
基于Sn-3Ag-Nb/Cu界面反应的综合实验教学改革与实践*
2023-10-09 03:03郭兵锋孙曰娜
广州化工 2023年11期
郭兵锋,孙曰娜
(1 宜春学院物理科学与工程技术学院,江西 宜春 336000;2 宜春学院马克思主义学院,江西 宜春 336000)
随着“健康中国”的建设和健康知识的不断普及,人们的健康意识不断加强,更加追求自身健康,注重品质生活。在这种大背景下,全世界范围内已开始禁止含Pb钎料的使用,无铅钎料开始成为主流绿色钎料。常用的无铅钎料是在Sn中加入一些合金元素开发出来的[1],例如Sn-Ag系、Sn-Cu系,以及Sn-Ag-Cu系等,或稀土元素(如Nb[2])。目前,在先进封装技术(3D钎焊技术)中,Sn基钎料仍是主要的互连材料,焊料和基板在相关工艺参数下采用钎焊回流进行液固界面反应,产生金属间化合物(IMC)来实现连接,这一过程是决定半导体器件服役性能和可靠性的基础问题,对于电子器件的相互连接很重要。但IMC具有本征脆性,其形貌及分布对封装可靠性产生较大的影响[1-2]。
实验教学是培养高校学生实践能力和创新精神的重要手段,也是学生通过理论运用来解决实际问题的过程[3-5]。该实验通过冶金熔炼所得的Sn-3Ag-Nb为钎料,在助焊剂的作用下与Cu进行界面反应获得Sn-3Ag-Nb/Cu焊点,并对其微观形貌及组织结构进行表征,分析界面反应的扩散机制。此实验有助于学生对微观扩散机制的理解,掌握冶炼设备及表征设备的实验操作,提升学生的创新思维和实践动手能力,并拓展学生视野,有助于理解该领域的研究进展。
1 实验教学目的
(1)了解钎焊焊接原理,无铅钎料的分类、制备方法;
(2)学习回流焊炉、SEM等设备的操作技能及原理;
(3)学习和使用Oringin、Photoshop CS6等处理和分析数据的软件;
(4)培养学生的创新思维和动手能力以及团队协作精神。
2 实验教学原理
在设定工艺参数(钎焊时间:10~120 s;温度:250~300 ℃;冷却方式:高压吹扫、水冷、空冷和炉冷)下无铅钎料与多晶99.95%的铜基板(100 μm,使用前用5vol% HCL水溶液去除氧化层)在松香助焊剂的润湿作用下发生界面反应,生成金属间化合物(主要为Cu6Sn5相,还有非常薄的层状Cu3Sn相及附着颗粒状的Ag3Sn相)。
3 实验教学内容设计
3.1 无铅Sn-3Ag-Nb钎料的制备
将纯Sn、Ag与Nb粉按96∶3∶1的百分质量比进行机械混合,之后真空封装于石英玻璃管中,将石英管放入真空炉(真空度为10-4Pa)中,再以10 ℃/min的升温速度升温到550 ℃,保温5 h之后以10 ℃/min的降温速度降温到室温取出备用。
3.2 焊球的制备
将冶炼所得的Sn-3Ag-Nb钎料棒在对辊轧片机的挤压作用下,压成100 mm厚的薄片。之后利用3 mm直径的打孔器打孔,将打孔的圆柱薄片放在涂有松香助焊剂的纯Ti片上,钎料薄片在表面张力作用下熔化收缩为小球,将制备的小球放入盛有分析纯的酒精中超声震动清洗,之后用吹风机吹干备用。
3.3 钎焊焊点的制备
将Sn-3Ag-Nb焊球与纯铜在不同钎焊时间、温度、冷却方式下获得Sn-3Ag-Nb/Cu焊点,如图1所示。
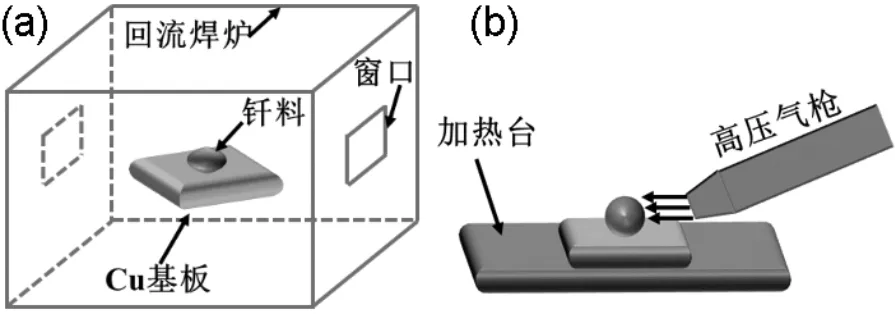
图1 回流焊(a)和高压空气吹扫(b)示意图Fig.1 Schematic diagram of reflow soldering (a)and high pressure air blowing (b)
3.4 焊点试样的表征前处理和表征
扫描电镜(SEM,Phenom ProX)观察的Sn-3Ag/Cu焊点顶端试样是用水性砂纸磨平,再用10%HNO3溶液刻蚀得到;截面试样是用水性砂纸磨平、抛光,再用5%HNO3+2%HCL + 93%C2H5OH的混合溶液刻蚀得到。
4 结果与分析
4.1 钎焊保温阶段界面IMC生长形貌及其动力学

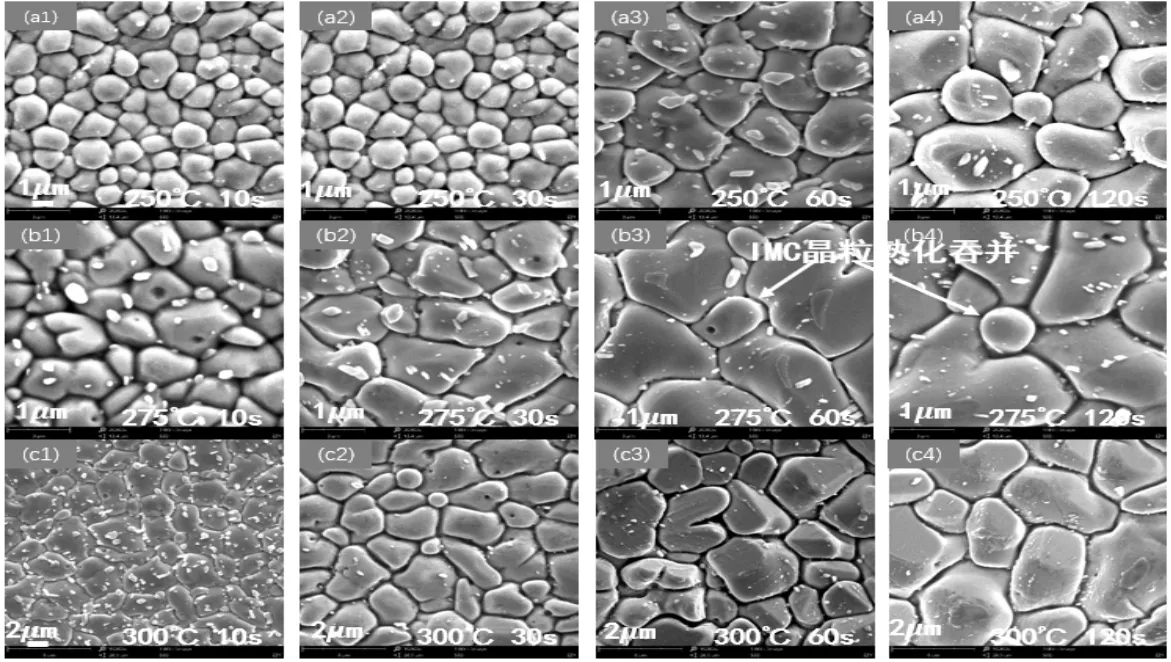
图2 Sn-3Ag-Nb /Cu钎焊保温阶段界面Cu6Sn5的顶端SEM图Fig.2 Top SEM image of interface IMC during the heat preservation stage of Sn-3Ag-Nb/Cu soldering
根据晶粒生长经验公式可知[6],根据钎焊界面IMC晶粒尺寸和保温时间的关系表达式为:
D(t)=k(t)n
(1)
(2)
式中:D为界面IMC的晶粒直径;k为界面IMC晶粒的生长系数;n为界面IMC晶粒的生长指数;t为钎焊保温时间。由图3a可知,随着钎焊保温时间的延长和温度的升高,IMC晶粒的尺寸变大,且250 ℃的晶粒尺寸增量小于275/300 ℃。这是因为随着钎焊温度的升高,原子扩散的速率逐渐增大(1.48 m3/s增大到6.67 m3/s)。还从图3b分析可知,界面IMC晶粒直径和钎焊保温时间遵循D(t)=k(t)1/3规律。
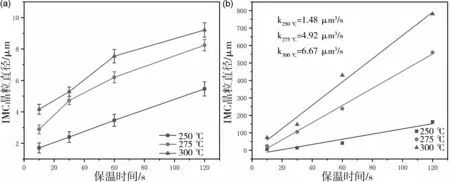
图3 IMC晶粒直径随钎焊保温时间的变化曲线(a)及其拟合曲线(b)Fig.3 Variation curve of IMC grain diameter with soldering time(a)and its fitting curve (b)
4.2 钎焊冷却阶段界面IMC生长形貌及其动力学
冷却阶段决定界面IMC形貌的最终形态。从图4中可以看出,在空冷条件,钎焊界面IMC的形貌为六棱柱状,且随着温度的升高与保温时间的延长,晶粒尺寸逐渐粗化变大,而数目不变。
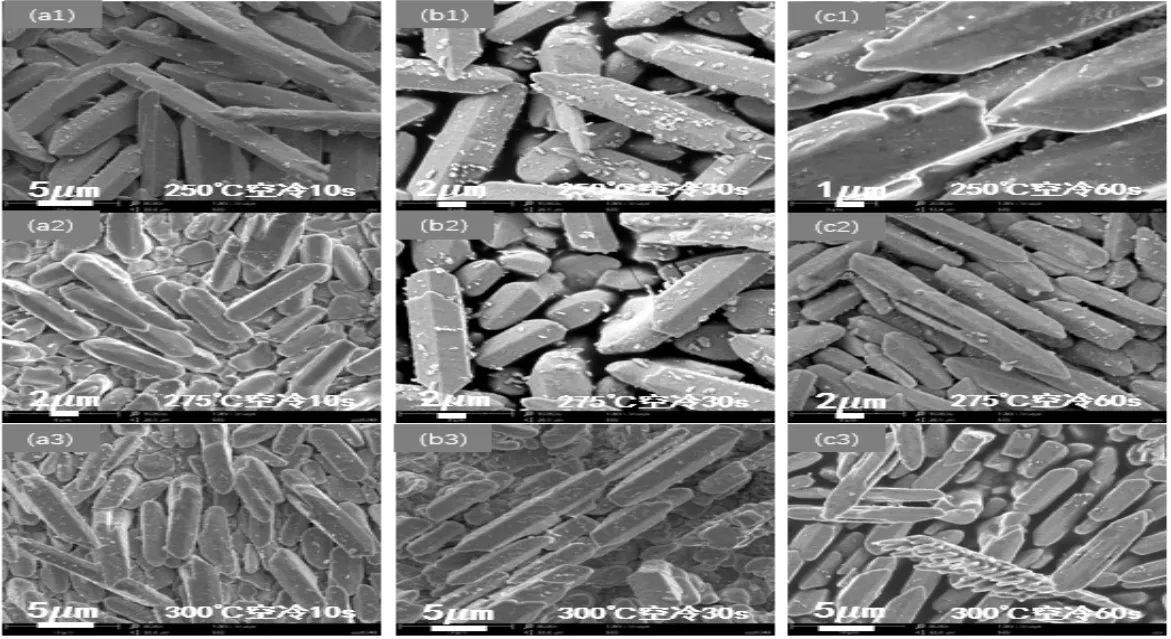
图4 Sn-3Ag-Nb /Cu钎焊界面IMC的顶端SEM图Fig.4 Top SEM image of IMC at Sn-3Ag-Nb/Cu soldering interface
为了更好的了解IMC生长厚度,利用扫描电子显微镜观察了空冷条件下钎焊界面IMC的截面生长情况,如图5所示。随着钎焊温度的升高和时间的增加,界面IMC为扁平六棱柱形貌,且IMC层厚度增加,这与图4观察结果一致。
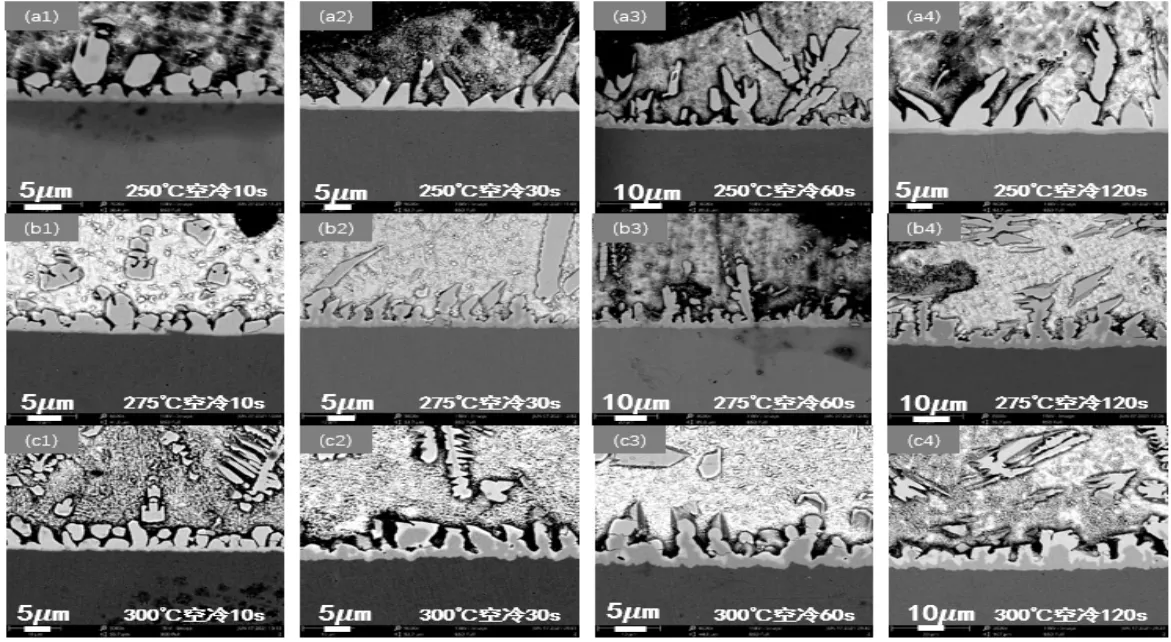
图5 Sn-3Ag-Nb /Cu钎焊界面IMC的截面SEM图Fig.5 Cross section SEM images of IMC at Sn-3Ag-Nb/Cu soldering interface
为了研究不同的冷却条件下对钎焊界面IMC的影响,观察了一定条件下水冷、空冷、炉冷的界面IMC形貌,如图6所示。在水冷条件时IMC层厚度最为小,而炉冷最大,如图7(a~c)所示。这是由于冷却速率越大,界面IMC生长时间越短,原子来不及扩散到界面反应层,发生二次界面反应,生成化合物沉淀析出在已有IMC晶粒表面。
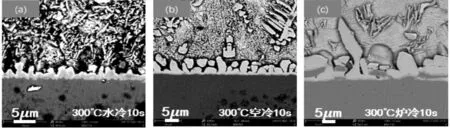
图6 不同冷却条件下Sn-3Ag-Nb /Cu钎焊界面IMC的截面SEM图Fig.6 Cross section SEM images of IMC at Sn-3Ag-Nb/Cu soldering interface under different cooling conditions
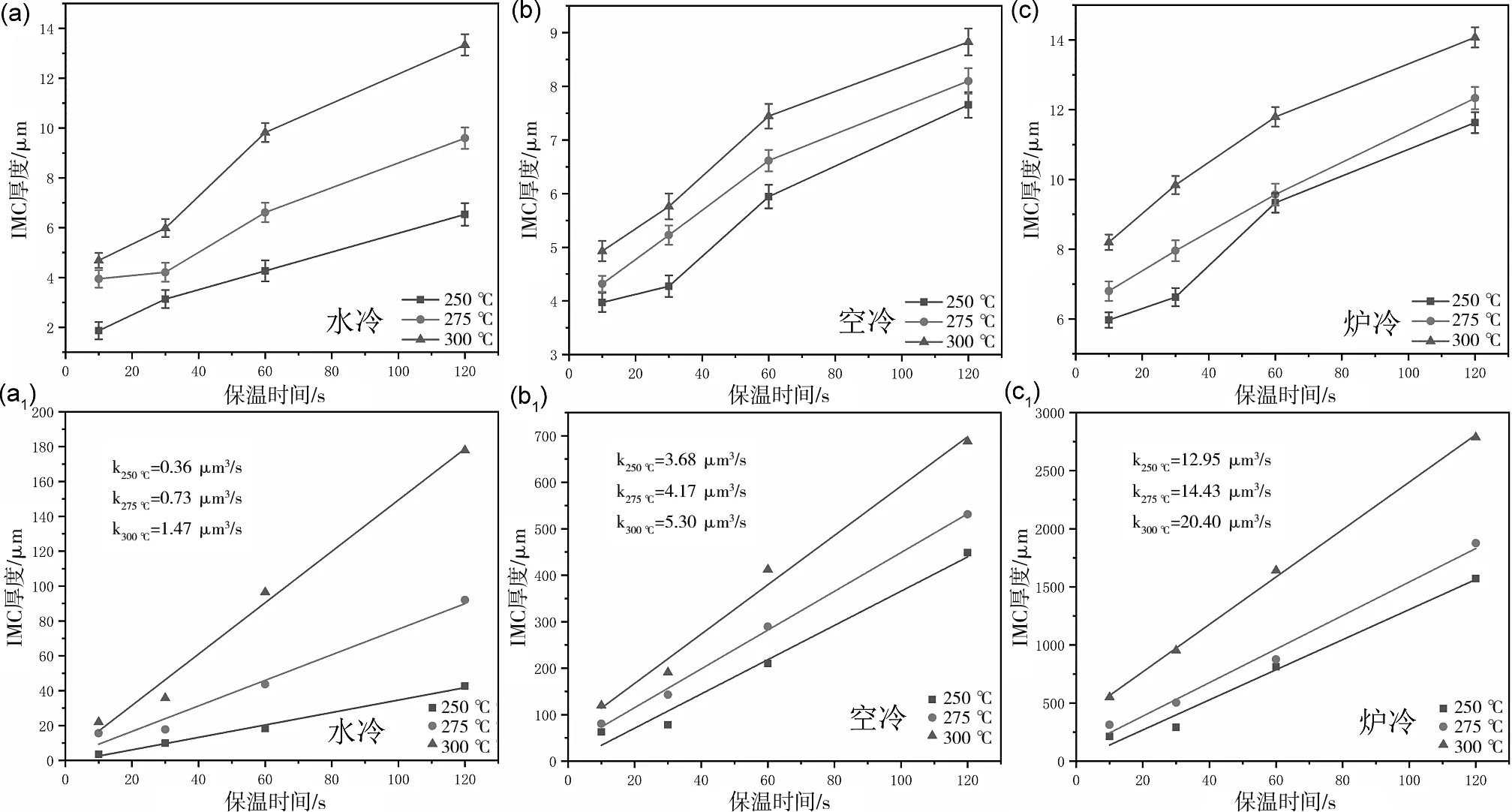
图7 IMC层厚度随钎焊时间的变化曲线(a~c)及其拟合曲线(a1~c1)Fig.7 Variation curve of IMC layer thickness with soldering time (a~c)and its fitting curve (a1~c1)
钎焊过程中液/固界面形成一层合适的金属间化合物(IMC)是互连可靠性的保证。IMC层的厚度与钎焊时间和温度的数学表达式为[6]:
h(t)=k1(t)n
(3)
(4)
式中:h为IMC层厚度;k1为生长系数;n为生长指数(当n=l时为线性规律,界面反应控制;n=1/2时为抛物线规律,体扩散控制;n=1/3时为类抛物线规律,晶界扩散控制[6]),t为钎焊保温时间。由图7(a1~c1)可知,IMC层厚度与钎焊保温时间遵循h(t)=k1(t)1/3规律,为晶界扩散控制。随着钎焊保温时间的延长与温度的升高,IMC的平均厚度逐渐增加。拟合图中的斜率即为IMC晶粒的生长系数。随着冷却速率的减小,在相同条件下,生长系数k2逐渐变大(如250 ℃:由0.36增加到12.95 m3/s)。
5 学生实验思考
(1)冷却速率对扩散的影响?
(2)圆柱薄片熔炼收缩为球的原理,钛片的作用?
(3)影响Cu原子扩散的因素?
6 实验教学特色及效果分析
该课程的实验教学,课时较少,仅16个学时,一方面以30人小班教学,分为五组(焊料熔炼、钎焊焊点制备、焊点表征试样制备、SEM形貌表征、数据分析),每组六名学生实际操作相应内容,其他组别进行观察,并配备两名实验师就实验过程中的操作注意事项及结果优劣进行分析讲解,每人均独立汇总和分析实验结果并形成个人的实验报告,确保每个学生均能了解及动手操作相关实验仪器。另一方面,依托教师科研项目,达到“进项目、出实验”的教学目的,最终设计出这个通过冶金熔炼法制备Sn-3A-Nb钎料,之后与多晶Cu钎焊反应制备Sn-3Ag-Nb/Cu钎焊焊点的教学实验。通过焊点相关微观形貌和组织结构表征,并利用《材料科学基础》的界面反应知识点来分析界面金属化合物的生长机制,从而使学生进一步加深了对界面反应知识点的学习及应用。该实验教学有助于提升学生各方面的能力,例如,实验前查阅相关文献的能力,实验中积极动手操作各种设备仪器(如回流焊炉、SEM等设备)及团队协作的能力,和实验后的通过使用Origin,CS6等软件进行数据处理和分析能力、综合运用理论知识解决实际问题的能力。
7 结 语
通过结合科研项目的《材料科学基础》课程教学实验锻炼,学生不仅强化了实践动手能力,学习了相关软件,也为后续毕业论文的实验与写作、专业方向就业和继续深造读研打下坚实基础;还通过学生分组亲身参与实验,每组实验都需要认真严谨的态度,做好该组实验结果,且基于前一组实验是后一组试验成功的前提,在实验过程中,彼此增强了团队协作,激发了爱国奉献、精益求精的工匠精神,进一步培养了学生的科研兴趣和环保意识,达到了课程思政育人的目标。此外,教学还取得了良好成果,如学生主持申请并立项了江西省大学生创新训练项目(S202310417007);发表SCI论文1篇(Metal,2023,13:1345)2023年考研上岸11人(211以上5人,班级总人数36),人,较2022年进步明显(2人,班级总人数22)。
猜你喜欢
制造技术与机床(2017年3期)2017-06-23
工业设计(2016年5期)2016-05-04
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年2期)2016-02-27
华东理工大学学报(自然科学版)(2015年4期)2015-12-01
焊接(2015年10期)2015-07-18
