no change (Fig.10(d)),while the grain size in the middle of the 6PRA and 8PRA samples increases sharply,as shown in Fig.10(e,f).It is worth noting that the twin band still exists in the middle of the 6PRA sample,which has been reported in many studies [24,25].{10–12}tensile twin interface is easy to migrate,with uniform deformation and low internal storage energy,which cannot effectively promote recrystallization nucleation [26].Moreover,the tensile twin boundary is a coherent interface with has high thermal stability,so it still exists after high temperature heating.

Fig.10.Microstructure changes at the edges and middle of the sample after heating at 350 °C for 30 min: (a-c) inverse pole figures of the edge of 4PRA,6PRA and 8PRA samples,(d-f) inverse pole figures of the middle of 4PRA,6PRA and 8PRA samples.
The average grain size of each sample before and after heating is listed in Table 2.After heating,the grains in the middle of the 6PRA and 8PRA samples grow violently (the average grain sizes are 20 μm and 29.5 μm respectively),while the grains in the middle of the ARA and 4PRA samples do not grow significantly,indicating that the grain growth in 6PRA-middle and 8PRA-middle is not driven by surface tension caused by grain boundary curvature (common growth mechanism at high temperature).In fact,this grain growth mechanism is caused by the dislocation density gradient between grains caused by dislocation slip during vertical roll pre-rolling,that is,the difference of internal strain energy stored in grains leads to strain-induced boundary migration(SIBM) and subsequent grain growth [25].After heating,the growth of grains at the edge of the sample is far less intense than that in the middle.It may be that the stress state of the edges is more complicated,which increases the storage energy of the {10–12} twins,thereby improving the thermal mobility of the twins interface.Moreover,it can be seen from Section 3.1 that not only different {10–12} twin variants are produced in the edge of the sample,but also {10–12}-{10–12} secondary tensile twins are formed.The deformation at the intersection of tensile twins is complex and the degree of distortion is high,which will preferentially become the recrystallization nucleation point [26].Therefore,the grains at the edge of the sample do not grow sharply.

Table 2The average grain size of the edge and middle of each sample before and after heating at 350 °C for 30 min (μm).
Fig.11 shows the micro-texture evolution of each sample after heating.As shown in Fig.11(a),the basal texture at the edge of the 4PRA sample disappears and turns into a texture close to the TD orientation (twin texture),which is consistent with the previous analysis.After heating,the double-peak basal texture (Fig.8(d)) in the middle of the 4PR sample is transformed into the single-peak basal texture,and the texture intensity increased slightly.The diffuseness of basal texture in the middle of 6PRA sample increases,almost across the TD direction.Compared with the samples before heating,the texture characteristics of other samples do not change much except for a wide texture distribution,and still maintained a similar texture distribution as that of the vertical roll prerolled sample.

Fig.11.After heating at 350 °C for 30 min,the micro-texture evolution of the edge and middle of different samples: (a-c) the (0002) and (10–10) pole figures at the edge of 4PRA,6PRA and 8PRA samples,respectively,(d-f) the (0002) and (10–10) pole figures at the middle of 4PRA,6PRA and 8PRA samples,respectively.
3.3. Edge cracks of the plate after flat rolling
In order to explore the rolling ability of each sample,that is,the maximum reduction in a single pass without edge cracks,the heated samples were subjected to flat rolling at a reduction rate of 30%,40%,and 50%,respectively.After flat rolling,the morphology and edge cracks of each sample are shown in Fig.12.It can be seen from the figure that the edge of the initial plate has produced cracks under a reduction rate of 30%,and the surface of the plate has a slight crack.With the increase of flat rolling reduction,the depth and opening angle of cracks gradually increase.At a reduction rate of 50%,the crack propagates to the entire surface of the plate,and the initial plate completely fails.However,the plates pre-rolled by vertical rolls show no cracks at the reduction ratios of 30% and 40%,as shown in Fig.12 (a,b).As the reduction rate increases to 50%,Fig.12(c) shows a crack on the edge of the 4PR plate and slight crack initiation on side of 6PR plate.However,no cracks occur in the 8PR plate.

Fig.12.The edge cracks of the plate after flat rolling with different reduction rates: (a) flat rolling of 30%,(b) flat rolling of 40%,(c) flat rolling of 50%.
At room temperature,the critical shear stress (CRSS) of non-basal slip is much higher than that of basal slip,but as the temperature increases,the critical shear stress of nonbasal slip decreases sharply.When the temperature exceeds 300°C,the critical shear stress values of basal slip and nonbasal slip are almost equal [27].Therefore,when rolling at 350°C,slip and
It can be seen from the above analysis that vertical roll pre-rolling can significantly improve the rolling capacity of rolled magnesium alloy plates.Moreover,with the increase of vertical roll pre-rolling reduction,the plate shows better rolling capacity.As can be seen from Fig.10 and Fig.11,there is little difference in the microstructure at the edge of PRA sample,while that at the middle is large.It can be seen that in addition to the microstructure of the edge of the plate,the twinning in the middle also plays an important inhibitory effect on the edge crack.Therefore,on the premise of not damaging the edge of the plate,the vertical rolling reduction should be increased to improve the twin volume fraction of the middle structure,so as to improve the rolling ability of the plate.
3.4. Evolution of the microstructure after flat rolling
In order to further understand the difference of microstructure between initial plate and vertical roll pre-rolled plate after flat rolling,the AR plate and 8PR plate with 50% reduction rate are selected for analysis.It can be seen from Fig.13(a,b) that the grain size at the edge of the AR plate is unevenly distributed.Coarse grains and fine dynamic recrystallization grains coexist,and the average grain size is 6.1 μm.After rolling,the plate still presents a strong basal texture,and its maximum pole density is 13.18 mud.The (10–10) pole figure has no preferred orientation.The grain size at the edge of 8PR plate is relatively uniform (Fig.13(c)),and its average grain size is slightly larger than that of AR plate,which is 6.5 μm.Notably,there are many twin-oriented (blue and green)grains in the microstructure of 8PR plate.It can also be seen from Fig.13(d) that although the maximum pole density of the basal texture is at the center of the pole figure,the maximum pole density is only 5.75 mud.Moreover,its texture distribution is very scattered,almost across the entire TD direction.The decrease of basal texture strength and the increase of diffuseness are conducive to improving the plastic deformation ability and secondary development forming performance of the plate.The (10–10) pole figure shows that a slight preferred orientation is formed at the RD,that is,the poles of some (10–10) planes are preferentially distributed parallel to the RD.

Fig.13.After flat rolling with a reduction rate of 50%,the microstructure characteristics of the AR plate and the 8PR plate: (a) inverse pole figure and (b)pole figure at the edge of AR,(c) inverse pole figure and (d) pole figure at the edge of 8PR,(e) inverse pole figure and (f) pole figure in the middle of AR,(g) inverse pole figure and (h) pole figure in the middle of 8PR.
Compared with the edge,the grains in the middle of the AR plate are more uniform and fine,and the average grain size is about 5.4 μm (Fig.13(e)).As shown in Fig.13(f),the middle of the AR plate still shows strong basal texture,but its maximum pole density is lower than that of the edge,which is 7.92 mud.Different from the edge,the grain size in the middle of 8PR after flat rolling is extremely uneven due to the sharp growth of grains after heating (Fig.10(f)).Elongated grains in the rolling direction and fine grains coexist,and the average grain size is 6.8 μm (Fig.13(g)).However,there are also many twin-oriented grains (blue and green) in the microstructure of the 8PR.It can be seen from Fig.13(h)that the middle of 8PR is characterized by basal texture,but the texture distribution is scattered,and the maximum pole density is only 6.59 mud.Similar to the edge,the (10–10)pole figure shows that the middle of 8PR also forms a slight preferred orientation at the RD.From Fig.11(c,f),it can be seen that the c-axis of most grains in the edge and middle of 8PR after heating is perpendicular to the ND.During flat rolling,the pressure axis is perpendicular to the c-axis of the grain,which is conducive to {10–12} twinning.Xin et al.[24] also found the existence of {10–12} twins during the rolling process.Therefore,the preferred distribution of the{10–10} prismatic planes is considered to be related to the occurrence of {10–12} twins.
4.Conclusions
In this paper,the effect of vertical roll pre-rolling on edge crack of AZ31 magnesium alloy hot-rolled plate is studied,and the evolution of microstructure and texture of the sample after vertical roll pre-rolling,heating and rolling is analyzed.Then the corresponding mechanism is explained.The main conclusions are as follows:
(1) When vertical roll pre-rolling,the different stress states result in different plastic deformation mechanisms at the edge and middle of the plate.{10–12} primary twins and {10–12}-{10–12} secondary twins dominate the edge deformation,while {10–12} primary twins dominate the middle deformation.Moreover,the difference between the twin volume fraction of the edge and the middle twins is large.With the increase of vertical roll pre-rolling reduction,the twin volume fraction of the edge and the middle increases,and the difference between the two gradually decreases.
(2) After heating,the twin bands in the edges of the sample disappeared,and the grains showed twin orientation.The grains in the edges have recrystallized,and the degree of grain growth is small.The twin orientation caused by the vertical roll pre-rolling in the middle of the sample is still maintained,but the grains grow sharply.With the increase of vertical roll pre-rolling reduction,the degree of grain growth is more intense.
(3) Vertical roll pre-rolling can significantly improve the rolling capacity of the plate.When flat rolling of 30%,cracks have appeared at the edge of the initial plate and slight cracks in the middle.However,the 4PR and 6PR samples only show cracks at a reduction rate of 50%.The 8PR sample still has no crack initiation and shows extremely high rolling performance.
(4) After flat rolling of 50%,the edge and middle of the initial plate show a strong basal texture,and the maximum pole density of the edge (13.18 mud) is greater than that of the middle (7.92 mud).The maximum pole density of 8PR plate is small (5.75 mud in the edge and 6.59 mud in the middle),and the basal texture distribution is very scattered,showing the characteristics of weak orientation.However,the grain size in the middle of 8PR is unevenly distributed,and there are many grains elongated during the rolling process in the microstructure.
Declaration of competing interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgments
This research is supported by the National Natural Science Foundation of China(52075357);the national key R&D plan project (2018YFA0707301);the key Research Science and Technology Innovation of Shanxi Province(201803D121026);Shanxi Province Science and Technology Major Project(20181102016);and Open Research Fund of State Key Laboratory of High Performance Complex Manufacturing,Central South University (Kfkt2019–03).
 Journal of Magnesium and Alloys2023年6期
Journal of Magnesium and Alloys2023年6期
- Journal of Magnesium and Alloys的其它文章
- Ameliorating the re/dehydrogenation behaviour of MgH2 by zinc titanate addition
- Inhibiting effect of I-phase formation on the plastic instability of the duplex structured Mg-8Li-6Zn-1.2Y (in wt.%) alloy
- PEO coating on Mg-Ag alloy: The incorporation and release of Ag species
- Underlying mechanisms of variation in yield asymmetry and strain hardening behavior of extruded pure Mg with Gd addition
- High sintering and dielectric performance: The improved (Mg,Zn)3B2O6 ceramics with the help of the DFT calculation
- Corrosion behavior of magnesium in aqueous sulfate-containing electrolytes