氧化太阳电池硫化原因及改善措施分析
2023-07-29 09:09:32温云佳王贵梅许志卫
太阳能 2023年7期
温云佳,王贵梅,许志卫,王 松,董 亮
(晶澳太阳能有限公司,邢台 055550)
0 引言
随着晶体硅太阳电池技术的不断发展,p型SE-PERC单晶硅太阳电池技术凭借优异的光电转换效率和投资性价比逐渐成为市场主流。此类太阳电池利用良好的表面钝化技术,降低了单晶硅表面态密度和表面少子复合速率[1],因此该技术在光电转换效率方面有较大提升。激烈的光伏市场竞争环境下,客户端对太阳电池光电转换性能和外观表现都提出更高要求。太阳电池的氧化不仅影响光电转换效率,同时还会导致太阳电池外观栅线异常(该异常是生产制造过程中,太阳电池烧结后容易发生的一种异常现象)。目前,行业内对氧化太阳电池的处理方式是重新烧结,然而重新烧结需要占用烧结炉产能,单独编辑(针对氧化片重新烧结的工艺运行参数)重新烧结工艺,增加人工二次操作,对产能、成本、碎片率均存在不良影响,也是极大的成本浪费,因此如何避免太阳电池氧化的产生是亟待解决的问题。
本文针对p型SE-PERC单晶硅太阳电池的氧化现象,通过扫描电子显微镜(SEM)扫描太阳电池氧化位置和正常位置来分析氧化现象产生原因,然后分析太阳电池氧化区域微观图像上存在的黑点的元素成分,最后给出预防太阳电池氧化的措施。
1 实验
1.1 实验工艺流程及测试仪器
1.1.1 p型SE-PERC单晶硅太阳电池的制备
p型SE-PERC单晶硅太阳电池(下文简称为“太阳电池”)的制备流程为:硅片清洗制绒→高温磷扩散→SE激光重掺杂→去除背面及边缘p-n结及去磷硅玻璃(PSG)→氧化→背面氧化铝+背面钝化减反射膜→正面钝化减反射膜→背面激光开槽→丝网印刷烧结→光注入/电注入→成品太阳电池检测分选。
1.1.2 测试仪器
测试仪器采用飞纳扫描电子显微镜-能谱分析(SEM-EDS)一体机Phenom ProX。扫描电镜是对材料进行研究分析的重要手段,广泛应用于半导体器件研发、诊断和电学性能提升[2]。能谱仪(EDS)结合扫描电湿微镜使用能进行材料微区元素种类与含量的分析,其工作原理是:各种元素均有各自的X射线特征波长,特征波长的大小取决于能级跃迁过程中释放出的特征能量,EDS就是利用不同元素X射线光子特征能量不同这一特点来进行元素成分分析[3]。
利用SEM-EDS来分析太阳电池氧化位置的微观图像及成分,以便于进一步明确太阳电池氧化现象发生的原因。
1.2 实验方案设计与分析
1.2.1 实验方案设计
实验选用的太阳电池为存在氧化现象的成品太阳电池,氧化太阳外观如图1中红色线框处为氧化位置,氧化现象表现为栅线位置发黑。

图1 氧化太阳电池外观Fig. 1 Appearance of oxidation solar cell
由于不同银浆料的银粉粒径和玻璃粉含量对晶体硅太阳电池光电转换性能均有明显影响[4],为了分析验证不同银浆种类产生氧化太阳电池的原因是否一致,采用由a、b两种不同正面银浆生产的存在氧化现象的成品太阳电池各3片作为实验样品,每片标记非氧化区域位置和氧化区域位置,制作6个SEM测试样品。
测试样品的制备方法:太阳电池正面朝上,将标记好的待测试区域裁剪成面积约为3 mm×3 mm方形,然后用导电胶将其粘到测试台,将测试台放入SEM进行测试。测试时SEM使用统一放大倍数3000倍,观察样品的微观形貌,并进行相应的EDS能谱分析。
1.2.2 实验结果及分析
测试的样品中某片氧化太阳电池的氧化区域和未氧化区域的微观形貌对比如图2所示。从图2可以看出:氧化区域栅线上存在小黑点(以红色圆圈标识),而未氧化区域栅线整体发白,未发现小黑点,推测氧化区域小黑点可能是存在某些化学反应生成物。

图2 某氧化太阳电池的微观形貌Fig. 2 Micromorphology of oxidation solar cell
6个测试样品的EDS元素扫描结果如表1所示,a、b两种正面银浆测试结果存在一致性,均为氧化区域含元素硫,而非氧化区域不含元素硫,表明硫元素的存在是氧化太阳电池外观异常的主要原因。
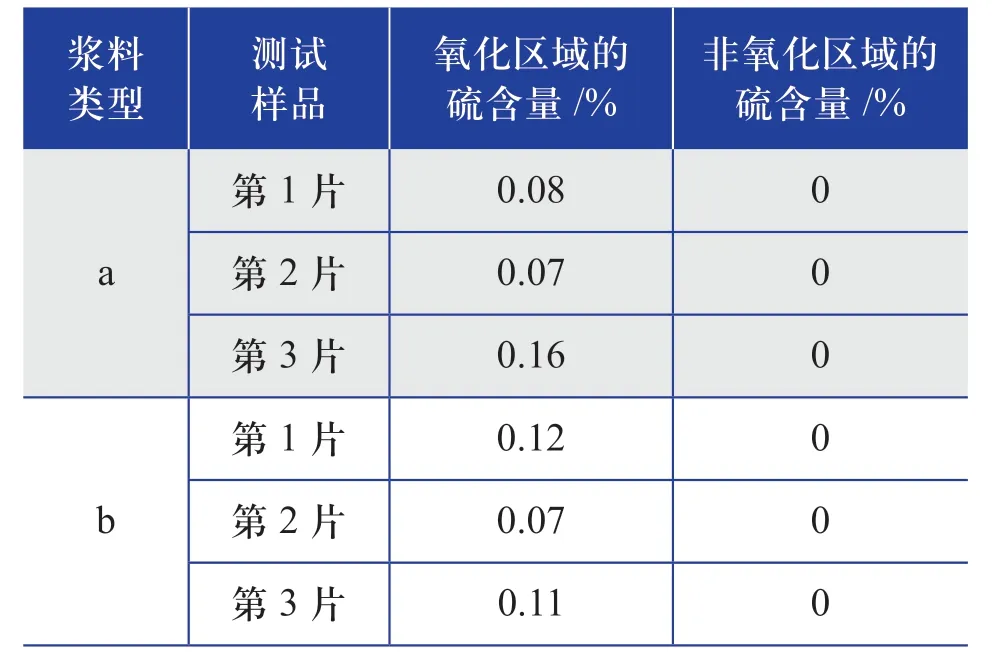
表1 6个测试样品的EDS方案扫描结果Table 1 EDS elemental scanning results of six test samples
实验结果表明,生产线中氧化太阳电池产生的主要原因是栅线位置存在硫化现象。太阳电池正面丝网印刷浆料为银浆,银和少量硫会发生化学反应,产生硫化银(Ag2S)。由于硫化银为灰黑色,随着银和硫反应的加剧,硫化银增多,白银表面颜色由白变黄、变灰或变黑[5]。
2 结果与讨论
2.1 硫元素来源讨论
进一步追溯太阳电池栅线产生硫化现象中硫元素的来源并进行验证,其中硫元素可能来源于太阳电池包装材料、太阳电池制备过程、工人的劳保用品、生产及存储环境等方面。
1)太阳电池包装材料使用珍珠棉、间隔纸、中空垫板、包装袋及包装盒等,如果这些材料中含硫,与电池接触可能导致栅线位置硫化。
2)太阳电池制备程中会使用H2SO4等化学药品,残留硫元素导致太阳电池印刷烧结过程中栅线位置产生硫化现象。
3)生产操作过程中工人的劳保手套接触太阳电池,手套中含硫元素,导致手套和太阳电池接触位置栅线硫化。
4)车间环境、仓库环境和外围环境中含硫元素,其中外围环境中的硫元素通过采风系统进入车间或者仓库,导致太阳电池在存放过程中发生硫化现象。
下文对这几个硫元素来源进行详细分析。
2.1.1 包装材料中含硫情况
太阳电池生产过程中,会使用间隔纸、中空垫板、包装盒、包装袋等。选取不同包装材料种类,按照前文方式制作测试样品,放置于测试台面进行SEM-EDS测试。各种包装材料分别制作2个样品,SEM-EDS元素扫描结果如表2所示,从结果可以看出,包装材料中均未发现硫元素。

表2 包装材料中硫元素扫描结果Table 2 Soanning results of S elenent in packaging materials
2.1.2 太阳电池制备过程中含硫情况
随机抽取各条生产线直接生产的太阳电池,烧结完成后立即取片,控制从取片到测试的时间在30 min以内,每条生产线抽测3片,制作测试样品放置于测试台面进行SEM-EDS测试。从测试结果得到,直接生产的太阳电池测试中未发现硫元素。
2.1.3 工人的劳保用品含硫情况
为了防止静电作用及汗液等污染太阳电池,其制备造过程中操作员需要佩戴PVC劳保手套。抽测采用不同厂家、不同批次的劳保用品制备的太阳电池作为测试样品,放置于测试台面进行SEM-EDS测试,结果显示,未发现硫元素。
2.1.4 生产及存储环境中含硫情况
太阳电池生产过程中,生产线中去除背面、边缘p-n结及PSG的湿法清洗工序是酸抛工艺路线。使用硝酸、硫酸、氢氟酸的混酸溶液腐蚀背面、边缘p-n结及PSG,其中硝酸的主要作用是对硅进行氧化,氢氟酸的主要作用是刻蚀清洗氧化硅,硫酸的主要作用是增加溶液表面张力,从而可保证硅片在刻蚀过程中正面不会出现过抛现象,以保证刻蚀的均匀性。
含有硝酸的废液处理过程中会使用固体硫化钠水溶液来中和,硫化钠和硝酸发生化学反应,会产生硫化氢气体。硫化钠又称臭碱、臭苏打、硫化碱,为无机化合物,呈无色结晶粉末,吸潮性强,易溶于水,水溶液呈强碱性。露置在空气中时,硫化钠会放出有臭鸡蛋气味的有毒硫化氢气体[6]。硫化钠在水中发生两个水解反应,是可逆的,其反应方程为:
经推测,废液处理过程中产生的含有硫化氢的气体可能会经过循环换风系统重新进入太阳电池存放环境,导致成品太阳电池栅线位置产生硫化,导致太阳电池光电转换效率下降,且太阳电池外观栅线发黑,呈现典型的“氧化”特征。电池成品仓库与废水处理站直线距离30 m,生产车间与废水处理站直线距离500 m,晶体硅太阳电池行业内测试H2S含量普遍使用美国检测仪GLA132-H2SN的H2S分析仪,精度为PPB(part per billion,表示10亿分比浓度),能以极高的精度和灵敏度在环境空气或工业过程中完成测量。对不同区域的H2S含量进行测试,结果如表3所示。从表3可以看出:距离废水处理站较近的仓库及仓库外围的H2S含量较高,为太阳电池硫化提供了硫元素来源。

表3 不同区域的H2S含量Table 3 H2S content in different areas
2.2 防止太阳电池氧化的方法讨论
2.2.1 太阳电池包装方式优化
根据测试结果显示,太阳电池发生氧化主要是银栅线位置硫化,若采取更严密的太阳电池包装方式,隔绝太阳电池与硫元素的接触,理论上应该可以防止氧化现象的产生。因此对A、B两种包装方式出现氧化时间的差异性进行对比分析,确定通过改善包装方式防止太阳电池氧化的方案。其中,包装方式A为原有包装方式,采用防锈袋加中空板包装太阳电池;包装方式B为优化后包装方式,即在包装方式A的基础上再进行真空包装,进一步避免太阳电池与外界接触,隔离太阳电池与外界硫元素的接触。采用A、B两种包装方式包装的太阳电池各10片,在仓库废水处理站排风口放置1周时间,统计每天产生氧化太阳电池的数量,结果时间如图3所示。从可以看出:优化后的增加真空包装方式B可以有效隔绝太阳电池与硫元素的接触,包装方式A在第5天出现2片氧化太阳电池,第7天出现5片氧化片,包装方式B在第7天出现1片氧化太阳电池,改善为包装方式B,即增加真空包装,可以减少氧化太阳电池的数量,延缓氧化太阳电池出现的时间。

图3 采用不同包装方式的太阳电池氧化结果对比Fig. 3 Comparison of oxidation results of solar cells using different packaging methods
2.2.2 太阳电池存储环境优化
采用相同包装方式A,将太阳电池存储在不同温湿度仓库环境中,收集不同温湿度条件下,随时间累积太阳电池氧化情况,结果如表4所示。

表4 不同温湿度条件下随时间累积太阳电池氧化情况Table 4 Accumulation of solar cells oxidation over time under different temperature and humidity conditions
从表4可以看出:高温高湿环境下,太阳电池更容易出现氧化。通过对太阳电池仓储环境增加空调和除湿装置,保证仓储环境温度在25~40 ℃、湿度小于50%,可以减少氧化片的产生。
2.2.3 安装化学过滤器
在生产车间空调系统安装化学过滤器,过滤掉硫化氢,从而切断硫元素来源。安装化学过滤器后,太阳电池未包装前裸片静置氧化时间增长,汇总不同太阳电池存放位置(C1~C6共6个)的太阳电池平均氧化地间,具体如图4所示。可同看出:太阳电池的平均氧化时间由安装前的35 h增加到138 h,同比增长103 h。

图4 安装化学过滤器前后太阳电池平均累计时间对比Fig. 4 Comparison of arerage oxidation time of solar cells before and after installing chemical filter
2.2.4 氧化后太阳电池的处理方法
氧化后太阳电池经过重新烧结后,外观可以恢复正常。正常烧结工艺和氧化太阳电池重新烧结工艺对比如表5所示。降低温度的目的是为了防止过烧导致栅线破坏p-n结。

表5 重新烧结工艺与正常烧结工艺烧结温度对比(单位:℃)Table 5 Comparison between resintering process and normal sintering process(Unit: ℃)
类型温区1温区2温区3温区4温区5温区6温区7温区8温区9温区10温区11温区12正常烧结工艺480490550600650700750800900840780600
3 结论
本文基于p型SE-PERC单晶硅太阳电池出现氧化现象的原因进行分析,通过SEM-EDS测试,扫描太阳电池氧化位置和正常位置的微观图像和元素成分,发现氧化区域存在黑点,显示为硫元素,非氧化区域没有硫元素分析,表明太阳电池氧化实际是银栅线位置发生硫化导致,进一步分析得出硫元素来源于含硝酸的废液处理过程中产生的H2S气体。通过优化太阳电池包装方式为真空包装,保证太阳电池仓储环境满足温度25~40 ℃、湿度小于50%,在生产车间空调系统安装化学过滤器等方法,可有效减少太阳电池氧化现象的产生,提升p型SE-PERC单晶硅太阳电池的产品质量和客户满意度。
猜你喜欢
计量学报(2022年7期)2022-08-23 09:23:28
仪表技术与传感器(2019年9期)2019-10-14 06:15:04
中国特种设备安全(2019年3期)2019-04-22 05:05:38
山东工业技术(2016年15期)2016-12-01 05:30:43
工程建设与设计(2016年2期)2016-08-22 09:12:56
云南师范大学学报(自然科学版)(2015年5期)2015-12-26 12:46:14
环境科技(2015年5期)2015-11-08 12:08:58
电源技术(2015年5期)2015-08-22 11:18:12
电源技术(2015年7期)2015-08-22 08:49:00
电源技术(2015年12期)2015-08-21 08:58:58