
“木质素优先”策略下生物质还原催化分离技术研究进展
2023-06-13 13:02骆治成张会岩
能源环境保护 2023年3期
杨 旭, 骆治成, 肖 睿, 张会岩
(东南大学 能源与环境学院 能源热转换及其过程测控教育部重点实验室, 江苏 南京 210096)
0 引 言
当今世界,人类高度依赖于化石能源的使用,随之也造成了一系列日益严重的气候环境问题[1]。因此,探索一条经济上可行和可持续的生产碳中和燃料和高价值化学品之路至关重要。数据表明,由植物光合作用捕获的CO2所形成的木质纤维素生物质年产量高达10 t/hm2,成为替代或补充化石燃料和化学品的主要原料之一[2]。然而,与石油相比,木质纤维素是一种高度氧化的固体异质物质,它主要由三种多功能聚合物组成,即纤维素(30%~50%)、半纤维素(15%~30%)和木质素(15%~30%),形成抗(生物)化学转化的复合材料,这种现象通常被称为生物质顽抗[3]。不幸的是,目前还没有单一或通用的策略来处理木质纤维素生物质的这些固有障碍。
多年来,针对木质纤维素生物质的利用,人们提出了不同的生物炼制策略,但是每种策略都有其自身的局限性[4]。现阶段,生物炼制主要是为了实现碳水化合物(纤维素和半纤维素)的高值化利用,而木质素通常被认为是劣质且难以利用的生物聚合物[5-7]。目前用于木质纤维素分离的预处理技术,如硫酸盐法和苏打法,严苛的反应条件会导致原生木质素中活性高、易反应的β—O—4键发生不可逆转的“断键-缩合”反应,生成一系列具有惰性C—C键的工业木质素[8]。与天然生物聚合物相比,工业木质素的化学活性较低,难以进一步转化,一般被视为废弃物或用于焚烧的廉价能源。因此,木质素的高价值化已经成为充分利用木质纤维素生物质的焦点[9-10]。木质素的优先解聚得到了研究者的广泛关注,针对于木质素选择性催化降解的体系被逐渐开发出来,包括热催化、光催化、电催化和酶催化等,其原料也从工业木质素拓展到有机溶剂木质素和原生木质素。在这些催化体系中,针对原生木质素的优先催化降解,因其无须复杂的预处理工艺、产物选择性高、碳水化合物组分可以完整保存等优势引起了更为广泛的关注[11]。
本文详细介绍了近年来基于“木质素优先”策略下生物质组分还原催化分离的研究进展,并从木质素脱除率、单酚产率、单酚产物选择性及碳水化合物保留率等参数入手,讨论了生物质原料、溶剂、酸碱添加剂、催化剂、反应器等因素对“木质素优先”策略的影响规律。
1 生物质还原催化分离的研究进展
1.1 生物质原料的影响
木质素主要是由3种基本结构单元,即芥子醇(S)、松柏醇(G)和对香豆醇(H)通过“C—O”键及“C—C”键连接的生物大分子。从木质素结构角度而言,硬木木质素(如桦树、杨树、桉树)一般主要由G和S单元组成,软木木质素(如松树、云杉)主要含有G单元。草本木质素(如玉米秸秆、芒草、甘蔗渣)不仅包含S、G、H三个单元,而且在木质素和木聚糖之间还含有酯键和醚键连接的对香豆酸(P-CA)、阿魏酸(FA)等羟基肉桂酸[12]。对香豆酸通过酯键与木质素中的紫丁香基和愈创木基单元相连,而阿魏酸则通过一系列醚键或酯键将木质素单体与木聚糖进行交联,并作为草本原料中木质素化的成核位点[13],具体结构详见图1。

图1 木质素基本结构单元及木质素-碳水化合物复合物的结构图Fig. 1 The building blocks of lignin and the structure of lignin-carbohydrate complex
木质素结构单元之间的连接方式主要有β—O—4、β—5、β—1、β—β、5—5和4—O—5键等,由于前驱体及连接方式的多样性,使木质素大分子的原生结构较为复杂。在木质纤维素的加工过程中,β—O—4是最丰富且最具反应性的连接键,是生物质分级和解聚过程中的首要目标。对于木本生物质而言,β—O—4键的含量很大程度上决定了酚类单体的产率,含量更高的物种一般具有更高的单体产率,其最高理论单体产率通常为β—O—4含量的平方。
为了评估原料对还原催化分离过程的影响,Van den Bosch等[14]研究了以Ru/C为催化剂、甲醇为溶剂、氢气条件下多种生物质原料的还原催化分离(Reductive Catalytic Fractionation,RCF)过程,以研究不同木质素组成对酚类单体产率的影响。结果表明,桦树和杨树这两种硬木原料,得到了较高的酚类单体产率,分别为52%和44%。草本作物芒草的单体产率次之,为27%。相比之下,软木木质素(云杉/松树混合物)明显不容易解聚,脱木素率为56%,单体产率仅为21%。在产物选择性方面,由于硬木中的木质素通常由紫丁香基(S)和愈创木基(G)单元组成,因此,4-丙基愈创木酚和紫丁香酚都是主要的酚类单体。此外,Van den Bosch等[14]还通过转基因技术获得了高、中、低三种不同紫丁香基-愈创木基比(S/G)的南荻,最终发现木质素中S/G比越高,获得的酚类单体产率也越高。这一结果表明,木质素中S单元的含量与单体产率具有正相关的趋势。由于S单元含有两个甲氧基,缺乏游离邻位,从而消除了其生物合成过程中与芳香环5位自由基偶联的可能性,故不能通过5—5键或β—5键形成较稳定的C—C结构[15-16]。因此,主要由S单元组成的硬木木质素比由G单元组成的软木木质素包含更少的C—C键,更多的β—O—4键,而这些醚键更容易被活化,生成分子量较小的低聚物,在催化剂的作用下更易于断裂解聚为单体,从而具有更高的脱木质素潜力和单体产率。上述结果表明,木质素中β—O—4键含量越高,其单酚产率越高。
这些发现也得到了Galkin等[17]的证实,以Pd/C为催化剂、乙醇/水为溶剂、无氢气条件下研究了多种生物质原料的RCF过程。软木木质素(云杉和松木)含有较少的β—O—4键,分别为36%和30%,最终仅能得到12%和7%的单酚产率;硬木木质素(桦树和杨树)中含有较多的β—O—4 键,因此可以生成更多的酚类单体,最为典型的是产自瑞典的桦木,其β—O—4含量达到65%,相对应的单酚产率为36%。通过直方图进行数据拟合,确定了木质素降解的单酚产率与β—O—4含量成线性关系,且理论的单酚产率约等于β—O—4含量的平方。
草本生物质具有生命周期短、光合速率高等特点,是非常重要的生物质能源植物[18-19]。由于草本生物质不仅包含S、G、H三个单元,还含有酯键和醚键连接的羟基肉桂酸,因此草本原料中β—O—4含量非常高,可以达到90%以上[20-23],比硬木(50%~70%)[20, 24]和软木(30%~40%)[17]都要高;然而,大多数研究者得到草本生物质的单体产率一般为30%~40%(质量分数),远低于理论最大值(基于β—O—4含量为80%的木质素单体产率)[25]。这意味着不仅仅β—O—4含量是草本原料单体产率的判断依据,还受到其他成分的影响。Ebikade等[26]以Ru/C作为催化剂、甲醇作为溶剂、250 ℃、4 MPa氢气条件下考察了5种草本作物(玉米秸秆、柳枝稷、麦秸、甘蔗渣和芒草)的RCF过程,发现木质素与碳水化合物的交联剂——阿魏酸盐对草本生物质单体产量有显著影响,草本生物质中阿魏酸盐含量越高,得到的单体产率则越低。这是因为草本植物中的木质素碳水化合物复合体容易释放酸性成分,引起α-OH质子化,形成苄基碳正离子中间体,进而与木质素芳香环上富电子6位缩合,形成α-6连接的C—C低聚物,从而导致草本生物质较低的单体产率。
综上所述,生物质原料对其直接催化还原有重要影响,尤其是对酚类单体的产率及选择性。在Van den Bosch、Schutyser、Su、Huang等[14, 27-29]研究者报道的RCF过程中都得出相同的结论,单酚产率按照硬木→草本作物→软木的顺序依次递减。就硬木而言,可以得到较高的单酚产率和木质素脱除率,单酚产率一般高于30%,超过50%也常有报道,而软木的产率通常低于30%,草本作物的产率大多在20%~40%之间[30-31]。
1.2 溶剂的影响

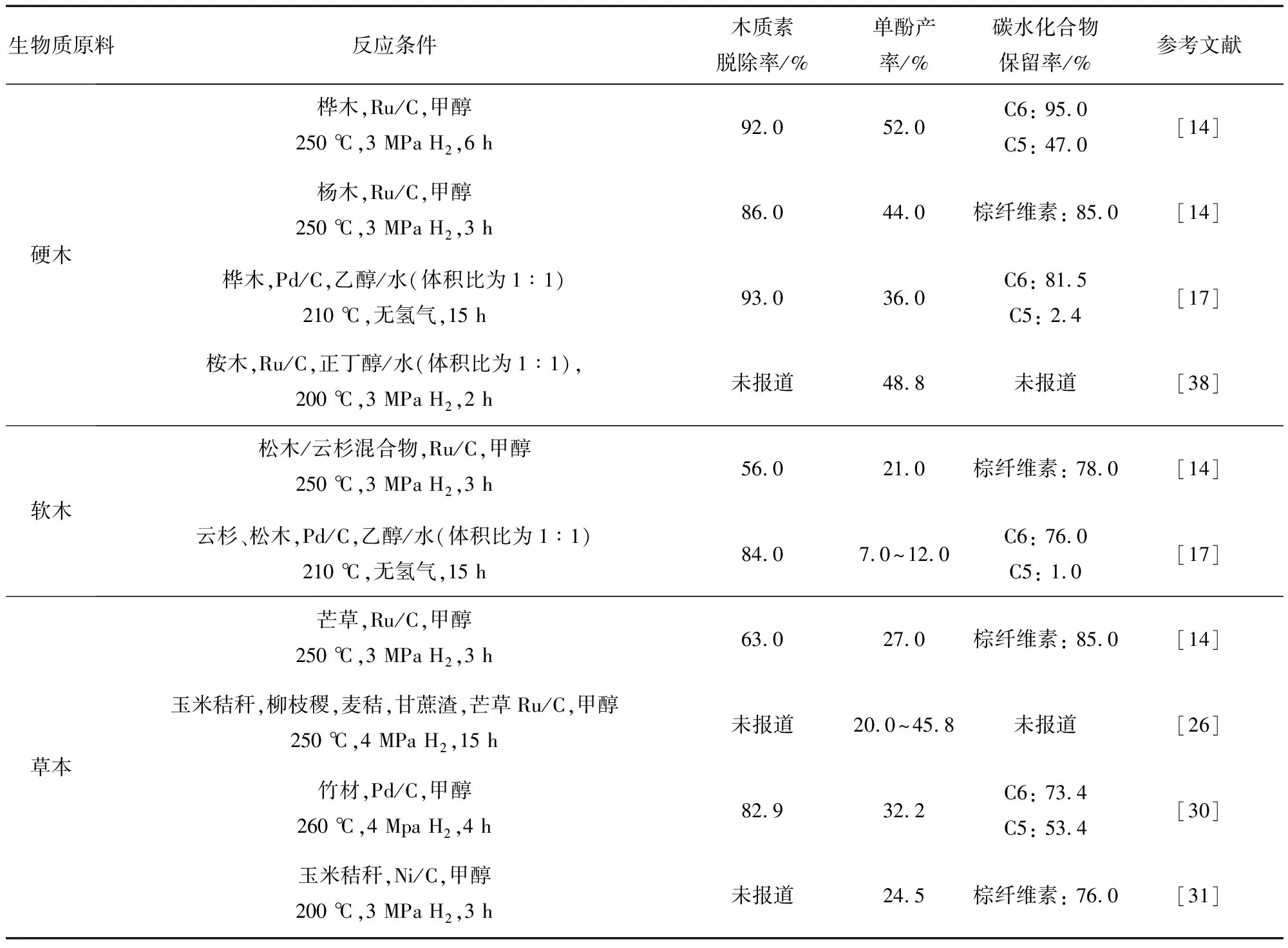
表1 典型不同生物质原料还原催化分离结果
除了在纯溶剂中处理木质纤维素之外,近年来对于两相体系(水和有机溶剂)的研究也越来越多。在两相体系中,不仅取决于溶剂的极性,还取决于溶剂的溶解度。一方面,溶剂极性越高,越容易穿透细胞壁基质并解聚木质素[32],另一方面,木质素低聚物在极性过高的溶剂(如纯水)中的溶解度显著降低[35]。因此,需综合考虑以上两个因素,探究不同醇水比之间的协同效应。Renders等[36]研究了不同比例的醇/水混合物对杨木RCF过程的影响。结果表明,向醇溶剂中加水可显著提高木质素的脱除效率。相较于纯醇溶剂而言,在低水浓度下(甲醇/水=7∶3),木质素脱除率和单体产率有明显增加,而大部分碳水化合物未被水解,以固体形式保留在纸浆中。高水浓度下(甲醇/水=3∶7),不仅有利于木质素的溶解,而且水分子电离产生的H+使得半纤维素也发生了降解,获得了更纯的纤维素纸浆,有利于后续的分离与应用。除此之外,与纯醇溶剂相比,醇/水混合物体系的操作温度和压力更低,更有利于工业化应用。Chen等[37]也证实了醇溶剂中加水的积极作用,在甲醇/水体系中使用Ni/C对山毛榉木质素进行还原催化分离处理,当在甲醇中加入40%(体积分数)的水时,单酚产率从原来的39.3%提高到51.4%。此外,Renders等[38]还研究了在正丁醇/水两相体系下桉树的RCF过程,在200 ℃、Ru/C和3 MPa氢气压力下,单酚产率为48.4%,主要单体为丙醇基取代的紫丁香酚和愈创木酚。对固相组分的分析结果表明,纤维素保留率为96%,而85%的半纤维素被水解,转化为多元醇,如戊糖醇(C5)和己糖醇(C6),二者利用价值更高,被认为是重要的生物基平台化合物。这说明可以根据下游的需求来选择半纤维素的处理方式。在醇水两相体系下,更有利于木质素和半纤维素的提取与溶解,而纤维素得以较完整保留。
目前,各种溶剂如甲醇、乙二醇、乙醇、2-丙醇、异丙醇与水的混合物都已应用于木质纤维素的还原催化分离过程。此外,在一些研究中表明,醇溶剂不仅可以起到分解木质纤维素的作用,还可以当供氢体来使用。2013年,Song等[39]发现甲醇可以作为木质素解聚过程中的氢源,在Ni/C催化的无氢气体系中,将桦木中的木质素组分选择性解聚为丙基取代的愈创木酚和紫丁香酚,总选择性大于90%,木质素转化率达53.9%。如果溶剂用作氢源,在各种有机分子中,异丙醇被认为是最佳选择之一,因为它不但有较强的供氢能力,而且有很高的木质素溶解度和氢溶解度[40]。
Ferrini和Rinaldi[41]以Raney Ni为催化剂,利用异丙醇和水的混合溶剂(体积比为7∶3)在160~220 ℃的条件下,将杨木中的木质素转化为木质素油,同时得到了可以进行酶解的碳水化合物固体纸浆。整个反应过程没有氢气的参与,木质素的解聚是依赖供氢溶剂和催化剂共同作用下的催化氢转移反应实现。但在该体系中,生成大量丙酮副产物,需要将其氢化成异丙醇才能实现溶剂的回收再利用。

表2 典型不同溶剂体系下生物质还原催化分离结果
1.3 酸碱添加剂的影响
在还原催化分离的生物炼制过程中,脱木质素的程度和速率以及催化剂的解聚活性是决定所获得产物的产率和化学结构的关键因素[10]。一般来讲,在没有任何添加剂的情况下,木质素的脱除率相对较低,通常需要较长反应时间或相对较高的工作温度和压力才能实现接近完全的脱木质素;然而,为了在较低的温度和压力下实现高单体产率,通常在RCF过程中加入酸或碱添加剂。Renders等[43]研究了酸性(H3PO4)和碱性(NaOH)添加剂对杨木和松木木质素解聚过程的影响。该过程以甲醇作为溶剂,利用Pd/C催化剂在200 ℃、2 MPa氢气压力的温和条件下对木质素还原解聚。在酸性条件下,木质素脱除率和酚类单体的产生与稳定都得到了促进,单酚产率随着酸度的增加而增加,直到接近理论最大值(~42%)。除此之外,加入少量的H3PO4会诱导半纤维素的选择性去除和醇解,而纤维素则没有明显损失,从而产生了高纯度的纤维素纸浆、半纤维素糖醇和木质素油三个单独的产物流,更有利于下游产物的稳定和高值化利用。在碱性条件下,增强了木质素的脱除效率,从中性条件的56%提高到85%,但NaOH的使用会引起木质素的大量缩聚,从而导致单酚产率下降至28%,仅为酸性条件下的一半。除此之外,使用NaOH还会导致原料中纤维素组分的大量损失,不利于下游产物的进一步转化。Huang等[29, 44]发现在Pd/C、甲醇溶剂体系中,当Lewis酸催化剂如三氟甲磺酸盐存在时,在180 ℃、3 MPa氢气压力下反应2 h就可以从桦木中高效脱除木质素,得到丙甲醚取代的酚类单体(总产率为43%),这是由于Lewis酸催化剂可以加快γ-OH发生醚化反应。此外,酸性条件会使得半纤维素发生完全水解,而纤维素以固体形式保留下来。总的来说,酸性添加剂是木质素优先解聚体系中良好的助剂,但其使用与否还取决于下游转化过程对半纤维素形态的需求。Anderson等[31]研究了以甲醇为溶剂、Ni/C催化体系中磷酸对玉米秸秆直接还原处理的影响。在200 ℃下,当加入磷酸时,获得了接近完全的木质素脱除率,单酚产率从28%提高至38%,且不影响产物的分布,但碳水化合物保留率从原来的95%降低至45%。上述结果表明,加入酸性助催化剂可以提高木质素的溶剂分解速率并加速酯键的裂解以释放香豆酸盐和阿魏酸盐,但由于木质素和半纤维素在细胞壁中交织在一起,溶剂分解木质素时势必会破坏一部分半纤维素结构,使得整体的碳水化合物(主要是半纤维素)保留率降低。因此,这项研究同样表明,如果没有一些碳水化合物的溶解,实现完全脱木质素是不可能的。Fan等[45]利用Ru/C耦合碱性(Cs2CO3)添加剂研究了三倍体白毛杨的RCF过程,当Cs2CO3存在时,木质素脱除率从74%提高至79%,但单酚产率却从39.3%下降至31.6%,并且单体分布发生明显变化,除了生成丙基、丙醇基取代的C3单酚之外,Cs2CO3的加入会导致木质素β—O—4结构单元中Cβ—O和Cβ—Cγ键的断裂,从而生成一部分含有乙基侧链的C2单酚。此外,纤维素和半纤维素保留率分别为77%和53%,均低于在中性条件下获得的保留率。
综上所述,在RCF过程中,酸的加入不仅能够提高木质素脱除率,从而促使单体的生成,而且能够促进半纤维素的水解,产生纤维素纸浆、半纤维素醇和木质素油三个单独的产物流,更有利于下游产物的稳定和高值化利用。在加入碱后,虽然增强了木质素的脱除率,但是会引起单体的缩聚和(半)纤维素组分的损失,因此不适合于木质纤维素的RCF过程。
1.4 催化剂的影响
贵金属中常见的催化剂有Ru、Pd、Pt、Rh等几种,目前已被广泛应用于木质素的解聚过程。一般来说,贵金属催化剂具有相似的木质素脱除率和酚类单体产率。Liu等[46]研究了贵金属催化剂(Ru/C、Pd/C、Pt/C)对桦木的RCF过程。在最优条件下(250 ℃、2 MPa H2、8 h),Ru/C催化剂表现最为优异,单酚产率为41.4%,对4-丙基愈创木酚和4-丙基丁香酚的选择性达82.8%。当使用Pd/C和Pt/C时,单酚产率略有下降,分别为34.1%和38.8%。Renders等[38]也得到了相似的结论,在相同条件下测试了Ru/C、Pd/C、Pt/C和Rh/C四种催化剂,最终得到了相似的还原催化分离结果。四种催化剂都得到了大致相等的酚类单体产率,均在47%~50%的范围内。然而,单体选择性方面差异很大,丙醇基取代单体与丙基取代单体的比值大致按照Pd≈Ru>Pt>Rh的顺序依次降低。不过,这个结论与Van den Bosch[42]和Vangeel等[47]的研究略有出入,一般来说Ru/C催化剂最终得到的产物是以丙基取代的愈创木酚和紫丁香酚为主,其次才是丙醇基取代的单体产物。
廉价金属,如Ni、Mo、Co、Cu、Zn等多相催化剂常用于加氢及氢解反应中,近年来也被广泛应用于木质素的还原催化分离过程。Chen等[38]在甲醇溶剂体系中,使用Ni/C催化剂对山毛榉原料进行直接催化处理,在200 ℃、2 MPa氢气压力下反应5 h后,得到39.3%的酚类单体,对4-丙醇基愈创木酚和紫丁香酚的选择性高达66.2%,实现了从木质纤维素生物质中高产率生产天然酚醇的过程。一般来讲,Ni与Pd相似,它们对带有丙醇基侧链的单体具有较高的选择性,而Ru对带有丙基侧链的单体更具选择性[26]。与Ni和Pd相比,Ru是一种活性更高的加氢催化剂,易使丙醇侧链脱羟基,得到带有丙基侧链的单体产物。Anderson等[31]在甲醇溶剂体系下,比较了Ru/C和Ni/C催化剂对玉米秸秆的还原降解过程。结果表明,在200 ℃下反应3 h,两种催化剂的单体产率相似,均为26%左右。然而,由于Ru/C的加氢能力更强,因此生成的产物饱和性更高。Liu等[48]基于Lewis酸活性中心可脱除γ-OH原理,利用含Zn元素的ZIF-8作为载体,制备了Ni@ZIF-8催化剂用于桉木的还原催化分离过程。在相对低温条件下(220 ℃、3 MPa H2、12 h),木质素解聚单体产率达到42%,接近理论产率,主要产物为含丙醇基侧链的愈创木酚和紫丁香酚,选择性高达80%。在较高温度下(260 ℃、3 MPa H2、8 h),95%的木质素被脱除,最终以44.3%的产率和55%的选择性获得含丙基侧链的酚类单体,说明苛刻条件有利于γ位脱羟基生成丙基侧链。在两种条件下,碳水化合物中纤维素保留率均达到90%,半纤维素保留率分别为78%和67%,表明在高温条件下半纤维素更容易降解。

Co基和Cu基催化剂近年来也逐渐应用于RCF过程。Co基催化剂具有环境友好、含量丰富、热力学性质稳定以及成本低廉等优点,并且已有研究表明其对醚键的断裂有较好的效果。Rautiainen等[51]使用固体Co基催化剂(Co-phen/C),以甲酸或甲酸盐作为氢供体研究了桦木的催化还原分离,得到34%的单酚总产率。Cu基催化剂则主要是以Cu掺杂的形式制备多孔金属氧化物(Cu-PMO)催化剂,有效结合了Cu和碱性位点的催化能力,提升了木质素的氢解效率。Sun等[52]以Cu-PMO为催化剂,通过温和还原处理杨木、榉木、枫木木质素,均以高选择性获得芳香族醇单体,且获得了较高的单体产率,分别为36%、31%和30%。
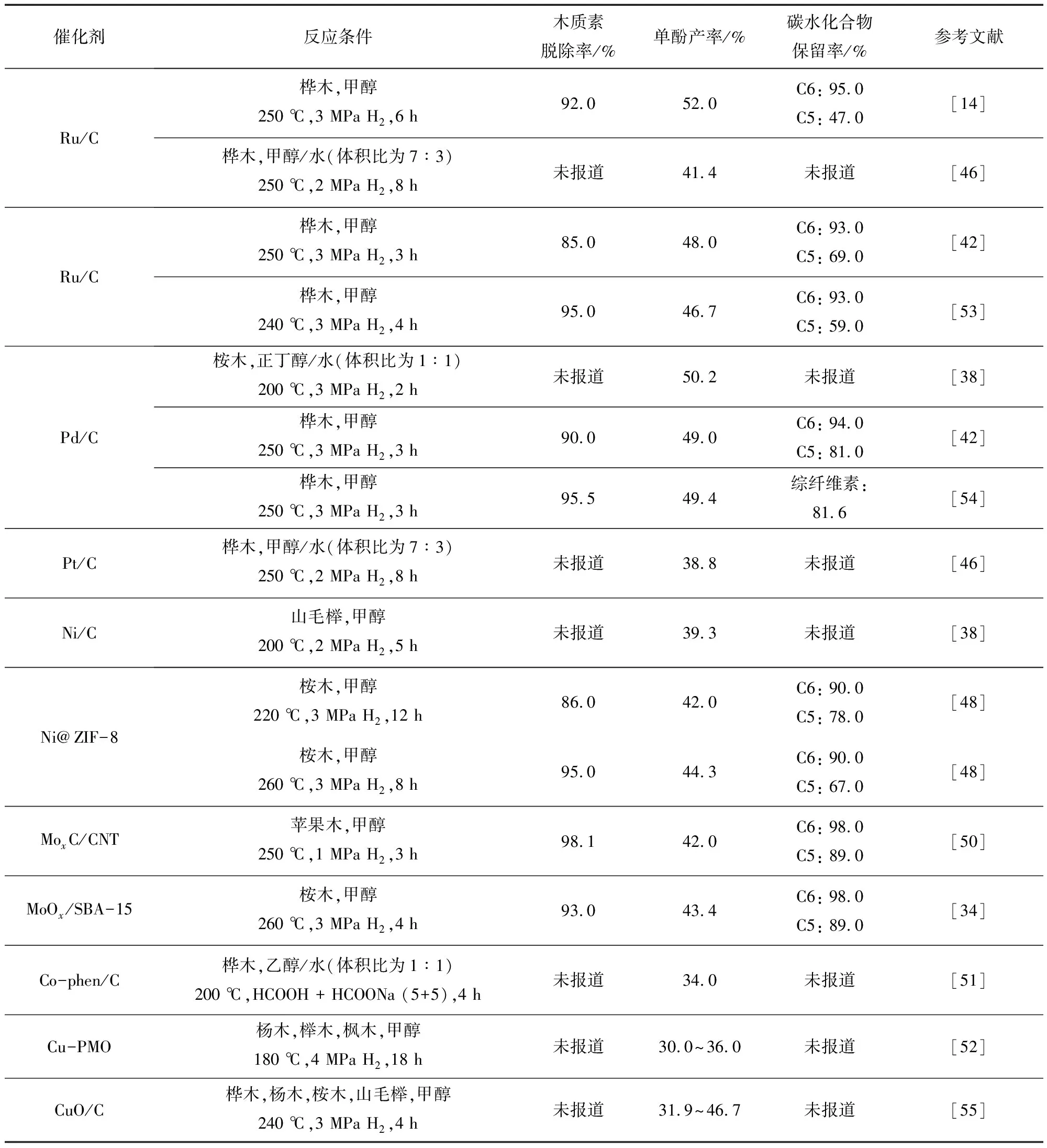
表3 典型不同催化剂体系下生物质还原催化分离结果
1.5 反应器的选择
目前,绝大多数RCF过程都是在间歇式反应器中完成,将木质纤维素原料、溶剂和非均相催化剂放入高温高压反应釜,在氢气或氢供体存在的条件下,加热到一定的温度并持续反应一段时间。反应结束后,经过滤和溶剂蒸发后得到可溶性的木质素油,不可溶组分中的催化剂和碳水化合物通过筛分或溶剂沉降的方法进行分离。为了促进催化剂和碳水化合物的分离,Luo等[56]在研究芒草的RCF过程中,将Ni/C装入微孔催化剂笼,该笼仅允许可溶性木质素流渗透到笼中进行氢解,最终可以容易地分离碳水化合物与催化剂。Van den Bosch等[57]在桦木的优先解聚过程中,同样将成型Ni-Al2O3催化剂放置在反应笼中,避免了催化剂与原料的接触,便于后续的分离。虽然间歇式反应器对木质素催化还原分离过程有很好的效果,但它有几个固有的限制。首先,间歇过程无法对木质素中间体进行表征;其次,对于催化剂的回收较为困难;最后,不能独立控制溶剂分解和催化剂还原稳定步骤来优化工艺过程。
半连续过程可以在一定程度上克服间歇式反应器存在的问题。Anderson等[58-59]以及Kumaniaev等[60]分别设计了半连续管式反应器,实现了木质素优先解聚过程并研究了每个步骤的动力学规律。反应器包括两个相互独立的反应区,分别为生物质床层和催化剂床层。首先,有机溶剂流入生物质床层,提取天然木质素并将其转化为可溶性低聚物。随后,木质素解聚片段跟随溶剂流入催化剂床层,进一步解聚的同时还原成稳定的酚类单体。Kumaniaev等[60]以Pd/C为催化剂,以甲醇/H2O(体积比为7∶3)和磷酸溶液为流动相,采用管式流动反应器研究了桦木的催化还原过程,将质量分数为37%的木质素组分转化为酚类单体。目前半连续管式反应器中的单体产物收率较低,但此工艺更易后续放大。
由于管式流动反应器的两个床层是相互分离的,使得木质素优先解聚的半连续式过程有两个重要的优点:一是可以有效分离碳水化合物和催化剂,这使碳水化合物后续的转化利用更加方便,同时也有利于催化剂的回收利用;此外,相互分离的床层可以使工艺条件的调整和优化更加灵活。因此,半连续式过程成为未来实现温和木质素优先解聚的研究关键。
2 总结与展望
木质纤维素的RCF过程以还原催化剂为核心,选择性断开C—O键得到木质素单体产物,从而降低产品的复杂性,是一种对木质素高效利用的新途径。苯环加氢会降低木质素单体产物的选择性,因此开发合适的催化剂降低苯环加氢的竞争反应是获得高单体得率的必要条件。当前开发的过渡金属催化剂不仅受到贵金属高成本的制约,而且催化剂表面负载金属的利用效率较低,很难满足工业的实用性。单原子催化剂的发展为木质纤维素的还原催化分离提供了新的思路,但目前将其应用于RCF领域的研究还比较少,具体的催化机理还不明晰,仍需进一步探索。除此之外,催化剂还需要具备较高的稳定性和重复利用性,克服因表面烧结、浸出和中毒失活带来的催化剂性能下降,缩合产物增多等一系列问题。在未来,必须投入更多的努力来开发更绿色、更高效的催化系统,使木质纤维素生物质能够高效分离并保证稳定,实现木质纤维素生物质的全组分高值化利用。
猜你喜欢
能源工程(2021年5期)2021-11-20
生物质化学工程(2021年1期)2021-01-26
中国造纸(2020年9期)2020-10-20
上海包装(2019年8期)2019-11-11
天然产物研究与开发(2018年9期)2018-10-08
中成药(2017年7期)2017-11-22
中成药(2017年3期)2017-05-17
天津造纸(2016年1期)2017-01-15
当代化工研究(2016年2期)2016-03-20
中国造纸学报(2015年1期)2015-12-16
