毛边锯材形状识别系统设计
2023-10-09 02:12:28程千晟陈凡磊吴淑娟
林业机械与木工设备 2023年7期
程千晟, 陈凡磊, 吴淑娟
(闽西职业技术学院,福建 龙岩 361000)
我国是全球最大的木业加工、木制品生产基地和最主要的木制品加工出口国,但木材出材率和综合利用率的指标与发达国家相比还有较大的差距[1-3]。 在木材的加工流水线中,原木经过加工切割成一片片的毛边锯材之后,仍需进行进一步的加工才能得到边缘形状规则的整边锯材。 在毛边锯材加工过程中,宽边尺寸、窄边尺寸及长度尺寸的测量是重要的环节[4-5]。 目前,我国大部分毛边锯材加工企业仍采用人工检测的方法来测量外围尺寸,再凭借工人的经验对毛边锯材的下锯位置做出判断,这种方法不仅生产效率较低,还常常因为人为因素造成较大误差而降低出材率。
基于此,设计一款能够实现对毛边锯材的外形尺寸在线快速检测的系统,来提高毛边锯材外形轮廓参数检测的准确性。 同时,对所检测到的数据进行处理输出,为进一步实现毛边锯材自动化加工提供数据支撑,从而提高了木材加工的出材率和生产效率,进一步降低劳动成本。
1 毛边锯材形状识别系统总体设计
1.1 总体设计要求
毛边锯材形状识别系统应满足以下几点要求:①能够实时检测在传送带中行进的毛边锯材的尺寸,主要包括毛边锯材宽边尺寸、窄边尺寸及长度尺寸;②能够对所采集数据进行处理得到窄边尺寸并存储;③能够实现检测数据的可视化输出。
1.2 毛边锯材形状识别工作原理
毛边锯材形状识别系统主要采集的数据对象有毛边锯材的宽边尺寸、窄边尺寸和长度尺寸。 基于上述要求,提出该形状识别系统的原理框架图如图1所示,由毛边锯材外形参数采集模块、数据通讯模块、主控模块、数据显示模块和电源模块组成。

图1 毛边锯材形状识别系统工作原理框图
毛边锯材形状识别系统采用MCS-51 单片机进行检测信号的接收和处理。 利用光幕传感器采集毛边锯材的尺寸,通过串口通信,接收传感器信号并在单片机内对数据进行计算处理,得到尺寸数据后保存并输出显示,与此同时,通过最小二乘法拟合得到毛边锯材外形轮廓,从而得到最佳下锯位置。
2 毛边锯材形状识别控制系统设计
2.1 控制系统硬件选型
2.1.1 检测光幕选型
在实际生产中,我国木材生产加工所使用的常规毛边锯材的宽度约为250 ~400 mm 之间,为了尽量提高检测精度,满足实际使用需求,选用1 mm 光轴间距(也是测量精度),512 光轴型号的检测光幕,扫描方式选择最常用的平行扫描的方式。 所选光幕的各项参数如表1 所示。
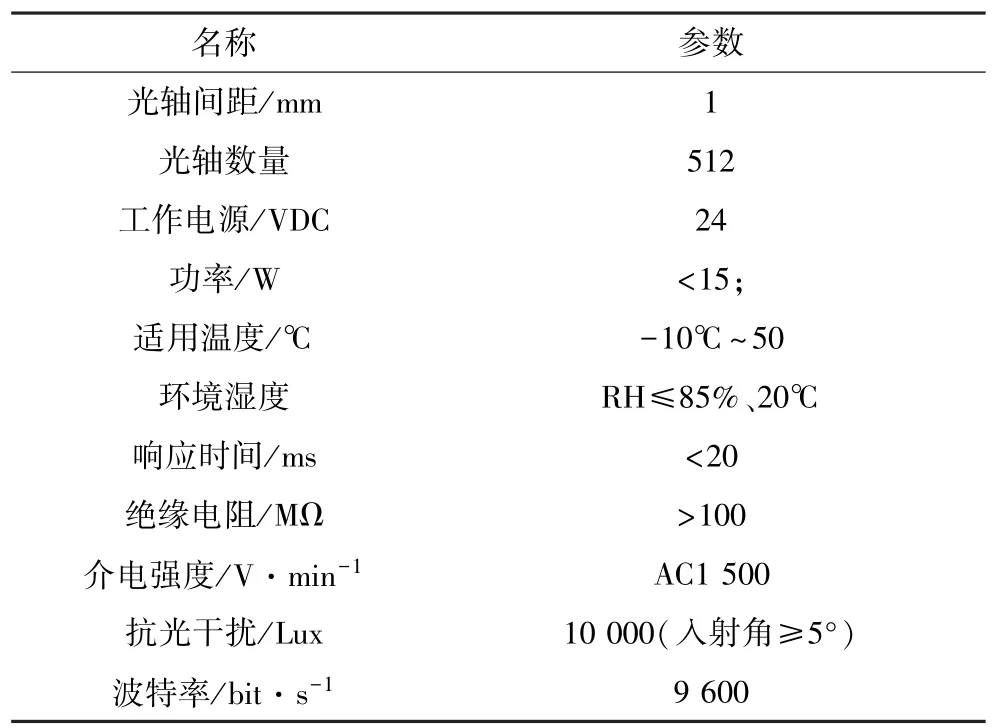
表1 检测光幕技术参数
2.1.2 液晶显示屏选型
在毛边锯材形状识别数据显示系统中,需对检测处理后的数据进行操作和显示,对当前检测中的毛边锯材数据进行实时显示。 LCD1602 液晶显示屏,是用来显示字母、数字、符号等点阵型的液晶模块。 由多个5×7 或5×11 等点阵字符位组成,每个点阵字符位显示一个字符,两个位间的间隔是一个点距,上下行之间也有间隔,它的作用是显示字符间距和行间距。 该显示屏的指令功能强大,可组合成各种输入、显示、移位方式以满不同的要求。
本文利用LCD1602 液晶显示屏实现毛边锯材尺寸数据的显示,电路图如图2 所示。

图2 LCD1602 液晶电路图
其中连接P26 的RS 引脚为数据/命令选择端。RS 为高电平时可对数据进行写操作,为低电平时进行写命令操作,如确定显示位置等。 RW 为读/写选择端,可控制LCD 当前是进行读操作还是进行写操作。 E 为使能信号端,其与LCD 的工作时序相关联,控制当前是输入数据还是保持稳定显示。 DB0 到DB7 为数据I/O 口。
2.2 数据采集控制模块设计
如图3 所示,每对测量光幕相对安置,在光幕接线连接好后,VCC 和GND 两个端线分别连接+24V直流电源和地线,A、B 两个RS485 输出端口通过RS485/RS232 双向转换器转换之后输入到单片机上[6]。 系统控制程序采用C 语言开发,编译后下载到单片机中。 数据采集控制程序流程如图4 所示。

图3 检测系统结构图

图4 数据采集控制程序流程图
2.3 数据处理控制模块设计
毛边锯材的形状通常是一端较大一端较小,因此锯材的形状可近似为一个梯形。 本文通过最小二乘法拟合的方法,可以得到毛边锯材的窄边尺寸,从而获得最佳下锯位置。
具体过程为:①通过数据采集模块发送数据获取毛边锯材采集点数据坐标。 ②建立和解方程组,直线方程设为f(x)=a+bx,其中a、b 为未知。 拟合成的直线如图5 所示,方程组为式(1)、式(2)所示。

图5 拟合直线
解式(2)即可得到拟合出的直线的斜率a,斜率a 的计算式如式(3)所示。
在曲线拟合程序编写之时采用for 循环来进行xi,yi,,xiyi等的累加,求出累加得到的值。 程序段如下所示。

至此,根据测得的窄边尺寸就可确定梯形整边锯材的加工位置。
3 毛边锯材形状识别系统调试
3.1 试验设备的准备
准备2 片毛边锯材尺寸规格(长×宽边×窄边)分别为:
(1)毛边锯材a:28.5 cm×4.3 cm×3.3 cm
(2)毛边锯材b:20.1 cm×4.5 cm×3.6 cm
本文选用意普兴的测量光幕作为试验数据采集传感器,具体参数如表2 所示:

表2 光幕型号参数
该型号对本设计来说,既能满足试验要求,又能验证理论,成本也低。 供电的电源选用S250 W-24 V-10 A 开关电源,主要用于AC220 V 转DC24 V,为测量光幕提供24 V 电源。
3.2 试验调试及其结果
上电,将程序加载到单片机上,LCD1602 显示屏上显示的数字为锯材窄边和长度尺寸,其中第一行D 表示所测毛边锯材的窄边尺寸,第二行L 表示所测毛边锯材的长度尺寸,如图6 所示,检测前窄边尺寸D 和长度L 均为0。

图6 检测前显示屏示数图
当毛边锯材a 以2 cm/s 的速度匀速通过数据采集装置时,可观察到LCD1602 显示屏上显示的数字发生变化,如图7 所示,D=3.20 cm,L=28.48 cm。 同理,当毛边锯材b 以2 cm/s 的速度匀速通过数据采集装置时,可观察到LCD1602 显示屏上显示的数字发生变化,如图8 所示,D=3.80 cm,L=20.20 cm。

图7 毛边锯材a 测量数据显示

图8 毛边锯材b 测量数据显示
3.3 试验分析
通过试验发现该系统能对不同毛边锯材的尺寸进行检测计算并实时输出毛边锯材的窄边尺寸和长度尺寸,达到了预期的效果,验证了该系统可在实际运用中为毛边锯材的自动化加工提供数据依据的可行性,但由于传感器精度的问题,存在一定误差。 在实际应用中需使用精度更高的测量光幕以减小测量误差。
4 结论
本文基于毛边锯材检尺工艺,通过模块设计法对毛边锯材形状识别系统进行了功能分析与求解,根据分析结果,通过单片机编程设计了毛边锯材数据采集与数据处理的控制系统。 该设计提高了毛边锯材外形数据的检测精度和效率,有利于降低木材加工生产成本,为木材制品后续自动化加工奠定一定基础。 但对于缺陷较大的毛边锯材外轮廓尺寸检测还有待进一步研究与开发。
猜你喜欢
知识窗(2021年4期)2021-10-02 15:30:06
小品文选刊(2021年5期)2021-06-06 08:52:38
家庭影院技术(2019年8期)2019-08-27 02:44:50
中国收藏(2018年7期)2018-12-28 07:39:34
西安工业大学学报(2018年5期)2018-11-26 11:46:20
国际木业(2016年8期)2017-01-15 13:55:21
国际木业(2016年3期)2016-12-01 05:04:51
国际木业(2016年1期)2016-12-01 05:04:08
收藏·拍卖(2016年3期)2016-05-30 07:59:32
国际木业(2016年12期)2016-03-10 16:10:00