
物料分拣系统的设计与调试
2023-10-07 15:18张继东
科技风 2023年25期
关键词:组态

摘要:随着社会的不断进步,自动分拣代替了人工部分,它不仅可以提高生产率,而且降低很多成本。本文研究了基于PLC、组态控制下物料分拣系统的硬件、软件设计与调试,在工程应用下具有一定的意义。
关键词:自动分拣;组态;PLC
一、课题研究背景及意义
自动化程度在人类发展进程中是不可缺少的一部分,自动化分拣是自动化中的一部分,其中PLC作为基础的分拣装置不仅成本低,而且效率很高,它代替了很大一部分人工作业,为企业的人力资源减少了很大一部分压力。这些节省的人力用到其他地方来实现各自的价值,可以为企业带来更高的收益。本文所研究的物料分拣系统是基于PLC技术、电气传动技术、自动化技术等设计而成,当系统运行时,可对大量物料进行自动筛选,工作速度和质量令人非常满意。不仅如此,如果想要根据要求更换分拣的物品,可自行进行更换,十分方便。同时,维修成本非常低,维护起来非常方便。
本文研究的物料分拣系统采用可编程控制器PLC进行控制,该系统可以按照设定的要求自动长时间地分拣物料,并且分拣的精确度也可以得到保证,分拣的效率相对提高了。尤其是在生产线上,物料自动分拣系统对人工分拣来说更是有着巨大的优势,人在长时间工作下难免身体会出现不适,从而影响效率,这样完全可以把节省下来的人力资源应用到其他机器不能替代的工作当中去。同时自动分拣系统的分拣误差率相比其他机器低,这主要取决于输入分拣信息的准确性,也就是取决于分拣信息的输入机制。
物料分拣系统是基于PLC中央处理器为基准,结合了计算机和自动控制等技术所设计的系统,是分拣系统之中使用得比较多的一种。而且PLC的控制系统具有很多优点,它不但体积相对较小,而且相对比较稳定。
二、物料分拣系统硬件设计与调试
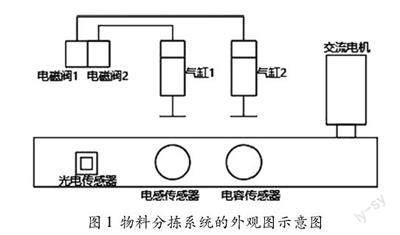
本次设计由PLC、变频器、触摸屏、光电传感器、电感传感器、电容传感器、磁性传感器、二位五通带手控开关的单控电磁阀、气缸、减压阀、三相交流减速电机、皮带、安装支架、端子排组成,具体如图1所示:
数字量输入设备:按钮2个、电容传感器1个、电感传感器1个、光电传感器1个、气缸上限位2个,气缸下限位2个。继电器输出设备:电机1个、电磁阀2个。具体如表1所示:
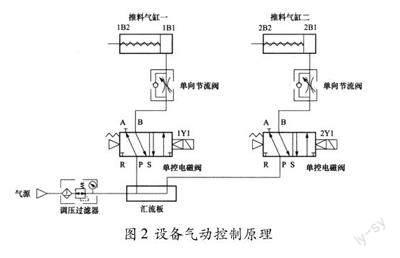
物料分拣系统传感器由光电传感器、电容传感器和电感传感器组成。首先光电开关是传感器的一种,它把发射端和接收端之间光的强弱变化转化为电流的变化以达到探测的目的。因为光电开关输出回路和输入回路是电隔离的,所以它适用的场合有很多,新一代光电开关器件不但可以达到延时、抗相互干扰、可靠性高、工作区域稳定这些基本的要求,而且拥有自我诊断功能,这个功能在这个行业是十分新颖的。这种新型的光电开关,它可以无损伤、迅速地控制固体液体等状态的物体,使其做出动作,具有反应迅速、抗干扰能力强、体积小等优点。其次,电容传感器以电容器作为传感元件,主要工作是把机械量转换为电容参数变化的传感器。电容式传感器主要包括极距变化型电容传感器、面积变化型传感器、介质变化型传感器。极距变化型大多数被用来检测细小的线性位移或者是收到风、振动的因素引发的极距变化;测面积变化型传感器一般用来测量移动较大的线性位移;介质变化型传感器一般用来测量物体的温度。电容传感器使用方法和它的结构都比较简单。最后,来介绍一下电感式传感器,它结构相对比较简单,动态响应非常快,而且可以在非常恶劣的环境下工作,因为它优秀的环境适应能力,电感传感器的应用领域非常广泛,大到冶金、采矿,小到化工场所,深受喜爱,用量非常大。电磁阀分为单作用气缸电磁阀,是用电磁控制的工业设备,用来控制流体的自动化基础元件,属于执行器,并不限于液压、气动。用在工业控制系统中调整介质的方向、流量、速度和其他的参数。电磁阀可以配合不同的电路来实现预期的控制,而控制的精度和灵活性都能够得到保证。电磁阀作为本次气缸的控制核心,其控制原理如图2所示。
本文研究的物料分拣系统实现的功能是当系统启动,光电传感器感应到物料皮带上物料时,延时3秒,传动带低速运行,速度、运行频率为10Hz,变频器驱动三相交流电动机带动皮带转动。当物料为金属时电感传感器检测到信号,变频器(MM440)停止,退料气缸1动作,将物料推人第一料槽;当物料为非金属时电容传感器检测到信号,变频器停止,退料气缸2动作,将物料推人第二个料槽。5秒后,传送带停止运行,以此类推,循环工作。根据系统功能系统I/O地址分配表。如表2所示:
三、物料分拣系统软件设计与调试
组态设计要求实现主画面和监控画面之间切换,在人机界面中实现退出组态界面的功能。
在监控界面中,通过按钮实现物料分拣系统自动运行;在监控界面中,实现电机启动停止运行功能。
使用WinCC flexible SMART设计监控系统,根据控制要求设定变量如图3所示:
根据设计要求设计上位机主画面和监控画面如图4所示:
实现软件功能,主要通过以下两个函数完成,具体如表3所示:
使用WinCC flexible SMART设计监控系统,对应修改PLC梯形图,针对触摸屏启动/停止、手动控制经行优化。
四、物料分拣系统整体调试
对于物料分拣系统而言,进行物料分拣系统硬件调试也就是可编程控制系统的调试,首先进行传感器的接线和调试,具体来说本次系统涉及的传感器均为PNP型传感器,接好线后,对传感器位置进行调试,在光电传感器的调试通电状态下,光电传感器检测头前方的传送带上放置物料,调整传感器上两个螺母,使传感器前后移动,恰好使可编程控制器对应地址指示灯发光,该位置即为传感器对物料的检出点。其次,是在電感传感器的调试通电状态下,电感传感器检测头前方的传送带上,放置金属物料,调整传感器上两个螺母,使传感器前后移动,恰好使编程控制器对应地址指示灯发光,该位置即为传感器对金属质物料的检出点。最后,在调试电容传感器通电状态下,光纤传感器检测头前方的传送带上,放置非金属物料,调节传感器上的旋钮,观察编程控制器对应地址指示灯发光,该位置即为传感器对非金属质物料的检出点,可以很好地将物品进行分类,提高了速度和检验的质量。调试完成传感器进行变频器调试,本文我们选用的变频器是西门子mm440,变频器工作原理是将交流电经过三相整流电路进行整流成脉动的直流电,再通过滤波电路将脉动的直流电转换成平滑的直流电,并通过驱动电路将电压信号放大,最后通过逆变电路,变成电压、频率可调的交流电。在逆变过程中主电路板又对逆变脉冲进行调制,从而实现电压在0-380V之间可调,频率在0-50Hz之间可调,通过改变供给电动机的供电电压及频率,从而实现电动机无极调速的目的。设置好变频器后,对PLC程序进行下载,在PLC控制系统中,核心的PLC选型,是在满足功能的前提下,选择最可靠、维护方便、性价比最优的品牌。通常从PLC结构、输入输出点数、内存量、运行速度、功能模块选择和通信功能选择这几个方面来考虑。首先是结构的选择,PLC最常见的结构是整体型和模块型,相对于整体式的PLC,模块式的PLC维修和今后系统扩展是非常方便的,当然整体型的PLC相对于模块式的PLC也有着价格便宜、结构紧凑的优点,我们可以根据系统的要求来选择。其次是输出/输出点数的选择,I/O点数的选择是PLC控制系统最重要的性能指标之一,通常根据系统要求确定出I/O点数,根据系统的I/O点数多出10%的冗余进行选择。PLC根据I/O点数的分类,在进行PLC控制系统的设计中PLC的选型也要考虑PLC的内存,所谓PLC的内存也就是它能存储用户程序的容量,所以说PLC内存容量越大,其能够装下的程序就多。最后就是PLC运行速度的选择,这在控制要求比较复杂的系统中体现得比较明显,因为PLC的运行速度越快,在执行复杂控制要求系统中所用的时间往往是最短的,所以越是复杂的控制系统往往是需要对PLC运行速度进行选择的。
当程序设计好后必须下载到PLC中才可以运行,下载时使用西门子PLC的工业以太网通信,一根双头8芯网线进行连接,当网线连接好后,打开“西门子S7-200 SMART”软件,进入要下载的文件。完成硬件调试后,进行组态工程的调试,通过西门子眦的工业以太网通信,使用一根双头8芯网线连接计算机与触摸屏。点击菜单栏下载按钮进行下载操作。在模式为以太网下输入HMI设备lP地址192.168.0.20,点击传送。
结语
工业的发展快慢是离不开自动化技术的,自动化技术越先进,国家的工业也就越发达。基于组态技术、PLC控制分拣装置不但成本低,相对效率也比较高,这也是它之所以能脱颖而出的原因。本文研究物料分拣对金属和非金属物料进行分拣,在软硬件上实现了自动分拣,具有一定的研究意义。
作者简介:张继东(1977-),男,汉族,河南武陟人,控制领域工程硕士,副教授,研究方向:电气工程厦其自动化。
猜你喜欢
河北农机(2020年10期)2020-12-14
制造技术与机床(2018年9期)2018-09-19
凿岩机械气动工具(2017年2期)2017-07-19
工业设计(2016年11期)2016-04-16
中国铸造装备与技术(2015年5期)2015-12-10
凿岩机械气动工具(2015年3期)2015-11-11
