
新型客货共线铁路一次铺设无缝线路快速铺架施工技术
2023-09-21 09:58程星璠
现代城市轨道交通 2023年9期
程星璠
(中铁一局集团新运工程有限公司,陕西咸阳 712000)
随着铁路建设的快速发展,客运专线高速铁路的施工技术经过反复的研讨已经有了比较一致的认识,其施工项目已经全面铺开。相比之下,对于客货共线铁路一次铺设无缝线路快速铺架施工技术的研究已显得滞后,到目前为止,仍然在沿用传统的架桥机、铺轨机进行边铺边架换铺法施工。虽然这种模式施工工艺比较成熟,但仍存在着需备用大量的工具轨和工序繁多(包括轨节钉联、铺短轨、换铺长钢轨、工具轨回收等)的缺点。为此,中铁一局集团新运工程有限公司于2008年元月立项,在新建山西中南部铁路通道项目中采用单枕连续法TCM60铺轨机组与新研制的JQ190型架桥机有机结合,一次性完成长钢轨铺设和架设专桥((2010)2103重载铁路T型桥梁)的任务,确保了施工工期和工程质量。
1 施工所用设备
铺轨设备是TCM60铺轨机组,主要由拖拉机、铺轨主机、辅助动力车、运枕龙门吊、轨枕双层运输车组成,该机为机电液一体化自动控制,作业时可自行牵引轨枕运输列车,自动等距离连续铺设轨枕。其主要运架设备有:新研制的JQ190架桥机、运梁车(YL190轮胎式和YL100轨式运梁车)、龙门吊(MD95移动式和GD95固定式龙门吊)。
2 施工工艺流程
TCM60铺轨机组先铺设1条股道轨至桥头约70 m处停止作业并返回;利用已铺好股道,JQ190型架桥机组等进行架桥作业,同时长钢轨铺轨机组在另一线进行铺设500 m长轨条作业;架桥到一定的位置后,铺轨机组与架桥机在两线间互相交换,实现双线同时作业,提高铺架效率,以达到缩短工期的目的。
2.1 TCM60 铺轨机组工艺流程及要点
2.1.1 铺轨工艺流程
单枕连续法铺轨施工工艺流程如图1所示。
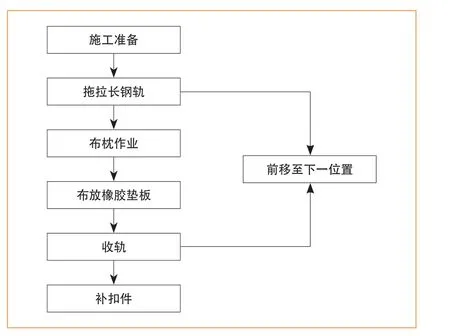
图1 铺轨工艺流程
2.1.2 铺轨工艺要点
(1)施工准备。确保铺轨效果要严格按照直线50 m一个点、曲线20 m一个点布设轨道中心标示线;每次作业前,都要对轨枕部件、连接情况和铺轨机各项功能进行检查,尤其是布枕功能,确保初始铺设的轨枕间距符合要求。
(2)拖拉长钢轨。本设备拖拉长钢轨的流程与普通的单枕连续法相似,经过卷扬机牵引、安装拖拉夹具、拖拉前行、落下对齐等步骤实现,具体内容不在此赘述。需要注意的是:①拖拉机开始拖拉长钢轨前行,每隔10 m左右,在长钢轨下面对称放置一对横向中心距为3~3.25 m滚筒;②长钢轨拖拉完毕后,主机需要先开始一段距离的布枕工作,直至主机后转向架的前轮行至距已铺轨端300 mm左右时,用主机两端的吊钳将长钢轨的尾端吊起,送入收轨装置并收进承轨槽内,利用夹钳移动长钢轨的轨端与已铺钢轨轨端对正,并预留适当的轨缝,然后开始安装简易夹板。
(3)布枕作业。通过液压马达驱动,将混凝土轨枕传送至转接臂上,散枕臂抬高并伸出,转接臂打开,混凝土轨枕落在散枕臂上,然后散枕臂落下并抽回落枕;当走行距离达到设定值时,匀枕杆落下并推动混凝土轨枕前进,当混凝土轨枕间距达到预定值时,匀枕杆提起,由此来完成混凝土轨枕间距的控制,整个过程均由一系列感应装置操纵液压系统自动完成。
(4)布放橡胶垫板。在布枕的同时,在长钢轨就位之前人工放置橡胶垫板,放置时应确保承轨槽内平整无杂物。
(5)收轨。在布枕的同时,铺轨机利用三重收轨装置逐步将长钢轨收回,确保其准确落入承轨枕槽内;在收轨同时将铺轨机前方的滚筒收放至铺轨机的滚筒架上,当1节长钢轨铺设完毕,将滚筒转放在拖拉机后方的滚筒架上,以便在下一次拖拉长钢轨时使用;铺轨时,要每隔5根轨枕进行1根轨枕扣件的预安装。
(6)补扣件。在枕轨运输车的后面,用专用弹条扳手等工具在钢轨左右同时补上剩余部件。
重复以上(2)至(6),进行长钢轨轨道的铺设工作,直至铺设长钢轨轨道至桥头70 m处停止作业,铺轨机及长钢轨牵引车返回,准备进行架桥施工。
2.2 JQ190 架桥机施工工艺
2.2.1 架桥工艺流程
架梁施工分为3个主要过程,分别为T梁片运输、T 梁片架设和架桥机纵移过孔。其工艺流程如图2所示。
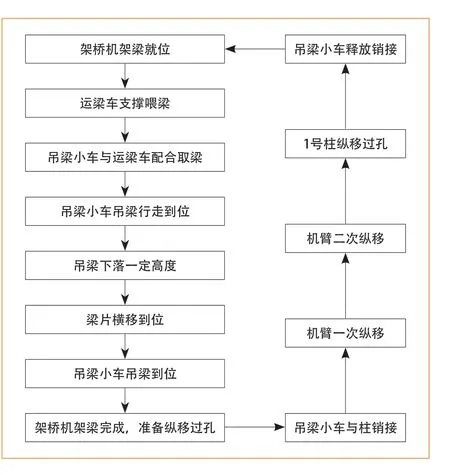
图2 架梁施工工艺流程
2.2.2 架桥工艺要点
(1)施工准备。检查设备部件紧固、磨损等指标是否正常;将架桥机、移动式倒装龙门吊、轮胎式运梁车、固定式龙门吊运输至由长轨条铺轨机铺设的轨道末端,在预定位置安装,达到工作状态。
(2)T梁片运输。移动式倒装龙门吊将最前端第1片T梁倒装至轮胎式运梁车上,由其运送T梁片至架桥机尾部进行喂梁;同时固定式倒装龙门吊将待架梁片依次倒装到第1组空运梁平板车上,等待下次运输工作。
(3)T梁片架设。架桥机在运梁车配合下共同完成拖梁和取梁,通过前、后起重小车进行提梁、移梁、落梁、整机横移,完成双线4片梁的架设。在拖梁、取梁过程中,在图3所示工作位,首先前起重小车吊起T 梁,启动前起重小车及运梁车的拖梁小车进行拖梁;T 梁后端到达后起重小车位置时,由后起重小车将梁片吊起,实现取梁。 在移梁、落梁过程中,如图4所示,在运梁车离开后,起重小车同步将混凝土T梁前移到位;下落梁片至一定高度后,小车与整机横移配合将梁片横移到位,前、后起重小车下落梁片到墩顶,并精确调整到位。通过重复此工艺,在实现4片T梁的架设后焊接所有横隔板,穿拉钢绞线,然后架桥机准备纵移过孔。

图3 拖梁、取梁工艺示意图(单位:m)

图4 移梁、落梁工艺示意图
(4)架桥机纵移过孔。架桥机在架设完毕一段桥梁后,需要前、后起重小车与自前向后的0至3号柱相配合经过5步操作进行纵移过孔,为下一段架梁做好准备,详细具体过程为:①吊梁小车与柱销接,前、后起重小车分别与1号、2号柱销接;②机臂一次纵移,提起3号柱,前、后起重小车驱动机臂、0号柱、3号柱前移14 m,如图5所示; ③机臂二次纵移,先支撑3号柱,提起2号柱,后起重小车驱动2号柱纵移18.7 m,之后,支撑2号柱提起3号柱,前、后起重小车驱动机臂、0号柱、3号柱前移18.7 m到位,如图6所示;④1 号柱纵移过孔,先支撑0号、1号、3号柱,提起2 号柱,后小车驱动2号柱继续前移14 m到位 ,然后支撑2号柱,提起1号柱,前小车驱动1号柱前移32.7 m到位,如图7所示; ⑤吊梁小车释放销接,前、后起重小车销接释放,准备进行下一段T梁架设。

图5 机臂一次纵移示意图(单位:m)

图6 机臂二次纵移示意图(单位:m)

图7 1号柱纵移过孔示意图(单位:m)
(5)末孔梁架设。可以将0号柱下柱体向前折翻,1号柱上、中柱体重合,降低前端柱体的高度,从而完成架桥机纵移过孔,如图8所示。

图8 末孔梁架设示意图
(6)其他工作条件应对方案。架设变跨梁时,可以调节2号柱与机臂的相对固定位置实现。架设有纵坡时,各柱均采用伸缩结构,使柱身高度可调,通过调节各柱体的高度,最大可在20‰ 纵坡下施工。架设曲线梁时,在3号柱安装了摆头油缸,在架桥机一次纵移过孔完成后,通过摆头油缸与1号柱横移轮组,实现机臂绕2号柱支点摆头,从而使架桥机可在600 m半径的曲线上架梁。
3 工艺优势
传统的换铺法主要是在铺架基地使用工具轨拼装25 m轨节,施工列车将轨节运送至铺轨地点并使用铺轨机铺设25 m轨节。当铺设的工具轨达到一定长度时,长轨运输车将厂焊长钢轨卸至线路两侧碴肩上,现场将500 m长轨条焊接成1500 m单元轨条,在锁定轨温时,拆除新铺线路上1500 m单元轨节长度范围内普通线路扣件,利用轨道车牵引换轨小车将砟肩上的单元轨节换铺至线路上,进行单元轨节应力放散及锁定,并同时回收工具轨。
虽然这种模式施工工艺较成熟,但存在着需备用大量的工具轨、工序繁多(包括轨节钉联、铺短轨、换铺长钢轨、工具轨回收等)及投入设备多、劳动力多、成本高的缺点。
相较于传统换铺法,客货共线铁路一次铺设无缝线路快速铺架施工技术取消了工具轨,减少铺短轨后换铺长钢轨等繁杂工序,在大幅提高铺架效率的同时节约了成本:①铺架基地规模缩小,基地内只需混凝土枕存放区及一个长钢轨存放区,相较于传统基地规模减小了3/4;②减少了设备使用,减少了轨节钉联机、龙门吊、机车、换轨车、收轨车及大量平板车等相关机械设备投入;③施工工序减少,传统的短轨拼装、倒装、运输、铺设及换铺长钢轨等工序去掉了,节省了近一半的人、材、机等工程成本;④取消了工具轨,节省了工具轨的购置(租用)、运输、调迁等费用。
4 结语
近些年,随着铁路交通的迅速发展,客货共线铁路传统的边铺边架换铺施工的模式在施工组织中存在的弊端越来越明显。客货共线铁路一次铺设无缝线路快速铺架施工技术中,TCM60铺轨机组单枕法铺轨经验成熟,与新研究的JQ190型架桥机配套设备相结合,通过中南通道项目铺轨架梁生产实践,研究总结出一整套的客货共线铁路一次铺设无缝线路快速铺架施工技术和方法,提高了客货共线新建铁路的施工能力,节省了大量人力、物力,社会及经济效益显著。
猜你喜欢
云南画报(2021年11期)2022-01-18
云南画报(2021年6期)2021-11-13
中国特种设备安全(2021年1期)2021-07-21
装备制造技术(2020年1期)2020-12-25
智能城市(2018年8期)2018-07-06
小哥白尼(趣味科学)(2018年2期)2018-05-25
科学中国人(2016年18期)2016-12-23
工业设计(2016年4期)2016-05-04
设备管理与维修(2016年6期)2016-03-16
石油化工建设(2015年6期)2015-12-01
