
基于电压降探测法预防线束高温问题的研究
2023-07-10 05:12陈伟韩见强范利海丁爽
汽车电器 2023年6期
陈伟 韩见强 范利海 丁爽


【摘 要】以新能源汽车充电线束作为研究对象,通过测试发现功率端子压接区域电压降过高是导致线束温升高的主要原因之一。提出应在线束生产过程中对电压降进行监测,从而预防因电压降不合格导致的线束温升高的问题。提出使用更加便捷的直接测试法代替QC/T 29106—2014推荐的间接测试法对电压降进行测试,并建立了电压降评价体系,依靠对电压降的动态监测实现对端子压接品质的反馈调节。
【关键词】电压降;测试;预防;线束;高温
中图分类号:U463.62 文献标志码:A 文章编号:1003-8639( 2023 )06-0028-05
Research on Preventing High Temperature of Wire Harness Based on Voltage Drop Detected Method
CHEN Wei,HAN Jian-qiang,FAN Li-hai,DING Shuang
(AVIC Jonhon Optronic Technology Co.,Ltd.,Luoyang 471003,China)
【Abstract】Taking the charging harness of electrical vehicle as the research object,it was found that the exceeded voltage drop in the crimping area of the power terminal is one of the main reasons for high temperature rise of the wire harness. It was proposed that the voltage drop should be monitored during the production process which can prevent the temperature rise of the wire harness caused by the unqualified voltage drop. The direct test method was proposed to test voltage drop which is more convenient than indirect test method recommended by QC/T 29106—2014. The voltage drop evaluation system also be established,which can realize the feedback regulation to crimping quality according to the dynamic monitoring of voltage drop.
【Key words】voltage drop;test;prevent;wire harness;high temperature
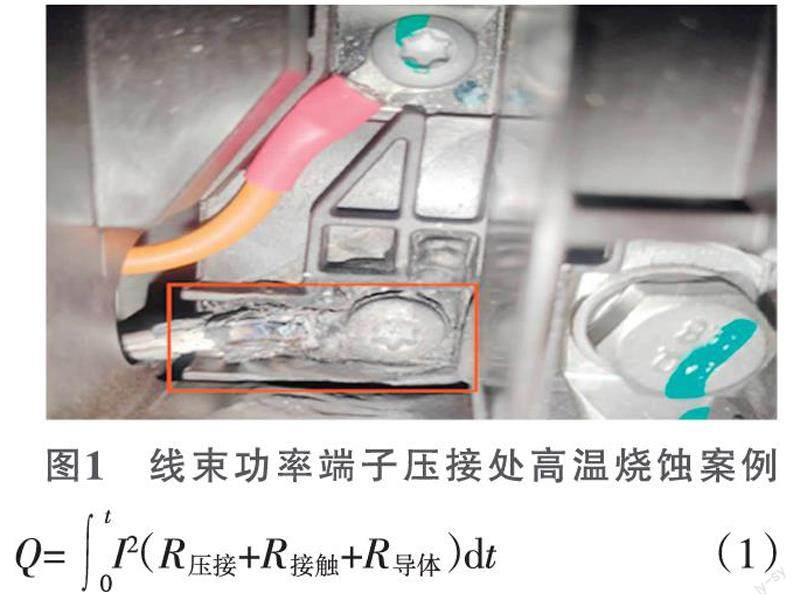
新能源汽车线束是汽车电路系统的重要组成部分,当线束通电流时,会因端子导线压接电阻、连接器接触电阻以及导体自身电阻等多种电阻的存在而产生热量,造成线束升温。当温升超过规定上限时,会威胁汽车行驶安全[1],如图1所示。
线束的主要发热量根据式(1)得出:
式中:I——导线电流计算值;R压接——端子导线压接电阻;R接触——连接器接触电阻;R导体——端子及导线导体电阻;t——导线通电时间。
端子与导线的连接一般采用压接技术,通过在端子与导线的接触区域施加压力使其产生相应的形变,实现可靠的电气和机械连接[2],因而端子导线的压接电阻R压接与线束生产过程密切相关[3]。如何在生产过程中实现对端子导线压接电阻的管控,对于预防线束特别是高压线束出现批次性温升过高的问题有着重要的意义[4]。
1 研究背景
本文以某交流充电线束作为研究对象,该线束L和N功率线路分别连接32A交流充电插座功率端子和OT型端子,使用6mm2导线,如图2所示。该线束在充电过程中有6条线束被监测到出现温升过高的问题,本文对上述交流充电线束和与其对插充电的交流充电枪进行相关测试,研究分析温升过高的原因。
2 测试分析
2.1 线束温升及电压降数据测试
本文使用直流电源、热电偶、封闭箱及温度采集器经过多组温升测试(图3),发现2条交流充电线束最大温升分别为66.5℃、68.6℃,超过标准GB/T 37133—2018规定的55℃的最大温升上限[5];另外4条交流充电线束测试时未发现温升超限異常。同时对2条32A交流充电枪进行测试,最大温升分别为55.2℃、55.8℃,均超过55℃的最大温升上限。上述温升测试具体测试数据如表1所示。
进一步对温升过高的交流充电线束和充电枪L和N功率孔位的端子压接区的电压降进行了测试,如表1所示,温升大于55℃的功率端子与导线压接区的电压降均超过标准QC/T 29106—2014规定的20mV上限。QC/T 29106—2014《汽车电线束技术条件》是中国汽车线束行业现行的主要标准之一[6]。
同时,使用与上述被测试的交流充电线束同样的压接参数压接了5条32A插座功率端子样线,分别进行了电压降和温升测试,测试数据显示电压降和温升均未超标,具体测试数据如表2所示。
2.2 温升及电压降数据分析
通过分析表1和表2共21组端子导线压接区的温升及电压降测试数据可得出以下3条结论。
结论1:表1中充电线束1的L孔位和充电线束3的N孔位最大温升均超过55℃最大温升,而其端子压接区的电压降也均超过标准QC/T 29106—2014上限20mV,且均为同一天同一批次生产的产品。
结论2:表1中其余12个孔位端子压接区的电压降均未超过标准规定上限,而其最大温升也未超过标准规定上限。
结论3:表2中5条32A插座功率端子样线端子压接区的电压降均未超过标准规定上限,而其最大温升也未超过标准规定上限。
在后续生产中,多组测试数据表明,一旦端子导线压接区电压降超过标准规定上限,其最大温升同样会超出标准规定上限。
2.3 电压降异常原因分析
为研究功率端子电压降异常偏大的原因,对表1中交流充电线束1插座端L孔位端子、交流充电线束3插座端N孔位端子进行了剖面分析,如图4所示。导线压缩比为86.44%(图5),略大于压接规范推荐的75%~85%的压缩比要求[7],即导线被压接状态偏松。为了研究导线被压接状态偏松是否是导致温升的直接主要因素,对压缩比为85%~90%端子导线样件进行电压降测试验证,结果如图6所示。结果表明:导线压缩比为86.44%并非电压降异常偏大的直接主要影响因素。
但根据相关文献研究[8],端子导线压接处压接电阻(电压降)与导线压缩比整体呈正相关趋势,文献认为将导线缩比控制在78%较为合适。因此,适当降低导线压接的压缩比对降低端子导线压接区域的压接电阻较为有利[9]。
进一步分析表1中交流充电线束1和3功率端子电压降异常偏大的原因可能为:①本批次导线压接参数设置有误;②端子导线压接过程中存在或出现可导致电压降异常偏大的不明影响因素;③其他偶发因素。上述影响因素在线束生产过程中难以被发现或识别。
根据上述分析,在线束生产过程中一旦出现可导致端子电压降异常偏大的影响因素且未被识别,就可能造成整批线束出现批次性电压降异常,即压接电阻异常,进而可能导致整批线束出现温升过高的问题。
同时,根据相关研究测试,不同生产厂家或不同规格导线的导体绞合节距、导体绞合方向、导体材料、端子和导体表面氧化程度及导体镀层等多种因素,均会对端子导线压接后的电压降产生不同程度的影响[10-15];且上述影响无规律性或其影响在生产过程中难以被识别[16]。
3 预防线束高温的措施及方法
3.1 预防措施
结合表1中的测试数据和本文2.2线束温升及电压降数据测试进一步分析,可得出如下结论:①线束生产过程中不明干扰因素随时可能出现;②不同批次线束产品所受干扰因素存在差异,如图7“黑箱理论”所示,且干扰因素对温升结果影响无规律性可言或难以被识别;③根据“黑箱理论”,无论有多少干扰因素,无论干扰因素的影响是否存在规律性或是否易被识别,只需测量端子压接区电压降是否超过标准规定上限,即可用来提前探测线束是否有可能产生高温的风险。
因此,考虑在产品生产过程中增加功率端子电压降测试工序,并引入电压降评价体系,从而实现根据端子电压降测试结果对压接参数进行动态监测和反馈调节。
3.2 电压降间接测试法
参照QC/T 29106—2014电压降的规定,设置直流电源设备的检测电流,用直流电源设备上所带的正负测试夹,分别夹住32A功率端子部件线两端的金属部分,从而构成闭环测试电路,如图8所示。
待测试区达到热平衡后,使用万用表探针或其他同样功能的设备测试端子压接区的电压降[17]。
根据QC/T 29106—2014的规定,端子压接区电压降按式(2)计算:
UAB=UAC-UCD(2)
式中:UAB——导线压接区电压降;UAC——测量点A和点C之间的电压降;UCD——测量点C和点D之间的电压降。
按照QC/T 29106—2014推荐的电压降测试方式(本文称之为电压降间接测试法),主要有2个因素致使其无法在线束生产中应用实施:①标准规定需测试区达到热平衡后方可进行电压降测量,该要求耗时较长,无法满足线束生产的流水节拍;②标准所推荐的测试方式需对导线进行两处剥皮处理,为破坏性试验,无法应用于生产中产品的测试。
3.3 电压降直接探测法及对比验证
为了能够将电压降探测技术应用到线束产品生产中,本文探索使用电压降直接测试法代替间接测试法来测试端子压接区的电压降。所谓电压降直接测试法,即将2个金属探针分别直接放置于端子压接区的2个端部,如图9所示。
为了验证因素①,分别测试在通电初始和达到热平衡后两种状态下电压降的数值,结果表明两种状态下电压降差别较小,如图10所示。因此在线束生产中测试电压降时,无需达到热平衡即可进行电压降测试。该论点同时得到了相关文献的佐證[18]。
为了验证因素②,分别按照直接测试法和QC/T 29106—2014推荐的间接测试法对比测试不同压接状态的端子电压降,如图11所示。测试结果表明:两种测试方法所测端子电压降的数值较为接近,误差基本都在2mV以内,如表3所示。因此,可以使用电压降直接测试法代替间接测试法对端子压接区的电压降进行测试,应用到生产中。
3.4 电压降评价体系建立
以32A交流充电线束为例,使用6mm2导线,QC/T 29106—2014规定的最大允许电压降为20mV,电压降区间范围较大。为了更有效地监测端子电压降,可以将合格电压降区间范围划分为5个评价等级,如表4所示。当检测到电压降为中等或合格时,反馈工艺分析原因并对压接设备或参数进行调试,直至压接设备或参数正常稳定运行。当检测到电压降为不合格时,需对本批次压接的线束进行100%测试。电压降评价体系反馈流程,如图12所示。
4 应用测试
本文所提出的测试方法,在实际使用过程中测出某批次产品功率端子压接区的电压降超过100mV,反馈至工艺查找原因。经对故障端子压接区进行剖面分析,如图13所示。从图中可以明显看出压接后的导线之间存在一定的缝隙,测试发现压接区压接高度超出规定范围,致使导线未被压紧,分析可能是压接参数设置异常所致。重新按照工艺文件调整校核压接高度后,端子压接区电压降均小于5mV,故障排除,说明本文所提出的测试方法在实际应用时有效。
本文所建议的检测方法,根据需要可以在其他线束推广应用,特别是大电流功率线束。可以根据线束前期温升表现情况,制定相应的检测数量和频率。建议检测频率参照GJB179A一般检测水平II一次正常检验,AQL=1.0抽样。
5 结论
本文通过对32A交流充电线束测试分析,总结了端子压接区电压降过高是导致线束温升高的主要原因之一,提出了在线束产品生产过程中应增加端子电压降“前工序探测技术”检测。
本文通过试验件对比测试,创新提出了使用更便捷的电压降直接测试法代替QC/T 29106—2014推荐的间接测试法,解决了间接测试法因高耗时和破坏性特点无法应用于产品生产中的两大技术难题。
本文创新提出了建立电压降评价体系,通过电压降测试数据来对端子压接区压接品质进行动态反馈调节,提升了端子压接电阻的优良性、稳定性和可靠性。
本文所提出的测试方法已于2021年11月开始在某量产项目中应用实施,在实际应用过程中可以筛查出电压降超标的产品。解决了从理论提出到实际应用的问题,在线束领域具有一定的推广价值和意义。
参考文献:
[1] 何其彪,戴启胜,胡新举,等. 电动汽车中压接端子的工艺研究[J]. 电气时代,2016(5):68-71.
[2] 陆祥. 端子压接技术研究[J]. 设备管理与维修,2020(2):98-99.
[3] 王奇,杨建玺,苑静. 浅析影响汽车连接器端子导电性能的因素[J]. 汽车电器,2015(4):49-50.
[4] 郭文洋. 汽车线束端子压接电压降的测试探讨[C]//中国汽车工程学会年会论文集,北京:中国汽车程学会,2013:420-423.
[5] 国家市场监督管理总局,中国国家标准化管理委员会. GB/T 37133—2018,电动汽车用高压大电流线束和连接器技术要[S]. 北京:中国标准出版社,2018.
[6] 刘志英. 汽车电线束试验标准与方法的研究[J]. 汽车电器,2014(4):49-51.
[7] Society of Automotive Engineers. Performance Specification for Cable-To-Terminal Electrical Crimps:SAE/USCAR21—2014[S]. USA:Society of Automotive Engineers,2014.
[8] 高翔,叶建峰. 汽车高压线束中高压端子的压接性能分析[J]. 汽车实用技术,2022,47(4):123-126.
[9] 陳奇. 实例分析压缩比对大平方线束产品温升性能的影响[DB/OL]. 线束世界,(2020-11-24)[2022-10-22]. https://baijiahao.baidu.com/s?id=1684252141106493543.
[10] 黄健峰. 线束端子压接工艺的研究与可靠性分析[D]. 北京:北京邮电大学,2016.
[11] 李翔飞,黄召明,常杰,等. 线缆线径和压线钳对压接端子热性能的影响研究[J]. 机械制造与自动化,2018,47(5):246-248.
[12] 刘小山,李启明,靳印凯. 压接高度对端子压接性能的影响[J]. 内燃机与配件,2021(9):20-22.
[13] 陈天,李峰,赵文彬,等. 应力松弛对导线压接金具接触电阻的影响[J]. 电线电缆,2020(1):33-36.
[14] 曹荣,王武军,高志军,等. 汽车电线束中端子压接的要求[J]. 汽车电器,2014(8):45-48.
[15] 李国维,王庆,徐雪霞,等. 电缆压接影响因素与性能试验分析[J]. 机械制造,2020,58(8):100-104.
[16] 黄梦川. 汽车线束端子压接区电压降影响量及不确定度评定[J]. 内燃机与配件,2019(22):51-54.
[17] 中华人民共和国工业和信息化部. QC/T 29106—2014,汽车电线束技术条件[S]. 北京:中国计划出版社,2014.
[18] 刘涛,孙仁云,张潇,等. 汽车线束耐久特性与触点压降测试方法的研究[J]. 湖北汽车工业学院学报,2017,31(1):43-46.
(编辑 杨凯麟)
猜你喜欢
今日农业(2022年16期)2022-11-09
今日农业(2022年15期)2022-09-20
环球时报(2022-06-20)2022-06-20
汽车电器(2022年5期)2022-05-23
基层中医药(2018年8期)2018-11-10
中学课程辅导·教师教育(中)(2016年9期)2016-10-20
成才之路(2016年25期)2016-10-08
汽车实用技术(2015年8期)2015-12-26
汽车实用技术(2015年8期)2015-12-26
汽车电器(2014年8期)2014-02-28
