图像处理技术在船舶管系建造监管中的应用
2023-07-22 08:24冯书丽
舰船科学技术 2023年12期
冯书丽
(河南工业职业技术学院, 南阳 473000)
0 前 言
在船舶建造过程中,船舶管系的设计和建造占据着重要地位。随着船舶的吨位越来越大,结构也越来越复杂,安装在船舶上的管系类型多种多样,安装也比较困难,因而在管系的安装过程中如果出现问题将会给船舶建造带来极大的安全隐患。传统的管系建造监管是通过对管系的建造流程以及人员进行监管,在建造流程中对使用的相关材料、焊接情况、涂层情况等进行人工检查,对人员的监管主要是通过定期对人员进行培训,并对相关工作人员进行专业知识考核。在建造流程中,人工检查的效率很低,特别是对管系焊接的检查很依赖于人工经验,对涂层的检验是使用相关的检测仪器来获取涂层的厚度等参数,因而这种监管方式比较费时费力。
图像处理技术利用图像增强、图像处理算法等对船舶管系建造过程中管系焊接、涂层等进行检查,使用图像处理技术进行管系建造监管的优势在于能够大幅度提升检测效率,同时有利于实现船舶管系建造的信息化系统集成,改变原有人工监管的弊病。国内外有很多学者研究了图像处理技术在建造监管中的应用。陈鑫[1]提出使用激光视觉传感技术将图像处理技术应用于自动焊接,研究结果表明,通过对图像的去噪和增强,图像处理技术可以大幅度提升焊接的精度。左浩[2]提出使用图像处理算法来对焊缝的完整程度进行识别,建立常规焊接图像质量特征库,使用支持向量机的方法结合特征库进行训练可以完成对焊缝中存在的裂纹和漏洞等进行识别。赵辉[3]针对迷彩涂层质量检测的问题,提出使用机器视觉对相关问题进行检测。
本文在国内外研究的基础上,将图像处理技术应用于船舶管系建造的监管过程,通过对管系建造过程中的管道种类、焊接质量等进行检测,达到对船舶管系建造监管的目的。
1 图像预处理技术
1.1 图像去噪
图像去噪技术是常见的图像处理方法,目前常用的图像去噪方法包括高斯滤波以及中值滤波。在船舶管系建造过程中,获取的图像经常会存在高斯噪声,因而在对图像处理前需要使用中值滤波去除图像中存在的噪声[4-5]。
对目前已经采集的船舶管系照片处理时发现:使用当前图像采集系统获取船舶管系的图片,这些图片的噪声主要包括2 种,一种是幅值随机分布的噪声,另外一种则是幅值相同,但是出现在图片中的位置是随机的。图像的中值滤波方法通过提取图像的灰度值,并且将图像分为若干个区域,根据邻域内的像素值来确定中心的像素值,因而可以有效消除噪声。中值滤波使用奇数个点的窗口,并将2 个元素灰度值的平均值作为中心点的亮度,一般中值滤波会采用多种窗口滤波,本文使用3×3、5×5 以及7×7 窗口,并使用船舶管系的噪声图片进行实验对比,图1 所示。可以看出,3×3 中值滤波效果最好。
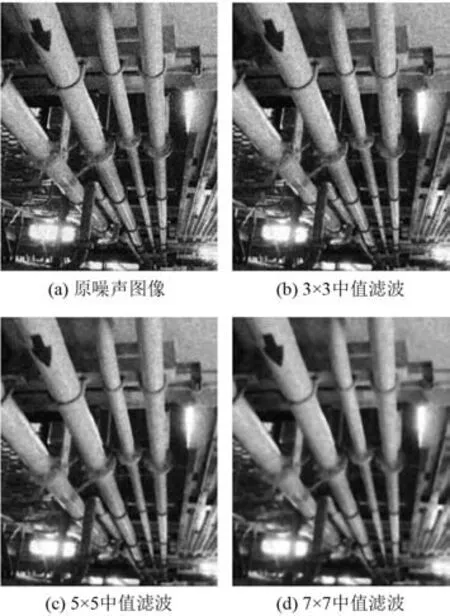
图1 不同窗口中值滤波效果比较Fig. 1 Comparison of filtering effect of different windows median
1.2 图像增强及边缘提取
船舶管系在建造过程中,使用CCD 或者其他图像成像设备采集的图像很有可能受到光线的影响导致成像效果不佳,因而在使用图像处理技术应用于船舶管系建造监管时需要对图像进行增强,尽量消除环境因素对采集图像质量的影响。因而图像增强的最终目标是为了提取目标图像中的有效信息,包括轮廓以及一些重要边缘信息等[6]。
直方图均衡是目前最为常用的一种图像增强方法,其基本思想是先获取原图像的灰度分布,然后将原始图像的直方图均匀分布,降低图像不同像素之间的亮度差,提升图像整体的对比度。图2 为直方图均衡前后的对比效果,可以发现在均衡前,一些像素点的亮度非常集中,而在均衡后这些像素点的范围得到了有效扩展。
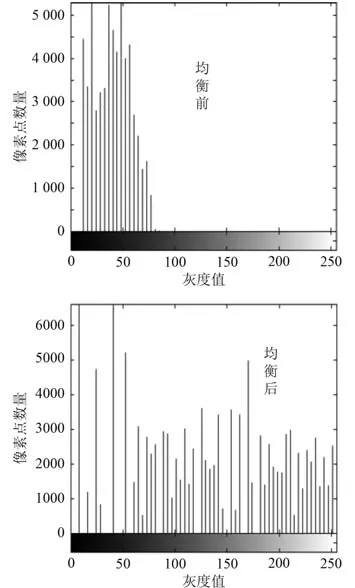
图2 直方图均衡效果对比Fig. 2 Histogram balancing effect comparison
图像的轮廓提取在对船舶管系建造监管中完成管系整体的监控,在完成图像的增强后即可使用边缘检测和特征提取算法完成船舶管系的边缘检测。使用Sobel 边缘检测算子确定管道的边缘,图3 为图像边缘检测的原理示意图。图像函数f(x,y)对横坐标x和纵坐标y求偏导数,分别为:
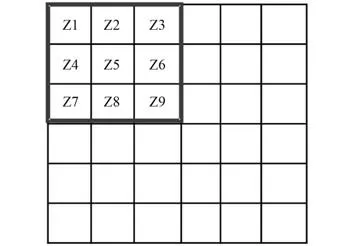
图3 边缘检测原理示意图Fig. 3 Schematic diagram of edge detection principle
则梯度值可以表示为:
当σ≥ 设定阈值时,则该点为图像的边缘点。
图4 为船舶管系边缘提取结果。可以看出,通过边缘检测能够得到所有管道的轮廓,包括一些管道上的指向箭头等标志,这些都将大大降低对管系建造监管中的工作量,极大提升监管效率。
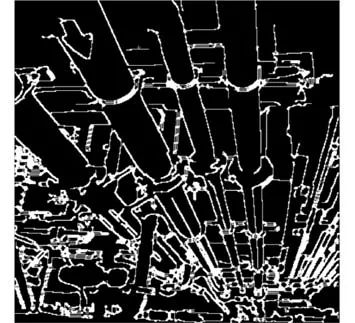
图4 船舶管系边缘提取Fig. 4 Ship piping edge extraction
2 图像处理在管系建造监管中的应用
2.1 船舶管系的识别
在船舶管系建造过程中,船舶不同管系的颜色均不相同,可以通过对船舶管系颜色的识别来对建造过程中管道的排布进行监管,表1 为常见管系的颜色。

表1 船舶不同管系的颜色Tab. 1 The colors of the ship's different piping systems
所有管道的颜色都是由R,G,B 三种颜色不同层度的叠加来实现,因而对船舶管系颜色的识别可以帮助监管人员通过和建造图纸对比发现存在的问题,由于每一种颜色对应的管道类型是确定的,因而可以通过图像识别的方法快速地确定船舶管系建造是否符合图纸的建造要求[7]。在实际应用中,由于管道纵横交错,因而管道颜色的鉴别需要结合轮廓检测实现,检测出每一种颜色管道的具体走向,可以更加清晰确定当前船舶管系的建造和设计图纸之间的差别。
2.2 管系焊接质量检测
船舶很多管系在连接处需要进行焊接作业,而焊接质量受到焊接技术、焊接工艺选择、焊接材料的质量、机器设备的状态以及环境因素等影响。
为了使用图像处理技术对焊接质量进行合理评价,需要使用SVM 向量机技术结合图像处理技术。SVM向量机技术可以根据历史图像数据来学习合格焊缝要求,对那些焊接不合格的焊缝进行判定,如焊接的边缘不是直线,或者焊缝处焊接不均匀等。支持向量机技术可以通过有限的样本学习实现对线性问题以及非线性问题的判定。
将焊缝分为以下几种类型:合格焊缝(A1),焊缝现状缺陷(A2),焊缝裂纹(A3),焊缝未焊满(A4),焊缝表面气孔(A5)。使用支持向量机技术对焊缝质量进行判定的主要流程如下:
1)建立管系焊接图像训练库,初始化所有的特征值。图库需要从不同船舶上的若干管道焊接处拍照,同时在建立焊缝图片库时需要根据4 种不同的焊缝类型采集同样数量的图片,共计1 000 张。将1 000 张图片中的500 张作为训练集,另外500 张作为测试集,测试集和训练集均包含每种焊缝类型图片100 张。
2)将所有测试集图片和训练集图片归一化处理,形成统一大小的焊缝图片库,图片大小为400×400。
3)选择核函数。在支持向量机中需要选择合适的核函数,目前常用的核函数包括多项式核函数、高斯核函数以及 Sigmord 核函数。本文选择高斯核函数作为建立的船舶管道焊缝质量分类的核函数,采用的高斯核函数具体定义如下:
其中,δ2为方差。
4)完成样本的训练并建立训练分类模型。
5)对建立的训练分类模型的参数进行优化,参数的选择可以根据10 次训练结果的分类正确率来判定,选取这10 次训练结果中正确率最高的5 次,并将这5 次训练中所使用的参数求平均值。
6)将经过参数优化后的分类模型作为测试分类模型,对500 幅焊缝图片进行测试,得到所有的图片分类结果,并将结果和实际结果进行对比分析。
通过以上流程即可实现图像处理技术和支持向量机技术的有效结合,在训练完成后即可实现对船舶管系焊缝的识别和判定,具体流程如图5 所示。
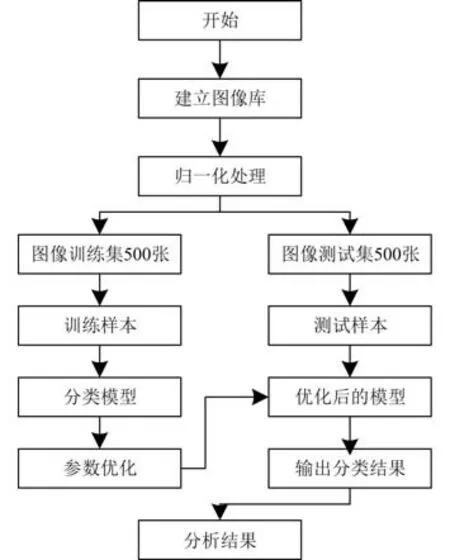
图5 基于SVM 和图像处理的焊缝分类判定流程图Fig. 5 Weld classification decision flow chart based on SVM and image processing
3 结 预
船舶管系建造是一项系统性工程,管系的安装以及焊接过程中会受到材料质量、工人技能、焊接工艺等多方面的影响。传统船舶管系建造监管依靠人力效率很低,本文在对图像处理技术应用船舶管系建造监管。
1)对图像预处理技术进行研究,包括图像去噪、图像增强以及边缘提取等。对不同窗口的中值滤波效果进行比较,并对比直方图均衡前后效果,在此基础上提取船舶管系的边缘特征。
2)研究图像处理技术在船舶管系识别中的应用,通过对船舶管系颜色和轮廓的识别,可以确定船舶管系的建造和设计图纸之间的差别。
3)研究船舶管系焊接质量的影响因素,提出了基于支持向量机和图像处理技术的焊缝分类判定流程。通过少量样本的训练可以完成对船舶管系焊缝焊接质量的基本判定,大幅度提升船舶管系建造监管效率。
猜你喜欢
力学与实践(2021年6期)2021-12-31
黑龙江电力(2021年5期)2021-12-29
舰船科学技术(2021年2期)2021-04-10
制造技术与机床(2018年12期)2018-12-23
电子制作(2018年18期)2018-11-14
通信产业报(2016年44期)2017-03-13
电气化铁道(2016年4期)2016-04-16
机电产品开发与创新(2014年5期)2014-03-11
河南科技(2014年1期)2014-02-27
雕塑(1999年2期)1999-06-28