
利用万能工具显微镜校准倒角触摸规的原理和实例
2023-07-13 12:39覃业钦周祖旭池世鹏
时代汽车 2023年13期
覃业钦 周祖旭 池世鹏
摘 要:倒角触摸规是用来检测工件光孔倒角的一类检具,检测工件光孔倒角前需要先对倒角触摸规进行校准,以便保证检测的准确性。传统校准倒角触摸规的方法是使用一套特定工装,外加两根辅助测量棒,以及一个千分表组合,即可实现校准。本文从另一个视角,介绍利用万能工具显微镜校准倒角触摸规,此方法首先通过几何知识和代数知识推导,得出高度h的表达式,从而确定L的起点和止点,利用万能工具显微镜测出L的长度,再代入倒角触摸规校准尺寸Φ的表达式,便可以得到倒角触摸规校准尺寸Φ的实际值。
关键词:倒角触摸规 万能工具显微镜 校准
Principles and Examples of Calibrating Chamfered Touch Gauges Using a Universal Tool Microscope
Qin Yeqin,Zhou Zuxu,Chi Shipeng
Abstract:Chamfered touch gauge is a kind of inspection gauge used to detect the chamfer of the workpiece smooth hole, and the chamfer touch gauge needs to be calibrated before detecting the chamfer of the workpiece smooth hole to ensure the accuracy of the detection. The traditional method of calibrating a chamfered touch gauge is to use a specific fixture, plus two auxiliary measuring rods, and a dial indicator. This paper introduces the use of universal tool microscope to calibrate the chamfered touch gauge from another perspective. The method first derives the expression of height h through geometric knowledge and algebraic knowledge, so as to determine the starting and ending point of L, uses the universal tool microscope to measure the length of L, and then substitutes the expression of the chamfer touch gauge calibration size Φ to obtain the actual value of the chamfered touch gauge calibration size Φ.
Key words:chamfer touch gauge, universal tool microscope, calibration
1 校准倒角触摸规的传统方法
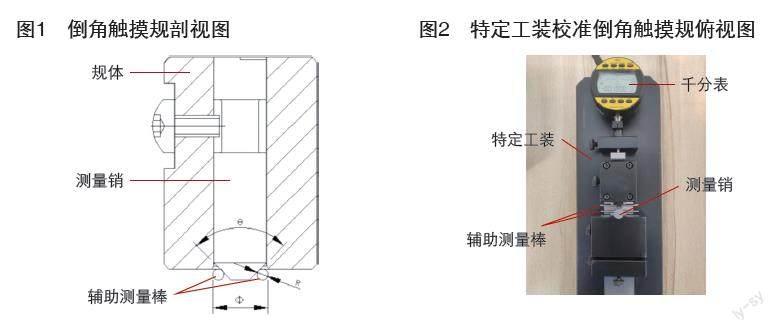
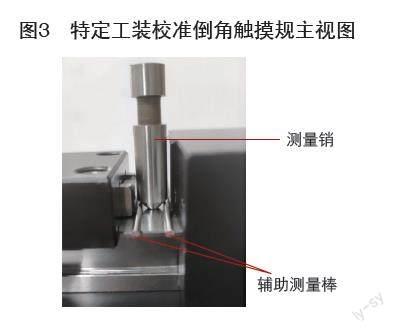
倒角触摸规是用来检测工件光孔倒角的一类检具,为了保证检测的准确性,必须先保证倒角触摸规是符合设计尺寸要求的,这就需要定期去校准倒角触摸规。倒角觸摸规主要校准尺寸是两根辅助测量棒间的距离Ф(如图1),传统方法是使用一套倒角触摸规校准特定工装(如图2),外加两根辅助测量棒,以及一个千分表组合。把倒角触摸规的测量销拆卸下来,垂直放置在工装上,工装两平面紧贴两个辅助测量棒,两个辅助测量棒紧贴测量销倒角(如图3),便可以在千分表上读出尺寸Ф的实际值。
2 传统方法的局限性
使用特定工装校准倒角触摸规,工装精度不高,使用辅助测量棒贴合测量存在间隙的可能,会造成误差,且全程需要手工操作,人工误差较大,同时,辅助测量棒的制造误差也会累积到测量误差里面,从而导致测量结果不是那么的可靠。而经过几何知识和代数知识推导后,可以使用精度更高的万能工具显微镜来校准倒角触摸规。
3 利用万能工具显微镜校准倒角触摸规
通过几何知识和代数知识推导,得出高度h的表达式,从而确定L的起点和止点,利用万能工具显微镜测出L的长度,再代入倒角触摸规校准尺寸Φ的表达式,便可以得到倒角触摸规校准尺寸Φ的实际值。
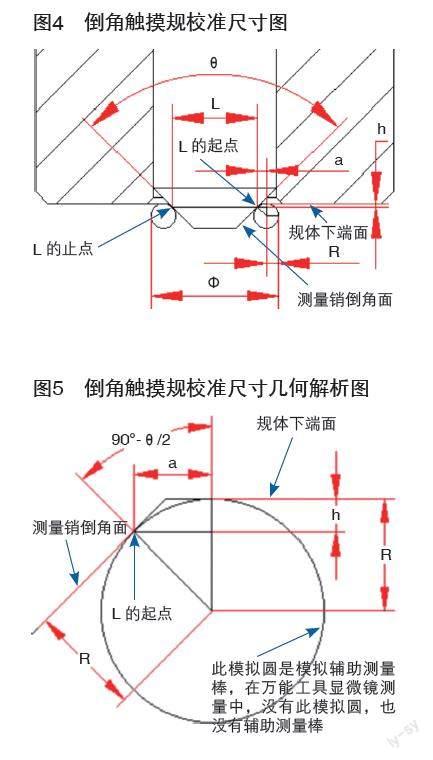
根据倒角触摸规的校准尺寸图(图4),辅助测量棒与规体下端面和测量销倒角面分别相切,由几何知识可得:
Φ=L+2R+2a (1)
其中辅助测量棒的半径R和测量销倒角的角度θ(如图4)在设计倒角触摸规时候已经确定,为已知数值。
在(1)式里面,还存在两个未知数:L和a。为了得到L和a的实际值,我们把图4 右边测量棒位置放大成图5,通过几何知识可以求出a的实际值。而L为测量销倒角锥形某一截面直径,我们可以通过万能工具显微镜投影测量,问题是,在万能工具显微镜镜头下,没有模拟圆,也没有辅助测量棒,那么如何找到L的起点和止点,于是我们在几何解析图中,过L的起点作一条水平线,引入一个距离参数h(如图5),通过求得h,即可在万能工具显微镜测量中,镜头从规体下端面上的任意点垂直往下移动h,再水平与测量销倒角面相交,此交点即是L的起点,从起点水平向左移动,与左边测量销倒角面相交点便是L的止点,起点和止点找到,便可实现利用万能工具显微镜测量L的长度。具体推导如下:
先求参数a:
在图5中,由三角函数知识可得:
sin(90°-)=
求得:
a=R sin(90°-) (2)
再求参数h:
在图5中,由勾股定理可得:
a2+(R-h)2=R2
求得:
h=R- (3)
将(2)式代入(3)式,可以求得:
由此,我们推导出了h的表达式,而R和θ是制作倒角触摸规时候已经给定的值,代入上式便可以求出h的实际数值。在万能工具显微镜测量中,镜头中心点从规体下端面上的任意点垂直往下移动h长度,然后向左水平移动,使其与测量销倒角面相交,此交点即是L的起点,记下此点坐标,继续水平向左移动镜头,与左边测量销倒角面相交,此交点即是L的止点,记下此点坐标,两点坐标的距离即是L的实际值,最后把L和a代入(1)式可得:
Φ=L+2R+2R sin(90°-)
至此,我们得到Φ的表达式,把R值和θ值(R值和θ值在设计倒角触摸规时候已经确定,为已知数值),以及万能工具显微镜测到的L值,三个值代入上式,即可得出我们需要测量的Φ值,若我们测量得出的Φ值在设计图纸规定的Φ值公差范围内,即可判断此倒角触摸规合格,可以继续使用于测量工件光孔倒角。
4 实际例子
在利用万能工具显微镜校准倒角触摸规的实际例子中,把倒角触摸规平躺放置在万能工具显微镜的镜头之下,使规体轴线与万能工具显微镜X轴线垂直,万能工具显微镜镜头朝下对准倒角触摸规上测量销的倒角(如图6图7)。
上下移动镜头,调节好焦距,在电脑屏幕上,可以清晰的看到投影上来的规体下端面(图8)和测量销倒角面(图9),此时便可以按照前面推导的方法,在测量销倒角面上精准找到L的起点,记下此点坐标,再找到L的止点,记下此点坐标,软件自动计算两点坐标的距离,便是L的值。
下面我们找来了缸盖生产线上某个倒角触摸规进行校准,先查看其设计图纸(图10),可以看到图纸要求Φ为13.743(0,-0.025),R和θ分别是1.5和90°。
我们按照方法,先计算h值:
=0.4393
得到h值为0.4393mm,镜头中心点从右边规体下端面上的任意点垂直往下移动0.4393mm,然后向左水平移动镜头,使镜头中心点与测量销倒角面相交,此交点即是L的起点,点击采集此点坐标,继续水平向左移动镜头,使镜头中心点与左边测量销倒角面相交,此交点即是L的止点,点击采集此点坐标,点击电脑软件计算这两点坐标的距离,即是L的实际值,按如上操作,我们测量到L值为8.6099mm(图11),我们把R、θ和L值代入Φ表达式,如下:
Φ=L+2R+2Rsin(90°-)
=8.6099+2×1.5+2×1.5 sin
=8.6099+3+2.1213
=13.7312
即测量得到的Φ值为13.7312mm,此倒角触摸规设计图纸要求13.743(0,-0.025),13.7312在设计图纸要求的公差范围内,判断此倒角触摸规合格,可以继续使用于测量工件光孔倒角。
5 效果分析
校準倒角触摸规不再局限于特定工装,使用万能工具显微镜也可以校准,万能工具显微镜属于高精度光学测量仪,精度更高,测量准确性更好,能够更加准确的判断倒角触摸规是否符合图纸设计尺寸。
赛克公司机加工车间生产的245T、280T缸体和缸盖,有多个光孔倒角加工,生产工艺图纸规定了各个光孔倒角加工尺寸的公差要求,生产线旁SPC站利用倒角触摸规对工件加工出来的光孔倒角进行检测,为保证检测的准确性,需先保证倒角触摸规是合格的,这就需要定期校准倒角触摸规,防止倒角触摸规有磨损或者变异导致检测不准。我们会定期利用万能工具显微镜校准倒角触摸规,确保倒角触摸规合格,才可继续使用于测量工件光孔倒角。
利用万能工具显微镜校准倒角触摸规,已经使用到245T、280T缸体缸盖线旁检具-倒角触摸规的校准中,使用效果良好,校准精度更高,灵活性更好,不需再使用特定工装。
6 结语
(1)对倒角触摸规进行几何解析,通过几何知识和代数知识推导,得出倒角触摸规最终测量尺寸Φ的表达式,利用万能工具显微镜测出L的实际值,把L值代入Φ的表达式,可得到最终测量尺寸Φ的实际值,方法独特。
(2)万能工具显微镜属于高精度光学测量仪,比特定工装精度更高,校准倒角触摸规更加精准,减少人工误差。
(3)不再局限于使用特定工装校准倒角触摸规,无需定制各个尺寸的辅助测量棒,使用更高精度的光学设备直接投影测量,对各个尺寸的倒角触摸规测量,具有更好的灵活性。
参考文献:
[1]段伟飞,穆亚娟.万能工具显微镜的基本原理和测量方法[J].价值工程,2018,37(17):239-240.
[2]刘亚俊.倒角尺寸测量器具的校准[J].中国计量,2016(05):109-110.
[3]于佃清.倒角卡尺校准方法的研究[J].新型工业化,2021,11(04):142-143.
