双曲面大跨度钢结构网架施工技术分析
2023-09-23 08:55王文彬
中国建筑装饰装修 2023年17期
王文彬
建筑钢结构的设计水平是一个国家整体经济实力和科技实力的体现,而作为现代建筑工程施工中最常用的一种钢结构形式,双曲面大跨度钢结构是建筑施工技术创新的代表[1]。其不仅延续了钢结构体系受力支撑效果良好的优点,同时也完善了建筑钢结构的形态,采用曲面重力分担方式来提升钢结构的受力水平,为进一步创新建筑钢结构应用方式提供了新的突破点和方向[2]。
在实际施工过程中应用双曲面大跨度钢结构网架施工技术,首先需要构建双曲面大跨度钢结构的施工模型,然后在此基础上分析该模型的力学稳定性和可能存在的施工风险,最后安装桁架。
1 双曲面大跨度钢结构网架理论分析
1.1 网架结构特征
从结构上来讲,双曲面是一种对称的三维形状,是通过绕对称轴旋转而成[3]。在实际的建筑工程中,双曲面大跨度钢结构网架可以对传统钢结构体系进行优化改造,以扩大传统钢结构的受力面积,提升其支撑效果。一般来说,双曲面大跨度钢结构网架在建筑工程中都是作为主要的承重部分使用的,能够有效分解建筑物主体的承载力,并提升建筑物的稳定性和牢固性[4]。
从实际应用效果来看,双曲面大跨度钢结构网架具有以下2 个特征:第1,灵活性强,可以采用单元式拼装方式使得双曲面大跨度钢结构不易受到外部钢结构框架的影响,大大提升了建筑施工方案的灵活性;第2,兼容性高,建筑工程中应用双曲面大跨度钢结构网架时,还可以结合工程项目建设需求对网架进行优化调整。
1.2 网架结构分析
在实际的建筑工程中,双曲面大跨度钢结构网架由内部网架和外部桁架两部分组成,其中内部网架是对建筑工程内部结构体的拼装组合,起着衬托钢结构体系和连接各部分结构的作用[5]。外部桁架通常采用高空散拼装的方式和内部网架组成一个有机整体,并同时和钢结构内部的曲面球支撑杆相连。
2 双曲面大跨度钢结构网架施工技术应用分析
2.1 工程概况
洛宁县全民健身体育活动中心项目是由中国电建市政建设集团有限公司承包,该工程位于洛宁县福宁大道以南,滨河大道以北,东临延寿路,西邻长虹路。项目规划总占地面积为127780 m2,总投资约3.5 亿元,总建筑面积约41052.09 m2,建设内容包含4000 人体育馆和6000 人体育场,包含的建筑单体子项有游泳馆、全民健身馆、体育馆、体育场看台及室外平台。体育馆设计为地上三层,游泳馆及全民健身馆设计为地上三层和地下两层,体育场看台设计为地上两层。
2.2 施工难点
由于本项目的屋盖为大跨度双曲面钢网架结构,场地狭小受限,无法一次拼装完成整个空间双层双曲面网架结构,节点受力复杂,不宜采用整体顶升、散拼等安装方法[6]。为保证钢结构工程安装精度和施工安全,针对上述问题,本文设计了一种大跨度双曲面网架分段提升施工方法,利用此工艺方法顺利安装完成了项目焊接球钢网架工作。
2.3 施工技术优势
首先,解决了因场地受限无法采用整体提升法或整体顶升法的钢结构焊接球网架项目[7]。其次,该施工技术方案采用四边格构式支撑架,材质为Q335B,强度高,能够保证稳定性。最后,该技术解决了大跨度双曲面网架安装过程中小拼单元易变形、支座处节点连接不准确的问题,与其他安装方案相比,符合绿色施工要求,能够节约施工成本。
2.4 双曲面大跨度钢结构网架施工技术要点分析
首先,在地面进行网架小拼单元的焊接拼装,利用由提升架、电动葫芦、集成控制箱组成的提升系统,分段提升到预定高度。其次,分段提升过程中,保证各个提升点受力均匀,以防小拼单元变形。最后,网架节点采用分段焊接[8]。
2.4.1 钢网架拼装
现场架设全站仪,根据测量控制点进行焊接球定位。为减少误差及焊接应力,应从网架中心向四周进行拼装。临时支座安装完成后,将下弦球及上弦球的中心线放样至地面,作为拼装下弦及上弦球的控制线[9]。完成小拼单元焊接后,利用球和杆之间的相互定位逐渐向外扩展拼装,复核焊接球的位置,无误后,进行满焊施工作业。焊接完成后,进行无损探伤检测,合格后,进行刷漆处置。钢网架拼装流程如图1 所示。
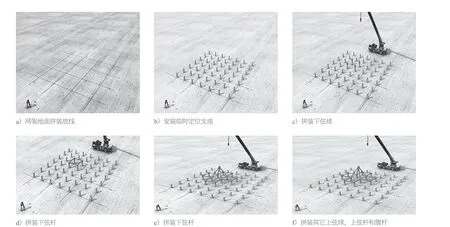
图1 钢网架拼装流程(来源:作者自绘)
2.4.2 提升架安装
提升架均采用四边格构式支撑架。平面尺寸为1.5 m×1.5 m,节间高度为2.5 m,支撑架立杆则采用了140.0 mm×4.5 mm 的方管,腹杆采用了L63 mm×5 mm 的角钢,顶部转换平台钢梁采用了HN300 mm×150 mm×6 mm×9 mm 的H 型钢。
根据网架分块模型设置吊点,安放提升架位置,并计算所需提升架的数量。计算可知需要12 组格构式提升架,每组提升架顶端需要配置4 只10 t 电动葫芦,由于体育馆焊接球网架为双曲面结构,因此结合现场实际情况,将格构式提升架设置的高度分别为27、24、21 m。在开展提升作业过程中,需要先固定提升架的位置,并将该位置作为控制网架的参照点,安排技术人员在网架提升过程中对网架和网架杆之间的水平间距进行实时监测,以避免在提升过程中出现较大的偏差[10]。此外,在开展提升作业前,应在提升架上张贴相关的标尺,如果在网架提升过程中出现了较大的偏差,必须立即修正。
2.4.3 吊点设置
在吊点设置时,应用计算机有限元计算分析软件,顺序模拟提升施工中的各种工况,结合工程设计状况,通过计算分析确定最佳提升吊点位置和提升吊点所需要的提升力[11]。电动葫芦和钢网架之间采用Ф20 mm 的钢丝绳连接,将钢丝绳一端与网架的下弦球节点捆扎牢固,并用卡环固定,在另一端则要固定在电动提升葫芦的吊钩上。
2.4.4 钢网提升
网架拼装、焊接完成后,需要检查网架的尺寸及焊接质量,经第三方检测机构检测合格后,便可进行提升工作,具体步骤为:
1)试吊。在中心区拼装网架、安装提升架、开启控制柜电源,使网架同步提升200 ~300 mm 时停止起吊,放置12 h,认真检查提升架、基础、吊具及索具等是否存在异常。
2)确认试吊无误后,可以正式起吊。首先将网架姿态调整到原设计位置,姿态调整提升方式为按排逐步提升的方式。
3)北边第1 排3 个提升架同时提升,提升时间155 s,按电动葫芦提升速度0.45 m/min 计算,提升的高度为1163 mm。过程中随时观察提升架和链条受力状态,如有问题立即停止提升,排除异常后才能继续。
4)6 组提升架同时工作,在提升到2.5 m 时,测量网架坐标,用手拉葫芦调整位置,确认坐标无误后,增设临时支撑,继续扩展安装到第3 排提升架位置。
5)同步提升到5.5 m 标高,扩展安装到第4 排提升架位置,安装好提升架,继续提升到9.6 m 标高,扩展安装1 次。再次提升至16 m 标高,扩展安装,继续提升至支座位置,安装支座部位杆件,完成吊装作业。
2.4.5 钢网架变形监测
变形监测的作用是验证设计的合理性及结构和安装过程的安全性[12]。采用全站仪对钢结构网架进行三维变形观测。观测点选择跨中下弦球,即跨中1/4 下弦球位置。钢网架吊装就位后,再进行挠度监测,确保钢网架安装质量。钢网架变形监测点布置如图2 所示。

图2 钢网架变形监测点布置(来源:作者自绘)
2.4.6 焊接质量控制
首先,焊接材料在使用前,应按其产品说明书及焊接工艺文件的规定进行烘焙和存放。其次,持证焊工必须在其焊工合格证书规定的认可范围内施焊,严禁无证焊工施焊。再次,施工单位应按现行国家标准的规定进行焊接工艺评定,根据评定报告确定焊接工艺,并进行全过程质量控制。最后,焊缝内部缺陷的无损检测应符合国家相关标准的规定。
2.4.7 安全措施
安装工人须为专业人员且有高空作业施工经验。高空作业前,应配置双扣安全带,并将安全带扣件扣在已经稳定的网架杆件上,且安全带应符合国家标准,有合格证书。吊装作业之前,应明确起重吊装安全技术要点。
动火作业前,由安全员向项目部安环部门申请相应动火证。焊割人员要随身携带动火证,并严格按照动火证要求执行,一证不准多用和重复使用,如果作业中发现意外情况,应立即停止焊割动火。严禁在气瓶漏气的情况下进行焊割作业,发现气瓶漏气后,要查找原因,及时采取整改措施。
3 结语
不同建筑工程的作业条件存在很大的差别,因此在应用双曲面大跨度钢结构网架施工技术的过程中,需要结合建筑工程的施工条件进行系统分析,找出施工中存在的技术难点,并对双曲面大跨度钢结构网架施工技术进行不断优化。
猜你喜欢
制造技术与机床(2022年5期)2023-01-06
建材发展导向(2022年14期)2022-08-19
机械设计与制造(2021年2期)2021-03-05
西部交通科技(2021年9期)2021-01-11
建筑施工(2020年5期)2020-09-25
制造技术与机床(2019年11期)2019-12-04
工程与建设(2019年2期)2019-09-02
上海建材(2018年4期)2018-11-13
江西建材(2018年2期)2018-04-14
工程建设与设计(2016年8期)2016-03-11