
大截面35CrMo中间轴锻件调质热处理工艺优化
2023-07-04 03:35刘东海
热处理技术与装备 2023年3期
刘东海,苏 日
(中国第一重型机械股份公司铸锻钢事业部,黑龙江 齐齐哈尔 161000)
中间轴是大型交、直流电机中的关键部件,通常在巨大交变载荷下工作,承受较大的扭矩和弯矩。因此,对零件的内部质量要求极其严格。我公司为某电机厂生产的两件大型交、直流电机中间轴在第一次调质热处理后局部强度不合格,且两端强度波动较大。因此,分析导致工件强度低及波动大的原因成为了制定返修工艺的首要问题。
1 技术要求
中间轴验收标准为JB/T 1271—2014交、直流电机轴锻件 技术条件,中间轴35CrMo的化学成分要求见表1,力学性能要求见表2。

表1 35CrMo中间轴的化学成分(质量分数,%)

表2 中间轴的力学性能要求
2 粗加工取样图
中间轴形状为两端带法兰的长轴类件,要求在锻件两端法兰位置切取试样,每端各取2个拉力试样和2个冲击试样,且取样位置在离法兰表面1/3半径处,如图1所示。
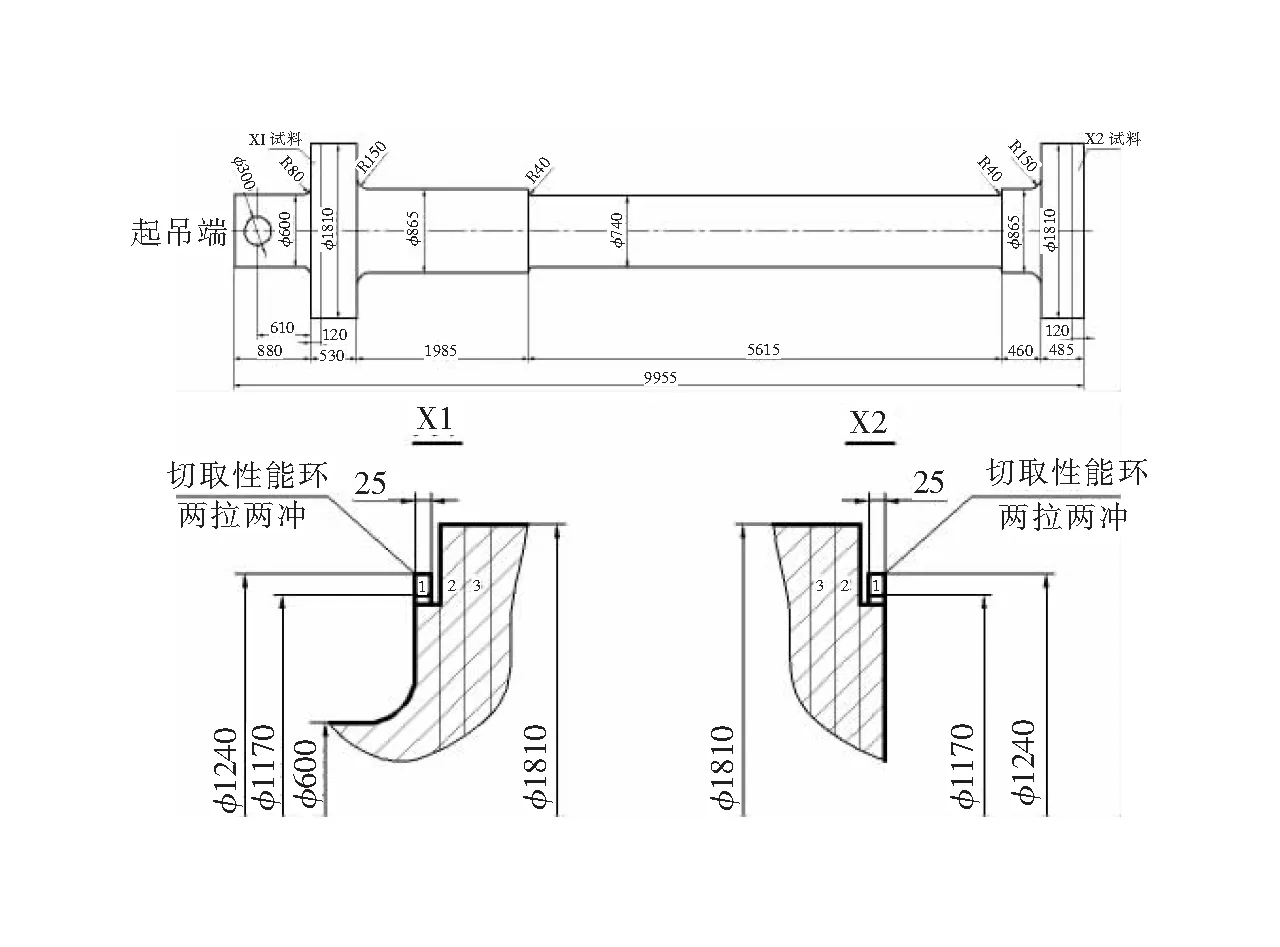
图1 粗加工取样图Fig.1 Rough machining sampling diagram
3 调质热处理
由于工件尺寸较长(9955 mm),考虑装炉及减少变形,采用大型井式炉进行调质热处理。为保证淬火效果最佳,出炉到入油时间控制在4 min以内,油温控制在50 ℃以上,淬火时油循环。另外,为了消除长轴类件在井式炉垂直加热、井式油槽垂直淬火时工件起吊端先出炉、后入油,导致工件上下两端淬火温度相差较大,影响淬火效果的不利因素,实际生产过程中淬火保温时,起吊端炉温按工艺上限控制,如图2所示。

图2 热处理工艺曲线Fig.2 The heat treatment process curve
4 性能测试结果与分析
调质热处理后试样的力学性能测试结果见表3。由表3可知,两件中间轴上端法兰(X1)的力学性能均合格,下端法兰(X2)的抗拉强度和屈服强度均不合格。
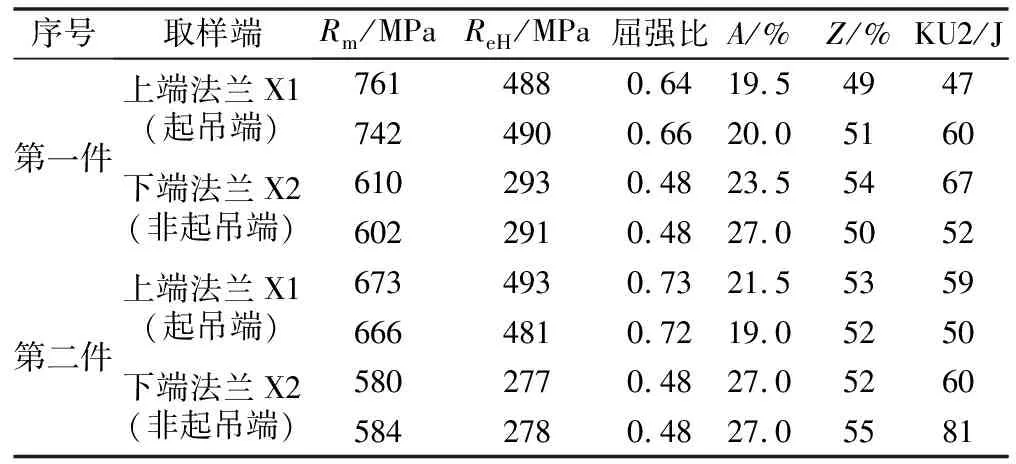
表3 力学性能测试结果
根据表3测试结果分析,两件中间轴下端法兰的屈服强度和抗拉强异常低,且下端法兰的屈强比也低于上端法兰,这是由于淬火时下端法兰冷却不足而导致。
为找出下端法兰冷却不足的原因,查阅了大量相关资料并进行了讨论。在淬火初期阶段,工件表面均形成蒸汽膜区;随着淬火过程的进行,工件下表面蒸汽膜内的热气体可通过工件表面进入工件上方侧面蒸汽膜内;然后工件侧面蒸汽膜内的热气体进入工件水平向上表面蒸汽膜内,水平向上表面可将这部分热气体以气泡形式排出[1-3]。从淬火过程中热气体流动规律可以看出,工件水平向上表面散热途径主要有:从蒸汽膜内向外排出热气泡、对流散热、蒸汽膜内气体的热传导以及工件表面热辐射等。工件侧面散热主要途径有:对流散热、蒸汽膜内气体的热传导以及工件表面热辐射。而工件水平向下表面的散热较为困难,尤其是下端为大截面工件,水平向下表面蒸汽膜内的热气体很难通过工件表面进入上方侧面蒸汽膜内,随着淬火过程气体层厚度迅速增大而成为气体堆,气体堆的底部平面朝上、顶尖部朝下,成倒立状。气体堆内部气体不能发生流动,主要靠气体的热传导和工件表面的热辐射来散热,气体的热传导系数很小,气体堆具有远大于普通蒸汽膜的厚度,热传导的热量与气体层的厚度成反比。因此,倒立气体堆覆盖的工件表面冷却速度非常慢,倒立气体堆可能覆盖位置见示意图3[4-5]。
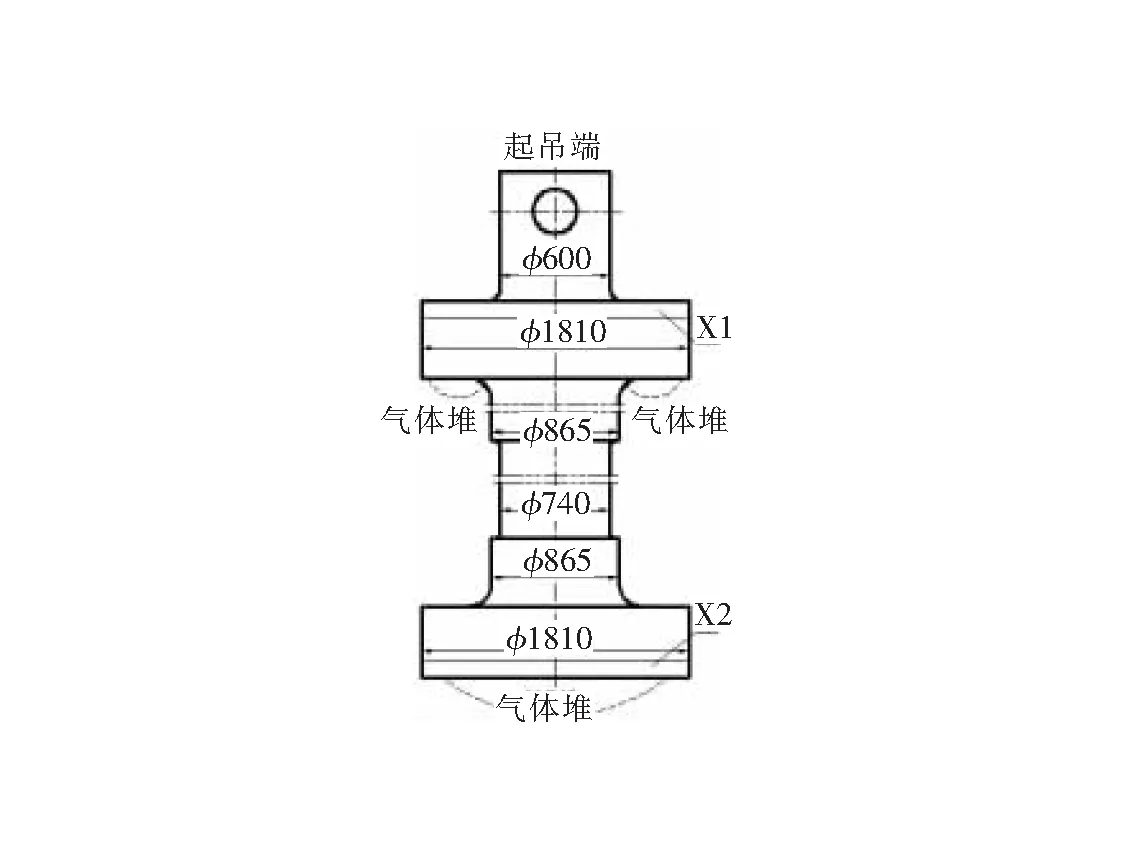
图3 气体堆可能覆盖位置 Fig.3 Possible coverage location of gas reactor
为验证以上分析及讨论结果,选取了一件中间轴在表面进行了硬度检测,检测位置如图4所示,硬度检测结果见表4。由表4可知,工件水平向下表面(C面和F面)硬度相比其他表面硬度偏低,尤其是截面较大的F面极为明显。这也证明,当大截面工件垂直淬火时,水平向下表面确实形成气体堆,影响淬火冷却效果,从而导致强度偏低。
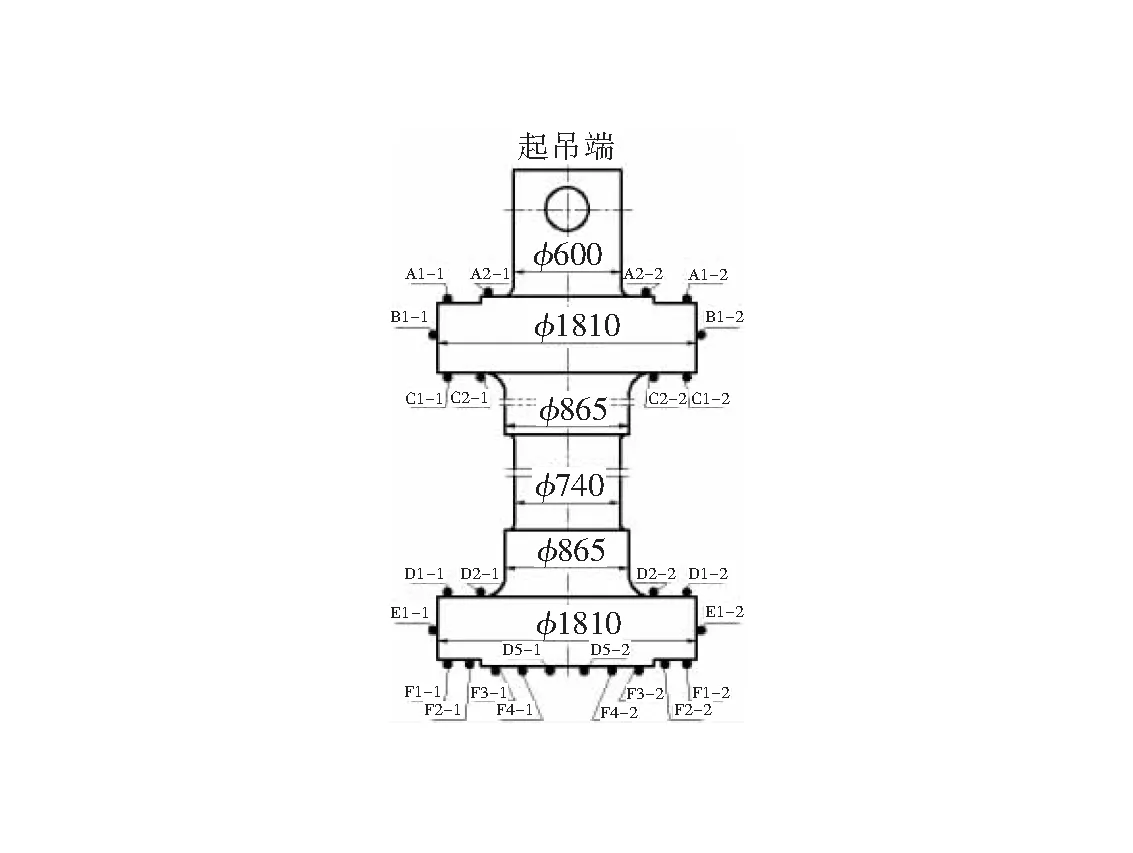
图4 硬度检测位置Fig.4 Hardness testing position
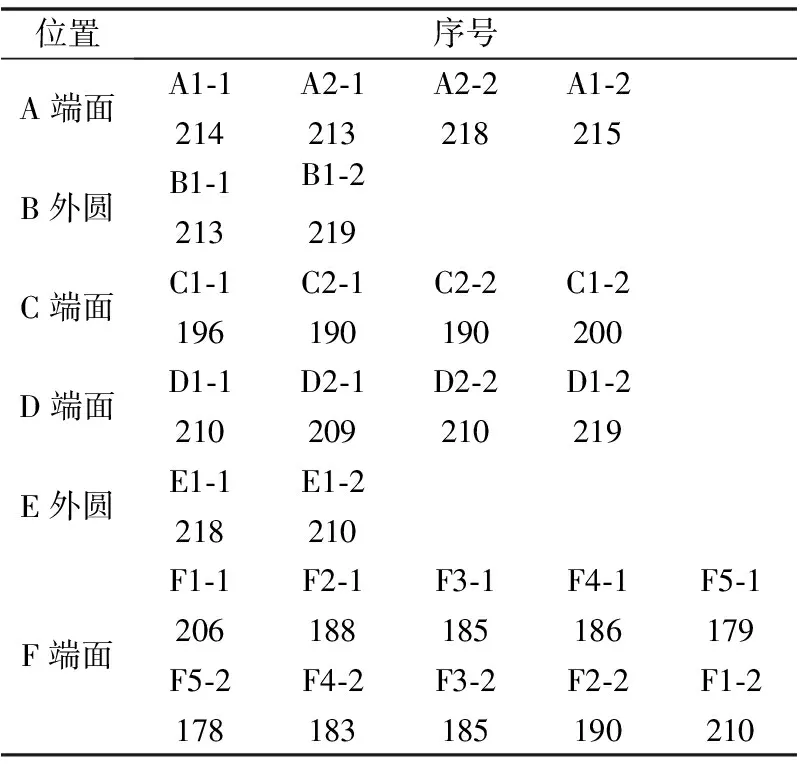
表4 硬度检测结果(HB)
5 返修工艺方案制定
根据上述原因分析及讨论结果,重新制定热处理工艺以消除或减小淬火过程中产生的气体堆。由于原调质热处理工艺的两件中间轴上端法兰(X1)部位性能均合格,且各项指标均较稳定,从而主要调整了淬火冷却方式。由于油的粘稠度较水要高,为了破碎淬火时形成的气体堆,淬火冷却方式采用了水冷15 min,入水后工件上下窜动10 min;然后油冷200 min,入油后工件上下窜动10 min,返修热处理工艺曲线如图5所示。
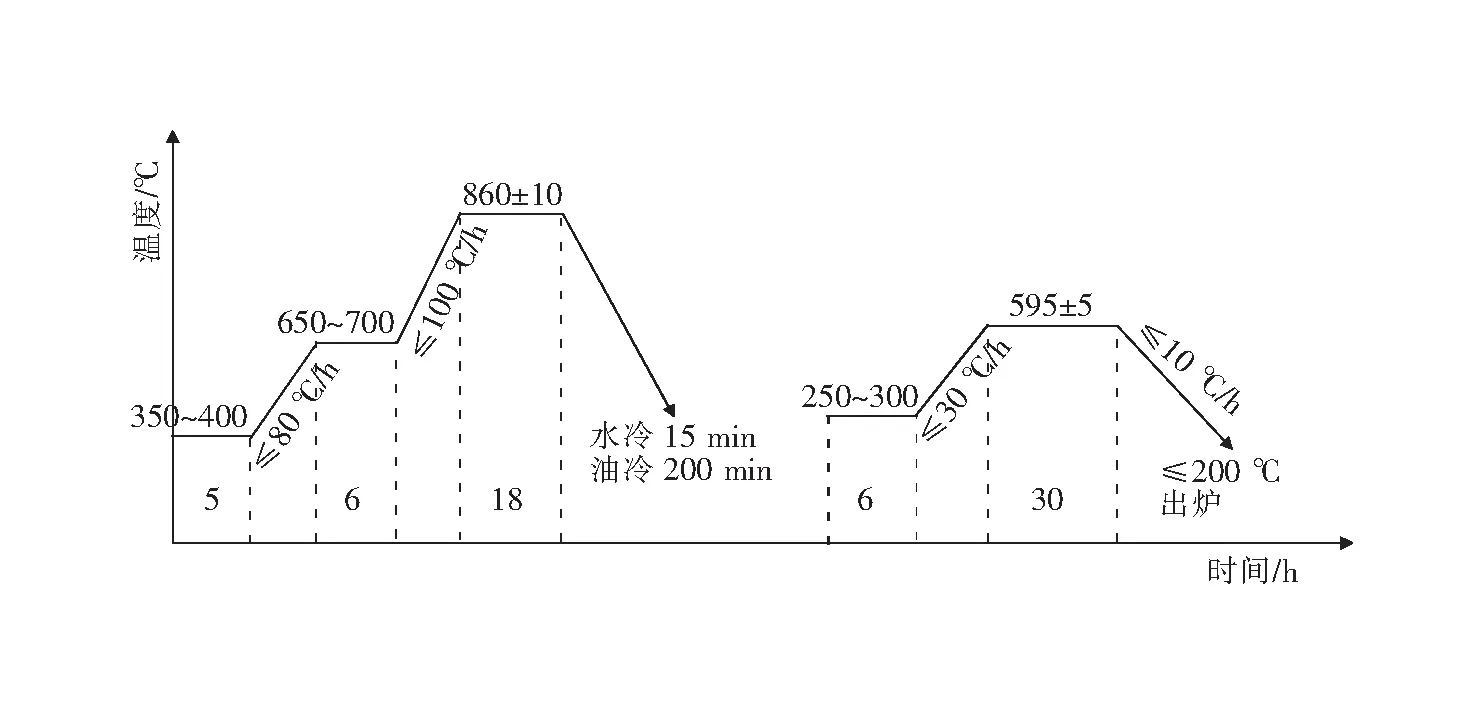
图5 返修热处理工艺曲线Fig.5 Rework heat treatment process curve
返修热处理后,两件中间轴下端法兰(X2)的抗拉强度和屈服强度明显提升,两端强度波动值大的问题也得到了较好的改善,各项性能指标完全满足标准要求,力学性能测试结果见表5。
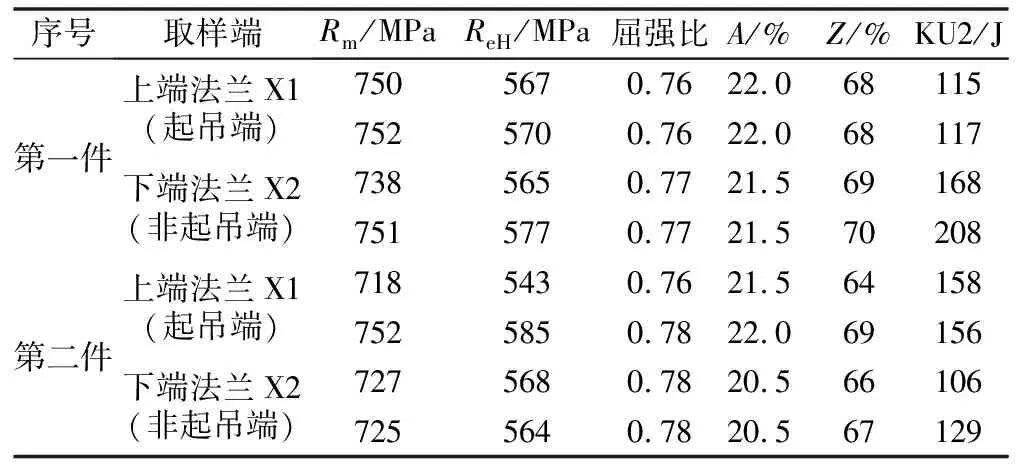
表5 返修后力学性能测试结果
6 结论
本文通过对大截面35CrMo中间轴锻件调质后强度不合格问题进行了分析、讨论,得出如下结论:
1)大截面锻件淬火时,在水平向下表面易形成气体堆,影响冷却效果,从而导致强度不合格;
2)可通过适当调整冷却方式及操作过程,可以消除或减小淬火过程中产生的气体堆,有效改善强度不合格问题。
猜你喜欢
汽车工艺师(2023年11期)2023-11-27
环境工程技术学报(2022年3期)2022-06-05
政工学刊(2021年12期)2021-12-22
山东冶金(2019年3期)2019-07-10
汽车实用技术(2018年20期)2018-10-26
北京汽车(2017年4期)2017-10-13
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
饲料工业(2016年1期)2016-03-22
油气田环境保护(2015年4期)2015-12-28
