矿井钢丝绳芯皮带输送机快速更换胶带工艺实践
2023-07-13 12:04张亮
煤炭与化工 2023年5期
张亮
(冀中能源邯郸矿业集团 矿山管理分公司,河北 邯郸 056000)
带式输送机在煤矿主要用于煤炭的运输,与矿车等其他运输方式相比,带式输送机可实现连续运输,并且输送距离远、输送能力强,且便于实现自动化、智能化控制。带式输送机按照材质可以分为钢丝绳芯输送带、PVC 输送带等多种。其中,钢丝绳芯输送带在输送带内部内嵌钢丝绳,提高了抗拉强度和拉伸强度,在煤矿生产中得到了广泛的应用。由于井下环境恶劣,输送带长时间使用容易出现钢芯锈蚀、断裂等故障,存在重大安全隐患,因此在煤矿生产中,需要对皮带进行定期更换。常规的更换方法用时较长,对生产影响较大。因此,本文以郭二庄矿为例,研究钢丝绳芯输送带快速更换工艺,缩短更换时间,保证煤矿正常生产。
1 概 况
1.1 输送带基本情况
冀中能源邯矿集团郭二庄矿分2 个水平开采,生产的原煤经2 部强力皮带输送机提升至地面洗选厂,2 个水平之间有转载仓作为2 个水平煤炭运输的连接点。
第二部强力皮带输送机主要服务于二水平,将二水平的煤炭运输到转载仓,皮带机型号为HDX·103,运输长度1 275 m,平均坡度16°,强力胶带型号为ST/S-3150,宽度1 000 mm、厚度24.5 mm、强度3 150 N。
1.2 存在的问题
郭二庄矿二水平煤炭产量大,第二部强力皮带运输机运输负荷大、运转时间长。该皮带1992 年投入运行后,已经多次更换。目前在用的胶带使用时间已达8 a,接口出现钢丝绳抽动,跑偏、磨损等,如果处理不及时,容易造成皮带撕裂,主要为纵向撕裂,影响皮带的正常使用,给煤矿造成经济损失。根据胶带出厂说明,已到使用年限,因此决定对第二部强力皮带机胶带进行全部更换。
以往的换带方式为新带辅、设旧带回收分步更换法,该方式每次更换胶带时间长、用工多、工艺复杂、不安全因素多。
为提高更换效率,通过分析研究,决定采用井下硫化连接的方式,即将旧皮带在指定位置割断与新皮带硫化连接。
2 快速更换工艺实践
硫化地点受井下现场存放、运输和硫化等多方面条件限制。经过现场调研,将上硫化平台确定在第二部强力皮带机机尾滚筒以上100 m,下平台机尾滚筒向上30 m,位置如图1 所示。
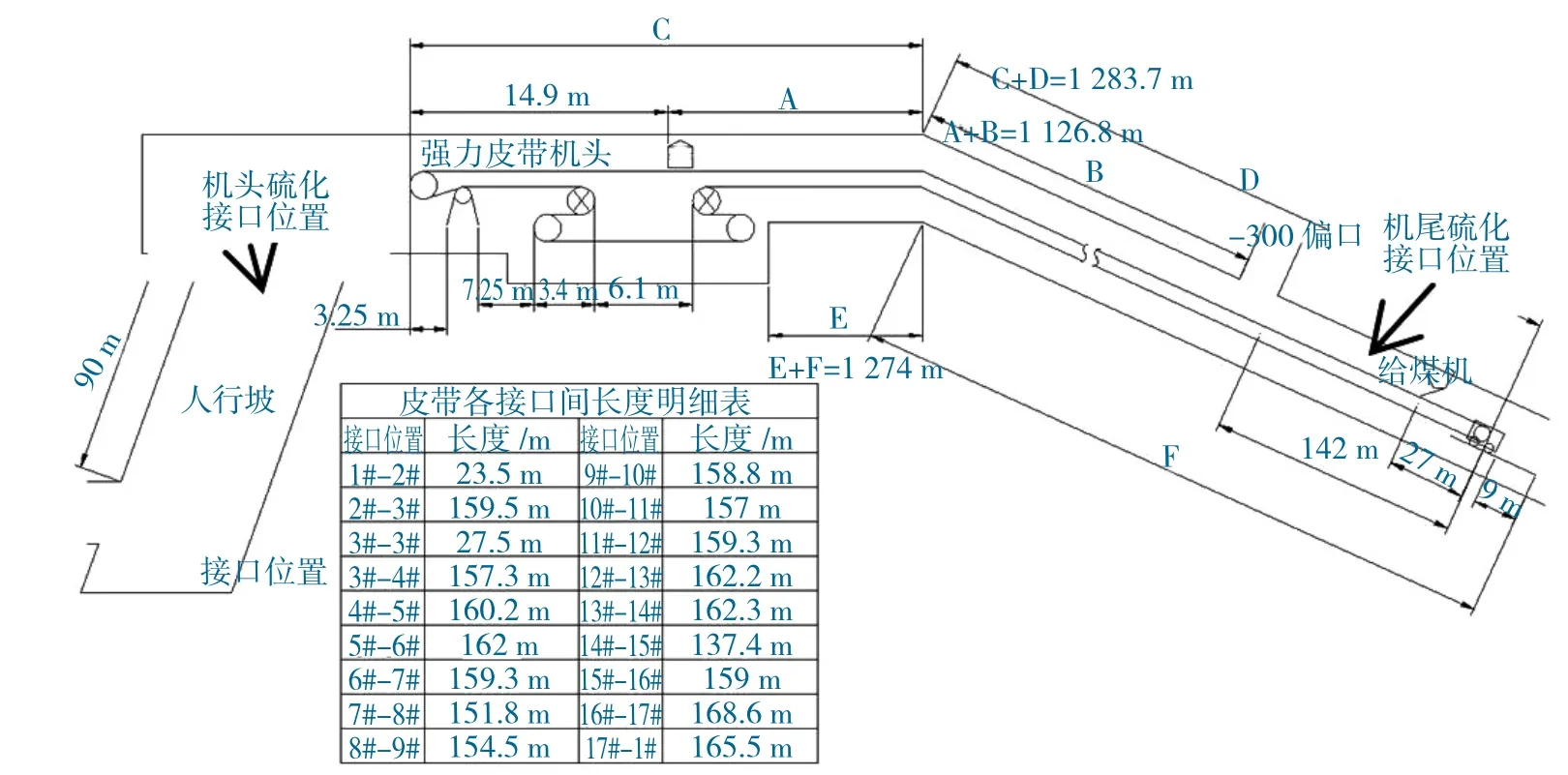
图1 硫化平台位置示意Fig.1 Position of vulcanization platform
2.1 主要设备布置及改进
2.1.1 绞车布置
为保证更换中的安全,在整个过程中安装使用了6 部绞车,绞车位置如图2 所示。其中机头绞车为30 T 回柱绞车,位于机头卸载滚筒正前方30 m处;机尾处为8 T 回柱绞车,位于机尾滚筒向上150 m 处。

图2 绞车布置图Fig.2 Winch layout
2.1.2 设施改进
(1) 旋转手轮式夹板。
新胶带下放到一定长度,开始自动下滑时,下放速度全靠人工用扳手紧螺丝的作法来控制。由于多数强力皮带输送机带速在1 m/s 以上,在换带时新带在拐角作用力的情况下,输送带冲击较大,经常会出现跑偏和卷带现象。针对以上情况,施工过程中需要控制旧带带新带的速度,速度太快容易出现安全问题,太慢则会影响施工效率。通过资料查证及以往经验,郭二庄矿将换带过程中输送机带速控制在0.2 m/s。但是这种速度由人工用扳手紧螺丝的控制办法弊端较多,人工强度高,而且容易因为受力不均而撕扯胶带。因此改进采用旋转手轮式夹板的方式进行控制。
旋转手轮式夹板采用1.2 m 长20 号普通槽钢,槽口焊接厚度20 mm、宽度400 mm、长度1 200 mm 的钢板,与钢丝绳芯胶带接触的面平均焊接φ6 mm、长度1.2 m 的圆钢,制成同样2 块,在其中1 块垂直焊接φ40 mm 的圆钢2 根,圆钢长500 mm,长度200 mm 切削成丝杠,间距1.1 m,作为底夹板;另一块作为上夹板,施工φ42 mm 的圆孔2 个,间距1.1 m,将下夹板丝杠端穿入上夹板圆孔,夹板外露丝杠旋入手轮,制成了旋转手轮式夹板。用钢丝绳把夹板与“笼门架”和运输机支架连接起来,防止夹板随胶带下滑移动。
使用手轮式旋转夹板实现紧、松速度快,两端摩擦力能实现同步,防止夹板两端施力不均衡,而撕扯胶带,同时降低职工劳动强度;另外焊接的φ6 mm 的圆钢,直径小,能使具有弹性的胶带表面发生凹型变形而增大摩擦力。
(2) 牵引夹板。
强力皮带机上、下皮带支架时,皮带机端头固定牵引夹板,连接绞车牵引。用长1.2 m、宽0.6 m、厚度20 mm 的钢板2 块,制作成夹板,在两端均匀布置8 个穿插φ20 mm 螺丝的螺丝孔,靠螺丝紧固夹紧钢丝绳芯胶带。上夹板焊接牵引环。
(3)固定夹板。
剁断钢丝绳芯胶带时,为防止钢丝绳芯胶带下滑,用固定夹板固定皮带。用长1.2 m、宽0.6 m、厚度20 mm 的钢板2 块,制作成夹板,在两端均匀布置8 个穿插φ20 mm 螺丝的螺丝孔,靠螺丝紧固夹紧钢丝绳芯胶带。
2.2 工艺流程
(1) 连接准备。
受郭二庄矿二水平井下运输限制,将每节胶带长度固定为170 m,两端相向卷成中间连接的两半卷,井上用2 个运输综采支架的大平车盘装载,运输到井下硫化地点硫化连接,全部存放到机头前方。
(2) 停机。
将需要更换的旧钢丝绳芯胶带段提升到运输机顶格,断开接口停到距机头卸载滚筒15 m 处,机头50 m 段为平巷,然后变16°斜巷至机尾。在变坡点设置3 个双“凹”字型框架,用工字钢焊接,卡在皮带机支架上,每个间距10 m,底板浇筑,简称“笼门架”。在距卸载滚筒后20 m 处,用牵引夹板固定钢丝绳芯胶带,30 T 回柱绞车上提胶带0.5 m。在“笼门架”处顶格分别安装3 副固定夹板,底格安装1 副固定夹板,2 个主滚筒底格之间安装3 副固定夹板,回绞车,平巷段钢丝绳芯胶带松开,剁断胶带。
(3) 机头新、旧胶带硫化连接。
将剁断的旧钢丝绳芯胶带拖到第二部强力皮带机机头前方,与新钢丝绳芯胶带硫化连接。
(4) 拆除旧胶带。
在第二部强力皮带机机头新旧胶带硫化时,同时拆除旧钢丝绳芯胶带。根据更换的胶带长度,确定剁断钢丝绳芯胶带位置,在机尾滚筒向上底格胶带30 m 处。为方便底格剁断胶带,在机尾向上顶格100 m 处固定牵引夹板,用8 T 回柱绞车上提钢丝绳芯胶带0.5 m,从牵引夹板前方剁断胶带,利用绞车使底格钢丝绳芯胶带松开,剁断底格钢丝绳芯胶带,向上拖钢丝绳芯胶带,完全拖出底格,人工将旧的钢丝绳芯胶带翻到人行道。
(5) 安装新胶带。
新旧钢丝绳芯胶带硫化连接后,新钢丝绳芯胶带下行首端安装牵引夹板,用第二部强力皮带机机头前方的30 T 回柱绞车,使用反绳轮将新钢丝绳芯胶带拖到支架上,反绳轮固定在第二部强力皮带机变坡点“笼门架”处,反复4 次,新钢丝绳芯胶带到变坡点以下150 m,在“笼门架”处安装2 副手轮式固定夹板,再次用绞车拖动,直至发现钢丝绳芯胶带自行下滑(现场测试大约下方200 m 后钢丝绳芯胶带开始受重力影响自动下滑),及时旋紧夹板,靠旋转手轮控制夹板对胶带加紧程度,通过摩擦力保持下滑速度恒定。当下滑大约300 m 时,安装的旋转手轮式夹板增加到5 副,固定夹板安装位置如图3 所示。到达机尾滚筒,人工将钢丝绳芯胶带绕过机尾滚筒,穿胶带到机尾底格,暂停下方胶带,固定牵引夹板,用机尾上方8 T 回柱绞车底格上提胶带,至胶带全部下放完毕。
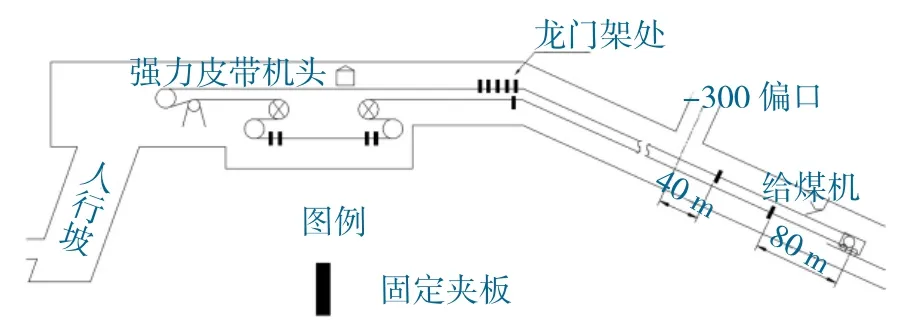
图3 固定夹板安装示意Fig.3 Installation diagram of fixed splint
(6) 机尾硫化连接胶带。
以机尾跑车位置来确定新旧钢丝绳芯胶带连接长度,剁去多余的旧胶带,开始硫化机尾底格接口,完成新旧钢丝绳芯胶带更换。
(7) 恢复试车。
安装因影响更换钢丝绳芯胶带而拆除的第二部强力皮带机托辊、支架、隔板,恢复各种安全设施;拆除各个位置临时安装的夹板、牵引板等物件,确认各项工作到位,不存在影响运转因素时,点动试车,再次确认,无误后开车,调整跑偏至正常运转。
3 应用效果及效益分析
3.1 应用效果
根据郭二庄矿以往更换钢丝绳芯胶带的经验,更换皮带全长1/3 的情况下,需要用时120 h,而采用快速更换工艺之后,更换皮带全长1/2,仅用时35 h,节省了更换时间,降低了对生产的影响。
3.2 经济效益
(1) 新工艺节省了更换时间,增加了煤炭产量。根据计算,可多出煤炭5 万t,增加利润约100 万元。
(2) 减少了停产时间。以前更换完全部胶带需要停产3 次,采用新工艺后变为2 次,增加了5 d 的产煤时间,多出煤炭资源3.5 万t,增加利润约70 万元。
3.3 社会效益
强力皮带输送机是矿主提升设备,更换胶带工作繁琐,头绪多,不确定安全因素多。通过对原先的工艺进行改善升级,在缩短更换时间而提高经济效益的同时,降低了职工劳动强度,提高了安全性,取得了显著的社会效益。
4 结 论
(1) 郭二庄矿二水平第二部强力皮带运输负荷大、运转时间长,接口出现钢丝绳抽动,跑偏、磨损等,极易造成皮带纵向撕裂,存在一定的安全隐患。
(2) 传统的新带辅设旧带回收分步更换方式时间长、用工多、工艺复杂,不安全因素多。
(3) 通过采用井下硫化连接的方式,对牵引夹板、固定夹板、旋转手轮式夹板等进行改进,减少了更换时间,降低了对煤矿生产的影响,取得了显著的经济和社会效益。
猜你喜欢
锻压装备与制造技术(2021年3期)2021-08-13
山东煤炭科技(2021年4期)2021-05-13
同煤科技(2015年4期)2015-08-21
同煤科技(2015年2期)2015-02-28
河南科技(2014年24期)2014-02-27
河南科技(2014年23期)2014-02-27
河南科技(2014年12期)2014-02-27
河南科技(2014年6期)2014-02-27
船海工程(2013年6期)2013-03-11
当代矿工(2012年11期)2012-03-29