
民用核安全设备焊接人员考核组织管理研究与建议
2023-09-13 07:43:08赵旭东
核安全 2023年4期
孔 琳,赵旭东,陈 明
(中机生产力促进中心有限公司,北京 100044)
《民用核安全设备焊接人员资格管理规定》(生态环境部令第5 号)和《民用核安全设备无损检验人员资格管理规定》(生态环境部令第6号)于2020 年1 月1 日开始施行。两部新部门规章的变化之一是调整了焊接人员和无损检验人员考核的组织实施模式,将由考核单位组织、实施调整为由民用核安全设备特种工艺人员考核秘书处(以下简称秘书处)负责组织,由考核单位负责实施[1,2]。为了更好地组织实施考核工作,秘书处从核电行业相关单位中择优选聘了高级考评员,以协助秘书处开展考核组织工作。
针对焊接人员考核工作,秘书处颁布了《核安全特种人员资质管理工作指南》(NNSA/HQ-00-PZ-MP-013)、《民用核安全设备特种工艺人员资格审批程序》(NNSA/HQ-06-PZ-IP-001)、《民用核安全设备特种工艺人员资格考试考评人员管理程序》(NNSA/HQ1-00-PZ-MP-003)和《民用核安全设备焊接人员操作考试技术要求(试行)》(国核安发[2019]238 号)以及焊条电弧焊、钨极惰性气体保护电弧焊(手工、机械化或自动)、熔化极气体保护电弧焊、激光焊和电子束焊等7 种焊接方法考试的操作考试规程。上述管理程序和考试规程明确了焊接人员考核的组织管理要求和技术要求,是焊接人员考核组织和实施的基本依据[3-6]。
中机生产力促进中心(以下简称中心)作为秘书处成员单位,在2020 年8 月至2022 年8月期间,组织焊接、无损检验人员考核共60 场,有6400 余人次参考。其中焊接人员考核38 场,有3800 余人次参考,合格率约65%。
本文对中心两年来所组织的全部焊接人员考核情况和重点问题进行总结和分析,讨论考核组织的核心关切点、实施重点和难点,针对焊接人员考核的组织、过程控制和实施等重点方面进行探讨研究,并提出相关工作建议。
1 基本情况
1.1 考核基本流程
根据《民用核安全设备特种工艺人员资格审批程序》中的要求,焊接人员考核的主要流程如图1 所示。主要环节包括考前准备、理论考试、操作考试、试件编码、试件转运、试件无损检验、成绩登记和确认、资料收存等,具体如下。

图1 焊接人员考核的主要流程Fig.1 Main process of welding personnel examination
1.1.1 考前准备
秘书处选聘考评人员组成考评小组,对考核单位考核条件和考核准备情况进行现场核查。
1.1.2 理论考试和操作考试
在理论考试开始前,考评人员宣读考试纪律,确认参考人员身份。考试时间为1 h。
操作考试按照考试安排和技术要求有序开展。
1.1.3 试件编码
操作考试结束后,对焊接试件使用临时编号(明码)遮盖试件原始编号(暗码)。
1.1.4 试件转运
将编码完成后的试件转运到无损检验各环节中。
1.1.5 试件无损检验
考核单位按照国核安发[2019]238 号[6]文的相关要求依次对焊接人员操作考试试件进行目视检验、渗透检验和射线检验。
1.1.6 成绩登记和确认
汇总理论考试、操作考试成绩并签字确认。
1.1.7 资料收存
将考核过程中所涉及的部分资料粘贴秘书处封条后归档保存。
中心通过分析,识别出直接影响考核结果公平公正和考核结果有效性的关键环节。这些环节包括:理论考试和操作考试、试件编码、试件转运、无损检验。操作考试和无损检验这两个环节,需要焊接和无损检验专业技术性强的高级考评员重点关注。
1.2 高级考评员情况
2021 年,根据《民用核安全设备特种工艺人员资格考试考评人员管理程序》中的要求,秘书处择优选聘了焊接人员考核高级考评员共50名。高级考评员至少要满足以下条件。
(1)专业方面:具有焊接、无损检验等专业高级职称或者中级职称或高级技师资格,且满足相应年限。
(2)工作经历方面:从事过焊接人员资格考试、培训工作或者从事焊接工艺设计工作,且满足相应年限。
(3)荣誉方面:获得过省部级及集团公司以上技术成果、参加过学术组织或担任职务、取得过无损检验资格证书等。
按考核单位划分,这些高级考评员来自行业内、外32 家单位,其所在单位按类型分布情况如图2 所示。其中有29 人来自14 家考核单位。这些人长期从事焊接人员考核有关工作,工作经验丰富,熟悉民用核安全设备焊接人员考核工作流程和要求,是高级考评员的重要组成人员。
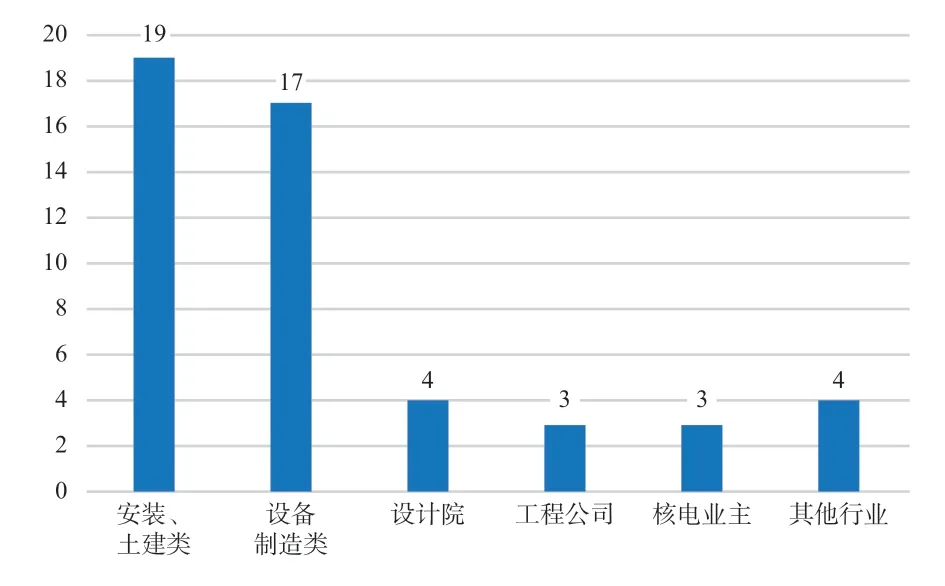
图2 高级考评员分布情况Fig.2 Distribution of senior evaluators
按专业划分,高级考评员中包含焊接技术人员和焊接技能人员,分别为44 人和6 人。焊接技能人员中包含获得“技能大师”称号的6 人。
此外,高级考评员中还有8 人持有民用核安全设备无损检验人员VT Ⅱ级和PT Ⅱ级证书。
为了保证考评人员在考核过程中的公平公正,秘书处不仅发布考评人员管理程序,规定纪律要求,还对高级考评员的评判过程中进行监督。
1.3 考核情况
目前,常设的焊接人员考核单位共15 家,含17 个考核地点。中心在两年的工作中,共在11 家单位,12 个考核地点组织过焊接人员考核工作。除上海第一机床厂有限公司所申请的激光焊和电子束焊考核外,其余37 场考核的具体情况如表1 所示。

表1 11 家考核单位考核情况统计Table 1 Detailed statistics of 11 examination unit
从表1 中可以看出,中心在中国核工业第五建设有限公司(以下简称中核五)和中国核工业二三建设有限公司(以下简称中核二三)组织的考核次数最多,分别为10 场和8 场。中心在5 家安装、土建单位共组织25 场考核,占总考核量的65.8%,5 家单位总的考核量约为2900 人次,占全部考核量的77.3%,平均每场约95 人次。其余6 家设备制造单位的平均考核次数为2 场、平均考核人次为71 人次,明显较安装、土建单位低。3 家安装单位的每场平均参考人次达到137 人次。2 家土建单位的每场平均参考人次约80 人次,与设备制造单位相当。
以中核五和中核二三为例,在两年内各场考核人次统计如图3 和图4 所示。从图中可以看出,中核五和中核二三所组织考核的每场平均参考人数逐年增加,进入2022 年,场均参考人次在150~200 人次,最高参考人次为中核二三公司,单场最多达到354 人次。

图3 中核五各场考核人次统计情况Fig.3 Statistics of examination person per times of CNF

图4 中核二三各场考核人次统计情况Fig.4 Statistics of examination person per times CNI23
2020 年8 月至2021 年8 月、2021 年9 月至2022年8月,中心各组织19场焊接人员考核,参考人次分别为1387 人次和2511 人次,平均每场参考人次分别为73 人次和132 人次。
2 分析和研究
2.1 考核组织重点及控制
图1 展示了焊接人员考核的基本流程。经过两年多的考核实践,为了保障考核的顺利进行、保证考核全流程见证,理论考试和操作考试、试件编码、试件转运、无损检验四个环节都需要安排高级考评员重点关注。
每场考核在高级考评员的选择上需要考虑以下两个方面。
2.1.1 考核量和考核单位条件
根据考核量和考核单位的场地条件,选择数量匹配的高级考评员。例如:
(1)对于考核量大的考核单位,要特别关注操作考试过程和无损检验环节。针对操作考试过程,选择有技术能手背景的高级考评员。针对无损检验环节,选择能力强且考核工作经验丰富的高级考评员,并且可以根据考核量适当多安排1-2 名。
(2)对于目视检验场地与渗透检验场地相隔较远或在不同车间的考核,为了满足全过程见证的要求,要比目视检验场地与渗透检验场地在同一片场地的考核多选出一名高级考评员。
2.1.2 高级考评员专业
从专业的角度选择与考核重点环节匹配的人员,例如:
(1)选择一名长期从事焊接人员考核工作的考核单位考评员担任考评组长,以重点关注理论考试、试件编码和试件转运等并统筹安排整场考核;
(2)选择一名有焊接技术能背景的考评员,以重点关注操作考核过程控制;
(3)选择一名持有VT Ⅲ级和PT Ⅲ级证书的无损检验表面组考评员,以重点关注考核中目视检验和渗透检验环节;选择一名有RT Ⅲ级证书的无损检验体积组考评员,以重点关注考核中射线检验环节。
2.2 技术问题
除了上述考核的关键环节需有效实施和控制外,中心还发现了目前管理程序和技术文件中未涉及或待完善,以及各个考核单位执行不一致的情况。
2.2.1 焊接设备
在考核过程中,中心发现各考核单位的焊接设备存在如下问题。
(1)部分焊接设备老旧,容易出现故障,影响操作考试的正常进行。比如,自动焊或机械化焊设备在考试过程中出现死机;钨极惰性气体保护焊设备老化导致焊枪导管松动,出现密集气孔等问题。
(2)各考核单位焊接设备品牌型号不一,非考核单位的参考人员对设备不熟悉,影响发挥。
统一考核单位焊接设备并向行业公开,有助于各单位有针对性地购置与考试相同型号的焊接设备进行练习,减少因设备不熟悉产生的影响,营造更加公平公正的考核环境。
2.2.2 目视检验后试件的打磨问题
对于手工电弧焊板对接和管对接考核试件,试件表面的纹路和成形可能影响渗透检验的判断。
《核电厂核岛机械设备无损检测第4 部分:渗透检测》(NB/T 20003.4—2021)[7]“6.3 检测时机”中要求:“通常焊接接头的渗透检测应在焊接完成后进行”;“7.1.1 表面条件”中规定:“一般情况下,保持零件的焊接、滚轧、铸造或锻造后的状态就可以得到满意的表面状态。若表面高低不平,有可能遮蔽某些不允许的缺陷,则可以使用打磨、切削加工或其他方法制备表面”。
在产品的制造中,焊缝可以在原始表面、修磨后和磨平后表面三种情况下产生。对于焊接人员考核,修磨焊缝表面可能引起如下问题:
(1)渗透检验能够检测出一些缺陷,可能会在表面打磨中去除;
(2)如果在打磨过程中去除了一些缺陷,可能会对后续的射线检验结果造成影响。
目前各考核单位采取以下两种办法:
(1)利用角磨机将焊缝纹路修磨掉,去除高低不平的焊缝,使得焊缝平滑过渡,如图5 所示;

图5 角磨机修磨后的焊缝Fig.5 Weld after angle grinder grinding
(2)利用电动钢丝刷将焊缝表面氧化皮等残留物去除,并不破坏焊缝纹路,如图6 所示。

图6 电动钢丝刷清理后的焊缝Fig.6 Welds cleaned by electric wire brush
综合考核程序、标准要求和考核实践,中心认为在焊接人员考核中应避免VT 检验合格后对焊缝表面的修磨,在不破坏焊缝表面状态的情况下,可以使用电动工具去除氧化皮等残留物。
2.2.3 无损检验模板
中心在考核过程中发现,对于一些考核量大的单位,无损检验人员多数由各项目临时调派,考前交底不充分,对考核试件的检测内容和要求不熟悉,只能边做检测边熟悉要求,这样增加了出错的概率。因此,统一无损检验模板,将每种试件的检测项以及要求都统一标注出来,让无损检验人员清楚地知道某类试件的检测内容是什么,相对应的合格数值是什么,有助于提高考核效率、减少出错概率。
2.3 考核组织中发现的问题
在考核过程中,中心也发现了一些关于考核单位和考评员未尽职履责方面的问题。例如:
(1)在态度方面,考核单位考评员在考试监考时接打电话、填写操作考试过程控制表不及时、不严谨;
(2)在管理方面,考核单位交底不充分。无损检验人员对检验要求不熟悉,检验过程中出现错判、漏判等。
针对上述情况有以下两种解决方式:
(1)对于需立整立改的问题,秘书处工作人员发现后会立即制止,提出要求,直至整改完成;
(2)对于需长期整改的问题,秘书处工作人员会在考核结束的末次会上进行经验反馈,对考核单位提出整改要求,并在下次考试时对整改情况进行检查。
3 结论
本文总结了中心近两年的焊接人员考核管理情况和考核实施情况,论述了考核组织重点和难点。通过分析认为,焊接人员考核组织的关键是根据考核量和考核单位的条件,针对操作考试过程和无损检验,合理选择具有专业背景的高级考评员。
同时,本文对焊接人员考核中发现的问题进行了分析,形成如下建议:
(1)加强对高级考评员、考核单位考评员关于部门规章、技术要求以及考核实践中问题的宣贯、培训和反馈,让其充分了解考核流程和考核要求,保障高级考评员、考评员与秘书处统一认识、统一行动、规范执行。
(2)进一步完善管理程序和技术文件中关于无损检验模板、目视检验后试件打磨程度等未涉及或待完善的内容。
(3)目前的考核组织模式是秘书处工作人员加高级考评员现场见证的模式,面对疫情的不确定影响,需要探索秘书处工作人员视频见证加考核单位所在省市高级考评员现场见证模式、秘书处工作人员和高级考评员全视频见证等多种考核组织方式,保证考核按计划有效执行。
猜你喜欢
广东造船(2023年4期)2023-09-18 15:54:46
广东建材(2022年5期)2022-06-10 08:48:20
广东造船(2021年6期)2021-09-23 05:22:35
建材发展导向(2021年6期)2021-06-09 05:57:08
金属加工(热加工)(2020年12期)2020-02-06 05:59:00
常州工学院学报(2019年5期)2019-03-24 05:43:56
制造业自动化(2017年2期)2017-03-20 14:26:13
制造技术与机床(2016年7期)2016-08-31 08:37:03
设备管理与维修(2015年12期)2015-04-09 06:57:24
中国质量与标准导报(2014年10期)2014-02-28 22:25:54
