重介质旋流器入口压力和悬浮液密度控制研究
2023-08-31 09:32韩变变
机械管理开发 2023年7期
韩变变
(山西焦煤霍州煤电白龙洗煤厂, 山西 临汾 031400)
0 引言
煤炭洗选是对原煤进行加工的关键环节,对原煤进行分类,从而实现煤炭的最优化利用。目前,我国以重介质选煤为主,重介质选煤的最终分选效果与其相关的工艺参数息息相关,主要包括悬浮液的密度、固体浓度、旋流器的入口压力等。在实际分选过程中,重介质悬浮液的密度根据精煤中的灰分比例对其进行动态调整。但是,在实际控制中,重介质悬浮液密度控制存在一定的滞后性且控制精度不佳;而且,在悬浮液密度相对稳定的工况下,容易出现重介质旋流器入口压力过大或者过小的情况[1-5]。上述两种问题均是影响最终煤炭分选效果的情况。因此,本文将开展关于重介质旋流器入口压力和悬浮液密度控制的研究。
1 重介质分选技术概述
基于重介质分选技术对原煤进行洗选的根本原理为阿基米德,重介质旋流器的离心力作用极大地提升了原煤中密度不同物质的分选速度和分选精度,尤其是可实现对原煤中细粒煤和极细煤的高效分选。一般来说,重介质分选的工艺流程如图1 所示。
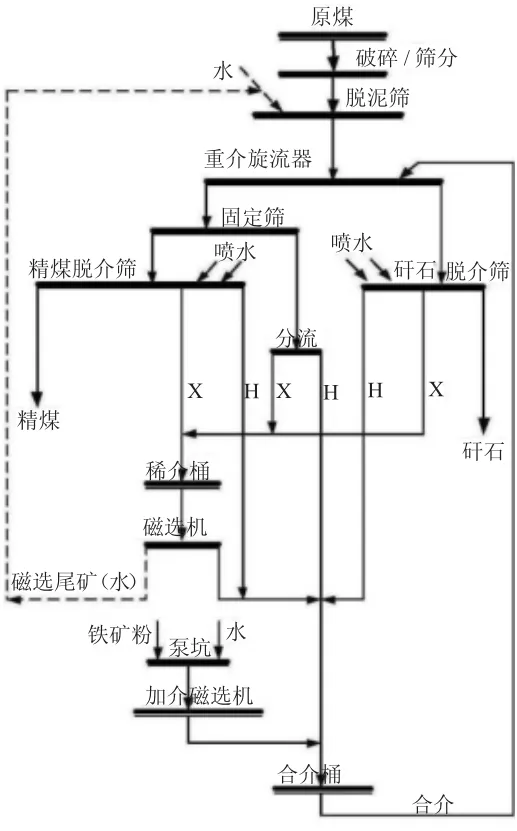
图1 重介质分选工艺流程
由图1 可知,原煤首先经过破碎、筛分等基础操作后,在脱泥筛、重介质旋流器、固定筛、脱介筛、磁选机以及合介桶等设备后完成了分选任务,最终得到精煤产品。本文重点对重介质旋流器相关环节的工艺参数包括其入口压力和悬浮液的密度展开研究。其中,合理控制重介质旋流器的入口压力可实现对原煤的分选速度;合理控制重介质旋流器中悬浮液的密度对于最终精煤的产品质量有重要的影响,尤其是直接控制精煤中的灰分比例。
本文所研究重介质旋流器的技术参数如表1 所示。

表1 重介质旋流器关键技术参数
2 重介质旋流器入口压力的控制
2.1 重介质旋流器入口压力的模糊控制策略
对于重介质旋流器入口压力这一参数而言,在实际生产中主要表现的问题为入口压力值控制不稳定,从而导致重介质旋流器所提供的离心力不稳定。入口压力直接表现为混合物沿着重介质旋流器内壁的切向速度。从理论上讲,当切向速度过小时,原煤得不到充分的分选;当切向速度过大时,原煤中密度较大的物料会对旋流器内壁产生较为严重的磨损现象。因此,对重介质旋流器入口压力进行合理控制,从而保证切向速度的合理性,将直接影响原煤的分选效果。
对实践生产中的数据进行统计分析,得出在不同入料压力下重介质旋流器的分选效果如表2 所示。
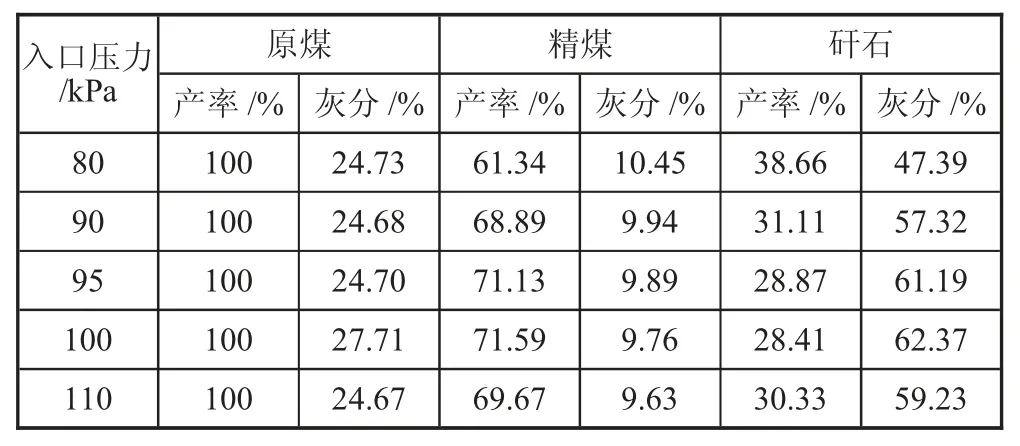
表2 重介质旋流器不同入口压力下对应分选效果
由表2 可知,入口压力在80~110 kPa 之间时,随着入口压力的增加,精煤产率呈现先增大后减小的变化趋势,精煤灰分呈现不断减小的趋势;对应矸石的产率呈现先减小后增大的变化趋势,矸石灰分呈现先增大后减小的变化趋势。
不论从理论分析还是从实践生产均表明:重介质旋流器入口压力在一定范围之内,其值越大越有利于对所得精煤产品的灰分比例,从而提高精煤产品的质量。因此,需将重介质旋流器入口压力控制在合理范围之内,保证设备的分选力,最终保证精煤产品质量的稳定性。
为实现对重介质旋流器入口压力的调整控制,采用模糊PID 控制算法根据重介质旋流器的入口压力和设定的最佳压力值得出控制指令,通过变频泵实现对入口压力的闭环控制。重介质旋流器入口压力控制如图2 所示。
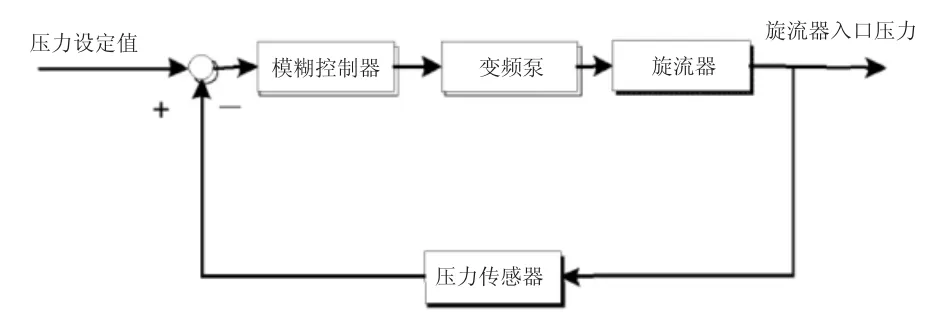
图2 重介质旋流器入口压力控制
对于模糊PID 控制而言,需要根据重介质旋流器入口压力的控制需求及其现场设备的参数,完成相应的模糊控制器设计、隶属函数的确定、模糊控制规则的制定等流程,建立模糊控制策略。基于模糊算法对PID 控制器中比例、积分和微分三个环节的参数进行优化调整,保证其对重介质旋流器最快、最高精度的控制。
根据重介质旋流器的实际工况,并在模糊控制算法的优化下得出其PID 控制器的三个环节的系数如下:比例环节系数为2.0,积分环节系数为1.23,微分环节系数为2.3。
2.2 重介质旋流器入口压力模糊控制效果仿真
基于Simulink 软件建立的模糊控制模型如图3所示。
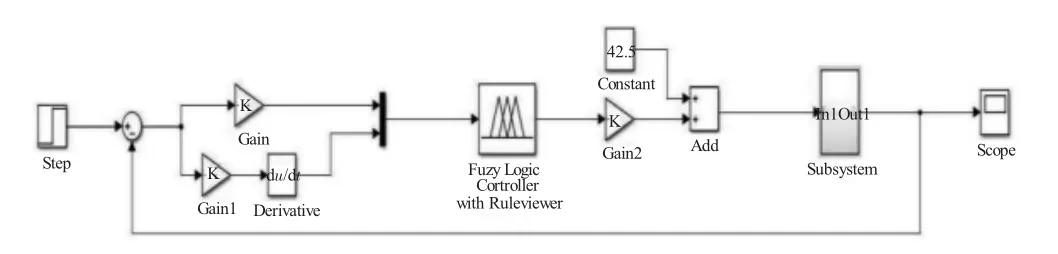
图3 重介质旋流器入口压力模糊控制仿真模型
设定仿真时间为500 s,旋流器的初始压力值为0 kPa,重介质旋流器最佳入口压力为100 kPa,分别研究模糊控制策略对无扰动工况下入口压力达到预设值的调节时间和超调量;在有扰动情况时,系统再次达到稳定所需时间和超调量。仿真结果如表3 所示。
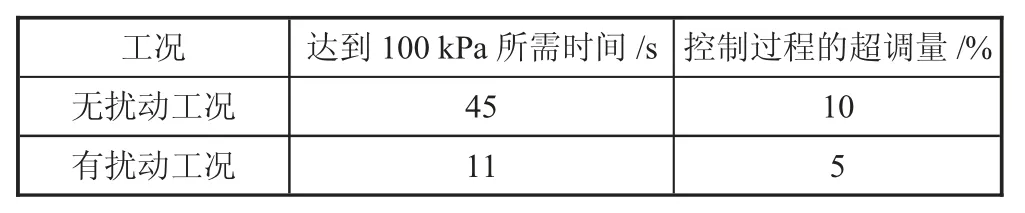
表3 模糊控制算法对重介质旋流器入口压力控制的效果
由表3 可知,在无扰动工况下且初始压力为0 kPa 时,系统达到预设压力值所需时间为45 s,整个控制过程的超调量为10%;在200 s 时加入扰动后,在11 s 后入口压力再次达到稳定值,并且在调整过程的超调量为5%。
3 重介质旋流器悬浮液密度的控制
针对重介质旋流器悬浮液密度的控制也采用模糊PID 控制算法实现其功能。对于悬浮液密度的控制而言,需要为其设置密度控制器和液位控制器两部分。其中,密度控制器主要对悬浮液的密度进行控制,其对应的模糊PID 控制器中的比例环节系数为2.1,积分环节系数为0.11,微分环节系数为0;液位控制器主要对悬浮液的量进行控制,其对应的模糊PID 控制器中比例环节系数为0.26,积分环节系数为0.01,微分环节系数为0。
对上述悬浮液控制系统的控制效果进行仿真,仿真结果如表4 所示。
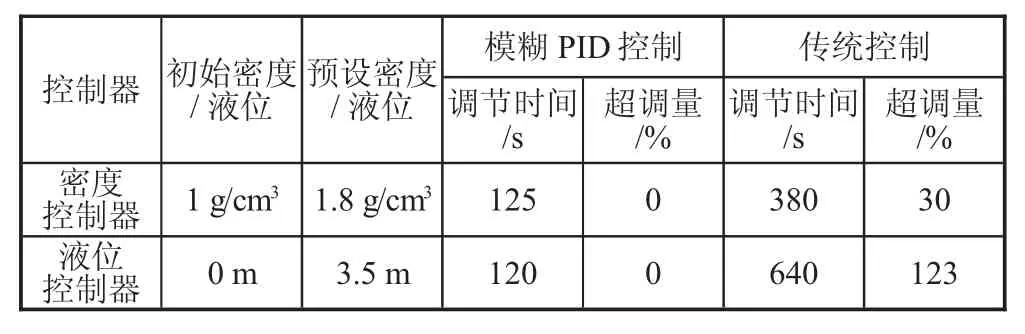
表4 悬浮液控制系统的模糊PID 控制效果
由表4 可知,基于模糊PID 控制策略能够更好地解决悬浮液密度控制滞后的问题;同时,采用模糊PID 策略对应控制过程相对稳定,超调量为0。
4 结语
重介质选煤为当前选煤厂的主流分选技术,其核心设备为重介质旋流器。实践表明,重介质旋流器入口压力和悬浮液密度是影响最终分选效果的参数。针对重介质旋流器入口压力控制不稳定和悬浮液密度控制滞后的问题,将模糊PID 控制策略应用于其中很好地解决了上述问题,为保证煤炭的分选效果奠定基础。
猜你喜欢
选煤技术(2022年3期)2022-08-20
选煤技术(2022年3期)2022-08-20
选煤技术(2022年2期)2022-06-06
煤炭加工与综合利用(2021年7期)2021-08-26
航空发动机(2021年1期)2021-05-22
科学家(2021年24期)2021-04-25
云南化工(2020年11期)2021-01-14
煤炭加工与综合利用(2020年11期)2020-12-16
含能材料(2020年8期)2020-08-10
选煤技术(2018年6期)2018-03-04