
风电内齿圈感应淬火裂纹形成原因及改进方法
2023-10-10 11:53:46张海英蔡益新
金属热处理 2023年9期
张海英, 文 超, 白 玲, 蔡益新
(1. 郑州职业技术学院, 河南 郑州 450121;2. 中车戚墅堰机车车辆工艺研究所有限公司, 江苏 常州 213011;3. 常州鑫润丰东热处理工程有限公司, 江苏 常州 213017)
近年来,随着我国“双碳”战略的实施,风电作为清洁能源在我国电力能源布局中的重要性不断提升,以大兆瓦风电增速传动技术为代表的研究和应用最为引入注目。风电增速箱是风电动力传输的关键设备,负责将风轮在风力作用下产生的动力传递给发电机,相对于其他工业齿轮箱,具有可靠性高、增速比大、高功率密度等特点。内齿圈作为增速箱的核心组成零件,其设计水平和承载能力显著影响了风电增速箱的轻量化水平。因此,其制造质量得到了人们的广泛关注[1]。
通常,风电内齿圈主要的生产流程为连铸圆坯→自由锻+环锻→正火→粗车→粗铣齿→调质→半粗车→精铣齿→感应淬火→喷丸→磨齿→探伤等。与渗碳淬火和渗氮相比,感应淬火具有生产效率高、节能环保和制造成本低等优点[2-3]。然而,在实际生产过程中,内齿圈在感应淬火工序中淬火开裂问题尤为普遍。王荣[4]认为,感应淬火工艺不当是造成感应淬火开裂的主要原因。郑长进等[5]针对内齿圈感应淬火工艺的过程控制进行了分析,从原材料质量控制、感应器制造、感应淬火工艺等方面提出了控制要点。黄星等[6]认为,调整感应淬火的工艺频率能有效减少淬火裂纹,但以上均未定量评估偏析和脱碳对感应淬火开裂的影响。本文旨在探索锻造过程中偏析和脱碳对风电感应淬火开裂的影响,分析得到材料和锻造关键技术指标对感应淬火开裂的影响规律,从而为内齿圈的生产制造提供优化依据。
1 开裂原因分析
1.1 宏观形貌及磁粉探伤
内齿圈材料为42CrMo4钢,模数21 mm,齿轮外径φ2166 mm,内径φ1832 mm,齿宽550 mm,单齿感应淬火工艺,节圆层深要求4.4~5.4 mm。内齿圈感应淬火后,在磁粉探伤时,发现齿顶处存在感应淬火裂纹。内齿圈感应淬火裂纹齿部的分布图如图1所示。由图1可见,内齿圈表面呈蓝色回火色,图1中箭头所指的齿部均存在感应淬火裂纹。由图1所见,裂纹分布处较多,几乎达到了整个齿轮3/4的齿数。

图1 风电内齿圈感应淬火裂纹齿部的分布图Fig.1 Distribution diagram of induction quenching cracking at tooth of wind power inner gear ring
图2为风电内齿圈磁粉探伤状态下的宏观形貌。可见,磁粉聚集线位于齿顶附近,沿径向分布。

图2 风电内齿圈磁粉探伤状态下的宏观形貌Fig.2 Macro morphology of wind power inner gear ring under magnetic particle inspection
1.2 显微组织观察
为进一步分析聚集线形成原因,对内齿圈进行了金相分析。使用线切割在裂纹附近选取齿块截面试样进行低倍形貌观察。共取10根开裂齿条进行解剖分析,分析了感应淬火裂纹齿块的低倍组织特征,得到了感应淬火裂纹齿块的两种典型的宏观低倍形貌(见图3)。由图3可知,在感应淬火开裂的齿部呈现较为严重的组织偏析,如箭头位置所示,偏析组织呈现块状和条带状。

图3 开裂齿块的典型偏析形貌(a)条状偏析;(b)块状偏析Fig.3 Typical segregation morphology of the cracked tooth block (a) stripe segregation; (b) block segregation
在裂纹附近选取齿块截面试样进行金相检查。图4是裂纹截面显微组织,裂纹呈沿晶扩展,尾端尖细,未见分叉,具有淬火裂纹特征。
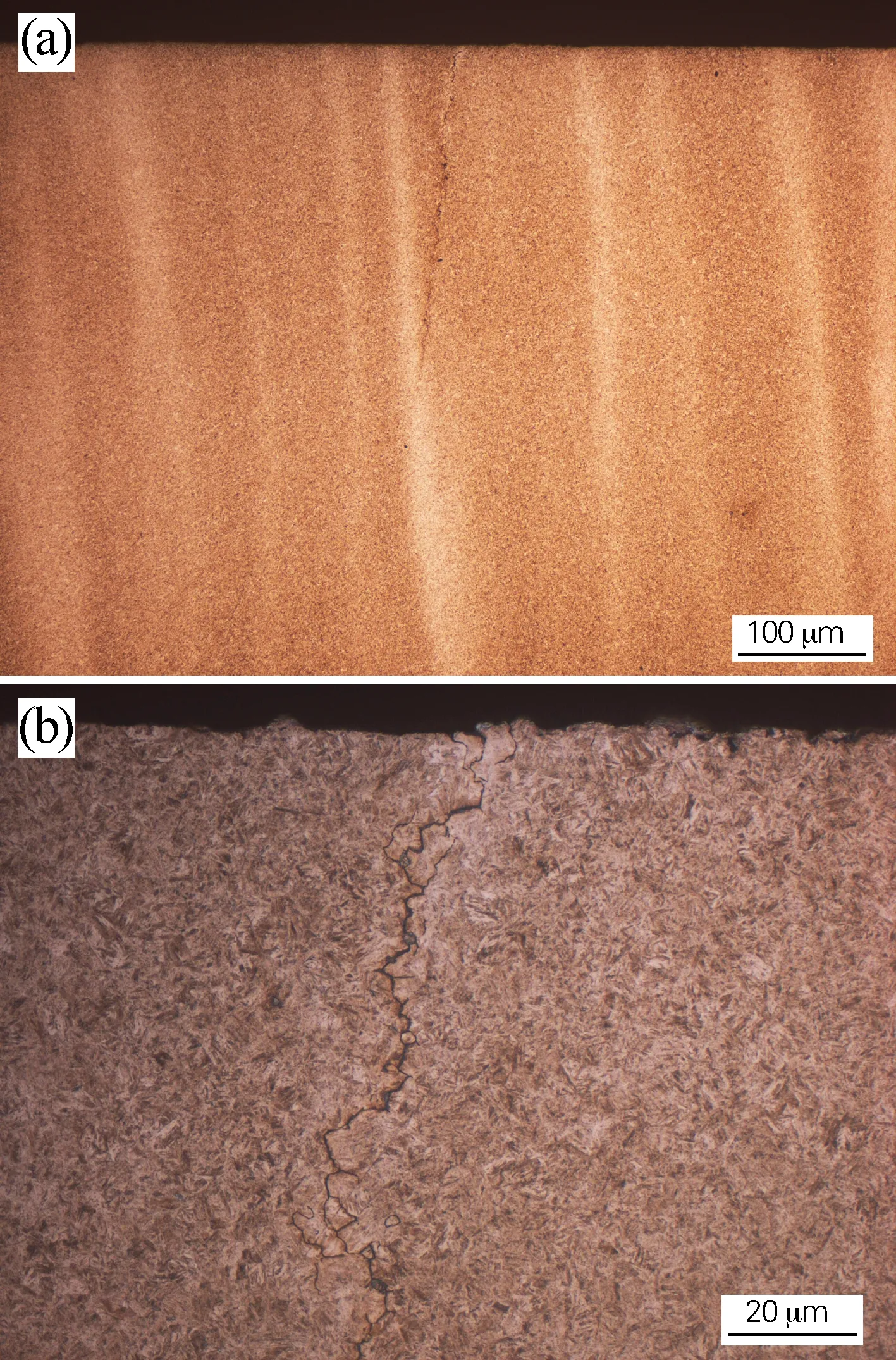
图4 齿块裂纹截面的显微组织Fig.4 Microstructure of cross section of crack in the tooth block
由于裂纹位置均发生在齿顶处,因此对齿顶附近进行金相检查,图5是齿顶附近截面显微组织,发现齿顶附近存在深约60 μm的脱碳层,脱碳层组织为块状铁素体+马氏体,次表面层组织为马氏体,根据JB/T 9204—2008《钢件感应淬火金相检验》可以评定其马氏体级别为4级,未见组织粗大特征。
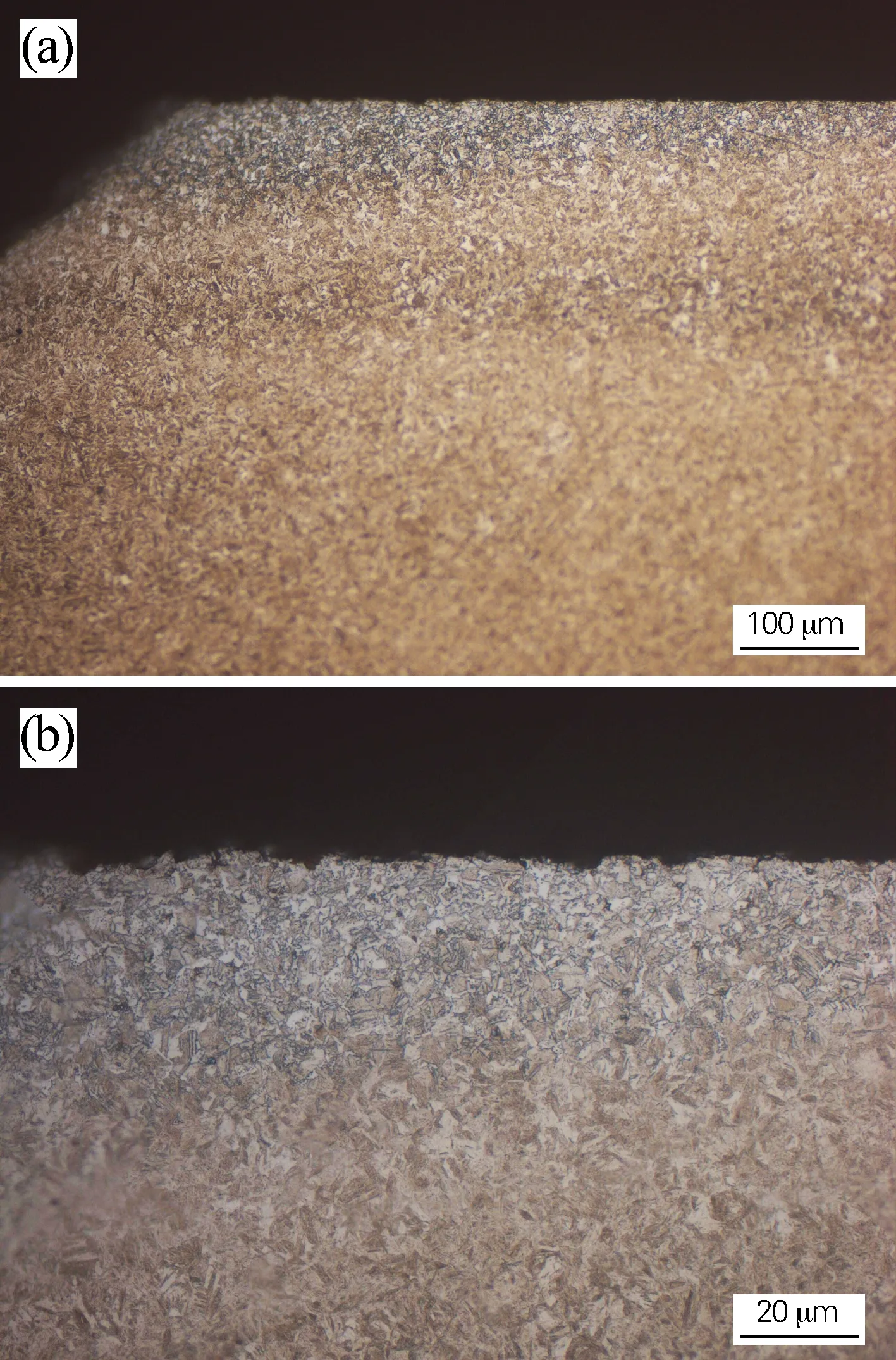
图5 开裂试样齿顶位置显微组织Fig.5 Microstructure of tooth tip of the cracked specimen
为了进一步确认脱碳,分别对齿部开裂位置的表面脱碳层、基体暗区、基体亮区进行硬度测试。采用FEM-7000型显微硬度计进行硬度测试,载荷砝码300 g,加载时间10 s。图6为开裂齿块齿顶附近各区域显微硬度测试数据。由图6可以看出,齿顶附近基体暗区和亮区硬度偏差较大,且表面脱碳层硬度仅为312 HV0.3。
1.3 脱碳层对开裂的影响
通过淬火硬度也可以反推出表面含碳量,从图6可以看出,未脱碳的淬火硬度为557 HV0.3,表面脱碳层硬度仅为312 HV0.3。根据表1可知,557 HV0.3对应的含碳量为0.41%。根据碳含量和硬度的关系可知,312 HV0.3对应的含碳量为0.06%。结合含碳量对相变转变温度Ms的影响可知,脱碳层会极大加剧感应淬火开裂。需要指出的是,感应淬火过程中并不会形成脱碳,因此该脱碳层应在感应淬火之前已经存在。通常,齿顶的半脱碳层会通过机加工去除,但当调质畸变过大,调质后局部齿顶加工量不够,就会在齿顶处残存半脱碳层。
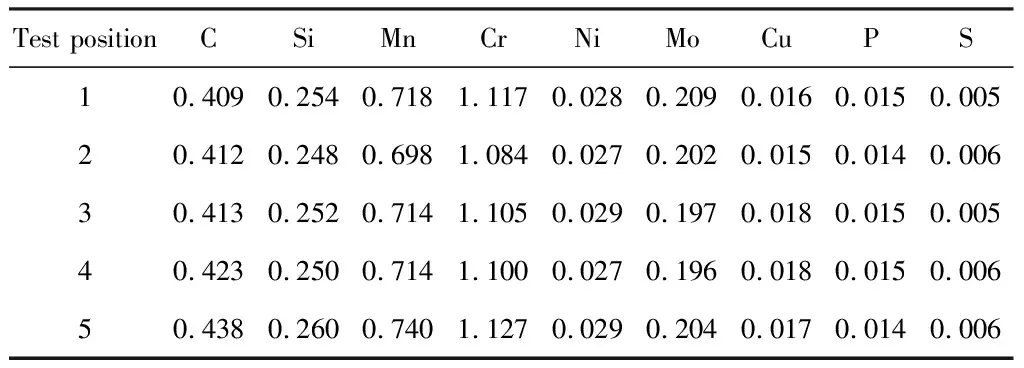
表1 齿块不同位置的化学成分(质量分数, %)
1.4 偏析开裂的影响
为了进一步检测内齿圈的成分偏析情况,对感应淬火开裂齿块进行不同区域的直读光谱测试(距离表面5 mm开始测量,间隔10~15 mm交替测量),测试位置的示意图如图3(a)所示。表1为齿块不同位置的化学成分情况。由表1可知,齿块的化学成分偏析主要是碳元素,齿顶位置碳含量偏低,随着往齿心部移动,碳含量不断增加。
在齿圈均布取6个感应淬火开裂齿块,进行化学成分测试,以对整个齿圈进行碳偏析分析。内齿圈碳含量偏析程度如图7所示。由图7可知,整个齿圈锻件的碳偏析程度已经达到了0.06%的偏差。即使在1号位置(齿顶处)碳偏析程度也达到了0.04%左右。
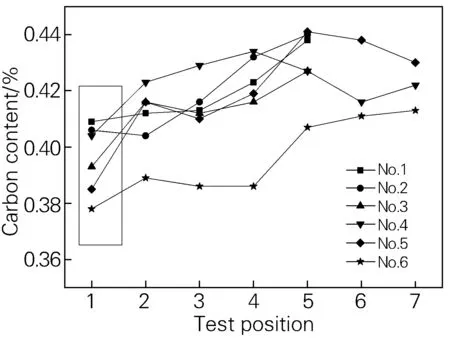
图7 内齿圈碳含量偏析程度Fig.7 Segregation degree of carbon content in inner gear ring
碳偏析的存在必然会影响钢的相转变温度Ms。以Wang等[7]给出的方法计算0.38%碳含量和0.44%碳含量的相转变温度Ms,分别为337 ℃和321 ℃。不同碳含量的Ms温度差达到了20 ℃左右,这会导致在感应淬火过程中产生较大的组织应力差,从而导致淬火开裂。另外,碳偏析也会叠加锻造的影响,形成如图4(a)所示的带状组织。带状组织会破坏钢的连续性,增加淬火冷却时的应力集中程度,从而也促进了感应淬火裂纹的扩展。另外,风电内齿圈在感应加热后采用喷PAG水溶剂淬火液进行冷却。由于喷淬要比浸入淬火的冷却速率快,其大幅度提升了内齿圈感应淬火过程的淬火应力,当叠加碳偏析时更加容易造成感应淬火开裂。由此可见,碳偏析程度达到0.04%及以上时,淬火风险必然会增加。
综上所述,内齿圈齿顶裂纹具有淬火裂纹特征,齿顶处马氏体组织细小,未见粗大现象,可以排除由过热现象导致开裂的原因。而齿顶表面存在半脱碳层,一般感应淬火过程中无法形成脱碳,因此该脱碳层应在感应淬火之前已经存在。半脱碳层含碳量低,Ms点高,所以先淬成马氏体,然后次表层再淬成马氏体,对表面层产生推挤,而表层组织已转变成硬度高塑性低的马氏体,超过一定强度时就会发生开裂。此外,内齿圈基体带状组织偏析也会增加淬火冷却时的应力集中程度,淬火裂纹会沿着偏析条带处径向扩展。
2 工艺改进措施
2.1 齿顶脱碳层形成原因及解决措施
感应淬火是一个快速加热淬火过程,加热过程不超过10 s,感应淬火工艺不会出现齿顶脱碳,其脱碳环节应为锻造工艺或调质处理残留。目前,随着大兆瓦风电技术快速发展,42CrMo4钢内齿圈的规格不断变大。为了保证内齿圈热处理性能,大部分都开始采用水剂淬火液进行热处理,导致热处理畸变有增大倾向。尤其在生产过程中出现多次热处理返工时,会对后续精车和铣齿工序的加工量产生较大的影响,就有可能导致表面脱碳层未去除。
由此可见,由于调质畸变导致的齿顶椭圆或加工尺寸不足,使得局部齿顶脱碳层未能有效去除。通常可采用增加调质处理后的机加工尺寸或者提高水剂淬火液浓度来进行预防。
2.2 偏析定量表征及解决措施
风电内齿圈的钢牌号为42CrMo4,且采用连铸工艺制造成圆坯进行齿坯成形。由于42CrMo4钢的碳含量在0.38%~0.45%,在大截面连铸过程中容易形成严重的偏析。在直径φ600 mm的42CrMo4钢大圆坯,沿着直径方向进行成分检验。图8为φ600 mm连铸坯沿着直径方向的碳浓度分布。由图8可知,大连铸坯的碳偏差值达到了0.06%。
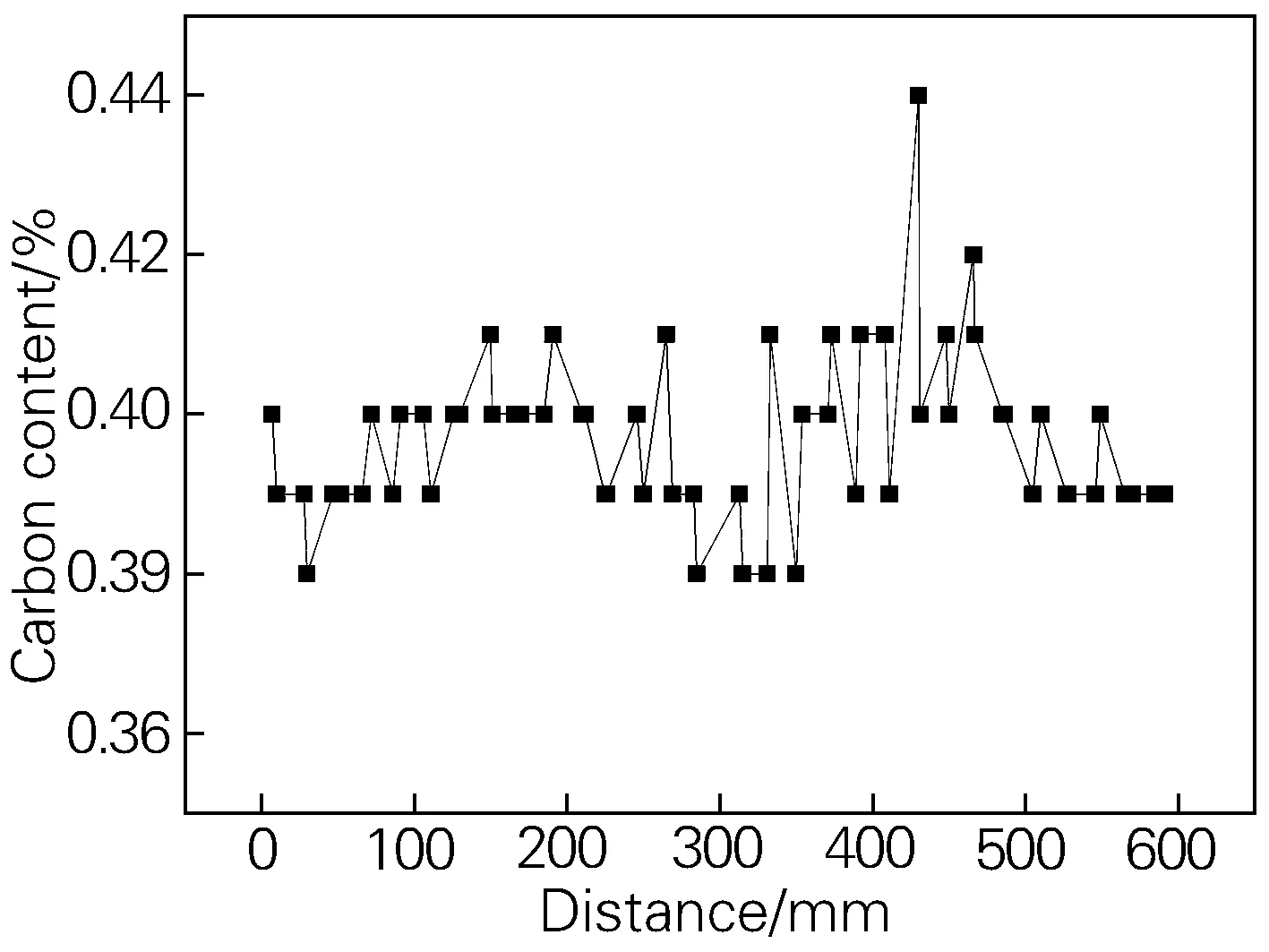
图8 φ600 mm连铸坯沿着直径方向的碳浓度分布曲线Fig.8 Carbon concentration distribution along diameter direction of φ600 mm continuous casting billet
自由锻是风电内齿圈的常用成形方法,合理的锻造比可以保证坯料的均匀性和致密程度。表2为锻造比对内齿圈碳偏析差的影响。由表2可知,连铸坯锻造比达到7以上时,内齿圈碳偏析差可降低至0.02%。
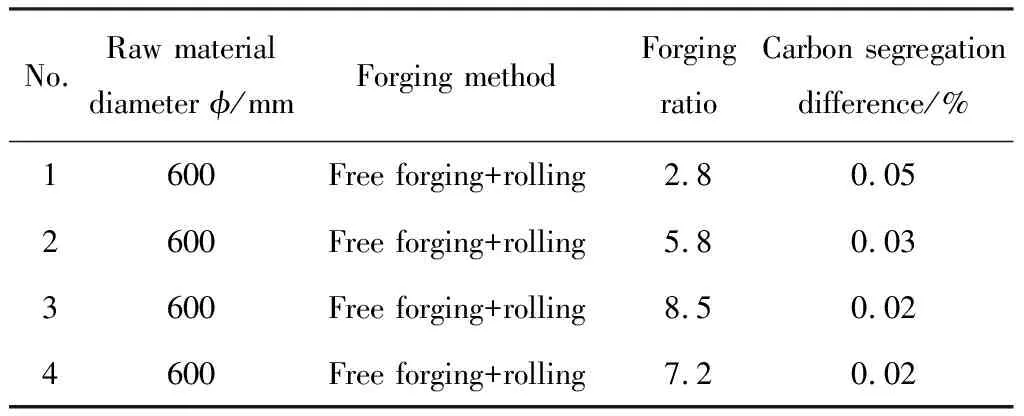
表2 锻造比对内齿圈碳偏析差的影响
另外,在保证锻造比的同时,还需要考虑内齿圈的工作表面应用的是连铸坯的中心部位,为此需要进行控制冲孔的要求。通常,在冲孔工艺设计时,可以通过控制冲孔质量来实现连铸坯中心部位偏析的去除。控制冲孔质量通过A×H来计算,其中,H为连铸坯下料长度,单位为mm;A为下料系数,单位为kg/mm。表3为不同的下料系数对内齿圈齿部显微缺陷和淬火开裂的影响。由表3可见,当下料系数≥0.019时,可以避免齿部显微缺陷和淬火开裂的产生。
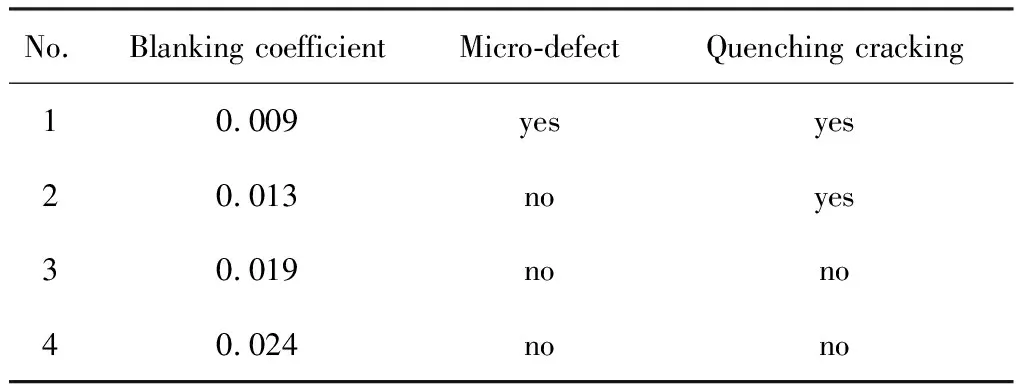
表3 不同的下料系数对内齿圈齿部显微缺陷和淬火开裂的影响
3 结论
1) 碳偏析和脱碳层是导致内齿圈感应淬火开裂的重要原因。脱碳极大地加剧感应淬火开裂的风险,内齿圈的碳偏析程度达0.04%以上时,增加了感应淬火开裂的风险。
2) 通过三向锻造的方式获得锻造比大于7的坯料,可以有效改善碳偏析,从而预防偏析形成的感应淬火开裂问题。
3) 在冲孔工艺设计时,可以通过控制冲孔质量来实现连铸坯中心部位偏析的去除。当下料系数≥0.019时,可以避免齿部显微缺陷和淬火开裂的产生。
猜你喜欢
中国机械工程(2023年13期)2023-12-02 07:39:49
液压与气动(2022年7期)2022-08-08 06:23:20
微特电机(2021年9期)2021-09-14 02:18:50
制造技术与机床(2019年6期)2019-06-25 10:17:18
制造技术与机床(2018年9期)2018-09-19 06:47:48
机械设计与制造(2018年1期)2018-01-19 11:22:30
上海金属(2016年4期)2016-11-23 05:39:12
大连工业大学学报(2015年4期)2015-12-11 04:06:50
新疆钢铁(2015年1期)2015-11-07 03:11:03
上海金属(2014年1期)2014-12-18 06:52:12
