
一种可调中心距通用性钻孔夹具的设计及应用
2023-05-11 06:49:32刘新军江家和
中国新技术新产品 2023年3期
刘新军 龚 桓 江家和
(遵义精星航天电器有限责任公司,贵州 遵义 563125)
0 引言
在机械加工技术领域,零件上的孔加工的传统工艺方法是使用钻孔夹具在钻床上进行加工,这也是电连接器附件零件上孔加工的主要方法。当然,随着加工设备的升级换代,越来越先进的加工设备应用到生产实际中,集成工序加工方法越来越普及,也更适合小批量的生产类型。实际上,该文主要论述的是某款电连接器产品在研发输出阶段就已经有批量加工的计划,为了降低加工成本并满足批量零件的加工需求,仍需要考虑采取传统分工序加工的工艺路线,两附件零件上的安装孔加工使用钻孔夹具在台式钻床上完成。
1 通用性钻孔夹具的设计
1.1 零件加工工艺性分析
某电连接器附件零件如图1 所示。该零件是轴类结构零件,原材料是316L 不锈钢钢棒。零件结构不复杂,但需要进行车、钻、镗、铣切削加工,除了原材料是难切削加工材料,多工序装夹加工保障能力也是该零件加工的难点。由于该零件属于中、小批量加工的生产类型,工艺上充分考虑公司机加车间现有设备资源,采取将工序分散到各设备上进行加工的工艺流程,即去余量落料(数控车床)→正面车削成形(数控车床)→反面车削成形(数控车床)→铣端面齿(数控铣床)→铣尾端两缺口(数控铣床)→钻尾端缺口两通孔(钻床,专用钻夹具)→去飞边毛刺→清洗。上述工序的加工难点有2 处:一是铣尾端两缺口时需要使用曲面加工数控程序,利用编程软件对四斜面进行自动编程,生产程序多且加工时间长,使用了公司现有的建模软件、编程软件、仿真加工软件、DNC 传输软件等当前先进的CAM 方法;二是钻尾端缺口两通孔时,由于使用的设备是普通的台式钻床,需要解决定位夹紧,必须设计加工出专用的钻孔夹具才能实现。

图1 某电连接器附件零件(mm)
1.2 通用性钻孔夹具设计原理
如果仅对图1 中零件的两螺纹过孔设计简易专用的钻孔夹具,夹具结构还是比较简单的,只需要按工件的实际外形尺寸、孔径、孔位和孔距尺寸设计一钻孔夹具体,并在该夹具体上设计出钻模孔,配上相应的钻模套[1]即可。该零件的专用钻孔夹具的结构如图2 所示。
使用图2 的简易专用钻孔夹具不需要将工件夹紧,只需要将工件装入夹具体定位腔内即可在台式钻床上完成两孔钻削加工。实际上,该钻孔夹具的夹具体留了约20mm 高的夹持余量,使用夹具固定在平口钳上很稳定,即使是钻削加工和转变加工位置时也不会松脱。工件两孔的加工孔位和孔中心距主要依靠夹具来保证,因此将工件装入夹具时一定要装入位,以保证定位准备。并且工件在夹具体沉腔内径向定位的精度取决于工件前道加工的外形尺寸的一致性,因此应该对前道工序外形尺寸的控制进行SPC 数据统计分析,确保工序能力指数达到1.33,以确保钻两孔时的对称度。
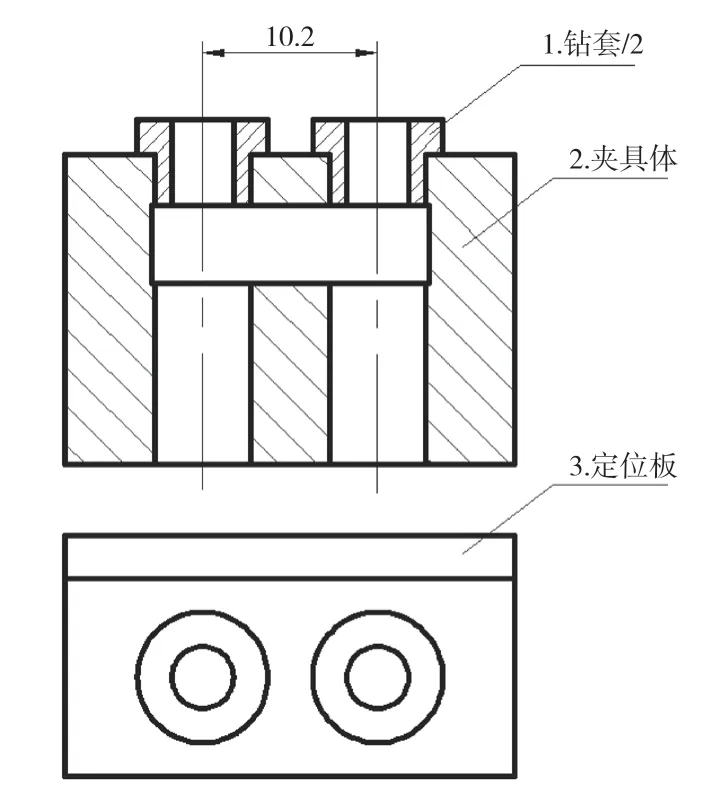
图2 简易专用钻孔夹具的结构图(mm)
由于生产任务非常紧张,对某系列产品上述多种规格的尾部外壳进行加工时没有充裕的生产准备时间,9 种尾部外壳如果要输出9 款上述钻孔夹具,则难以在规定的时间内交付加工好的零件。出于对加工成本管控的需要,根据上述钻孔夹具的原理,该文输出了一款通用性的钻孔夹具,可以通过调整夹具上的钻套及钻套位置,使用同一副钻孔夹具完成该系列9 款尾部外壳的钻孔加工。通用性的钻孔夹具的结构如图3 所示。

图3 通用性的钻孔夹具的结构图
该通用钻孔夹具由4 部分组成,即夹具体、钻模板、钻套和定位块,这是一款结构简单但很实用的可调中心孔的通用性钻孔夹具。该通用性钻孔夹具虽然在原理和使用上与图2 基本相同,即也是将工件装入夹具体沉腔定位后进行钻孔加工,但为了保证某系列产品9 款尾部外壳零件都能使用该钻孔夹具,该文在结构上进行了新的设计。1)在夹具体两大平面上设计了半圆型的定位通槽,用于固定安装钻模板。2)将定位板设计在夹具体的中间位置,其目的是可以满足9 款工件钻孔加工的定位需求。将定位板设计在夹具体的中间可以满足九款尾部外壳根据钻孔加工要求分别选用该夹具两大平面侧装入工件。3)考虑空间受限,将钻套的结构改型成凸起定位过盈配合到钻模板上。4)由于该夹具可以通过调整钻模板的位置来加工适合的尾部外壳两孔,因此将夹具体通腔设计成单面定位,即工件装入定位腔时只需要定位好非钻模板一侧,为了避免钻头从钻模套下来钻削工件受阻,在另一侧将顶部设计成避空的腰形通槽,也可在钻孔时起排屑作用。该通用性钻孔夹具需要在夹具设计前进行整体性策划,即如何使该系列9 种尾部外壳的加工在一副钻孔夹具上完成。
首先,夹具体的设计[2]。这是最关键的,也是决定该通用性钻孔夹具是否可以实现预期目标的保障。认真分析该系列尾部外壳待钻两孔的数据,见表1。
表1 中“外圆”尺寸决定了夹具体外形长度尺寸大小。以最大号规格——25 号尾部外壳为例,其最大外圆是φ42.5mm,则夹具体的定位腔至少要做到42.5mm,加上双面壁厚至少10mm,夹具体的长度至少是52.5mm,通常取整为55mm 或60mm。
表1 中“到端面孔位”尺寸决定了夹具体宽度尺寸大小,从表1 中可以得出9 号~19 号的“到端面孔位”尺寸都是3.3mm,而21 号~25 号的“到端面孔位”尺寸都是4mm,因此必须要将夹具体分割成2 个部分(如图3 所示),即9 号~19 号在一侧,21 号~25 号在另一侧,夹具体宽度尺寸=前侧夹具厚度+后侧夹具厚度+定位板厚度。其中前、后侧夹具厚度由“直线段长”尺寸限定,为了保证有一定的避空以满足钻孔时准备定位,设计时前侧夹具厚度取7.5mm、后侧夹具厚度取10mm、定位板厚度取5mm,则夹具体宽度尺寸确定是22.5mm。

表1 通用性钻孔夹具设计的主要数据(mm)
表1 中“孔心距”尺寸确定了半圆型定位槽的位置,从表1 中可以得出,9 号到25 号的孔心距从10.2mm 到34.5mm,跨距基本为3mm,夹具体上的半圆型定位槽位置就是按表1 中的真实数据确定的。
表1 中“壁厚”尺寸是指工件钻孔位置的壁厚。因为工件是要将钻孔部分放入夹具体定位腔的,该尺寸也就决定了定位腔的高度。为了满足通用要求,定位腔只能以最厚的工件设计。并且为了保证工件在钻孔时的排屑和工件退出,也必须给予一定的富余量空间,这里给2mm,则夹具体定位腔的高度可以确定为6mm。
表1 中“孔径”和“单边孔位”则与附件上加工的孔直接相关。
其次,钻套设计。根据所钻孔径大小和钻套的设计原理进行。从表1 中可以看出,有2 种钻套(内孔分别是φ3.6mm 和φ4.1mm)需要加工,设计时钻套的壁厚可以按大孔φ4.1mm 进行确定,并将钻套的外径设计成一样大小,以保证钻模板的通用性。
再次,钻模板设计[3]。在夹具体和钻套已设计好的基础上完成。主要包括2 个配合部分的设计:1)半圆型定位凸台的设计是在夹具体半圆型定位槽的基础上,单边给0.02mm 余量后直接生产的。2)钻套配合的异形孔是根据钻套外形尺寸相过盈配合而确定的,钻模板的外形尺寸也是按照它与夹具体、钻套相配合的形状确定的。
最后,定位板设计。它是夹具上最简单的零件,只需要根据夹具体上定位槽的长、宽、高尺寸来确定,保证与夹具体小过盈量配合即可。
2 通用性钻孔夹具零件的加工过程分析
某系列产品尾部外壳的钻两孔通用性钻孔夹具的各零件加工工艺性在设计阶段已进行了工艺方案评估,具备良好的加工工艺性,也满足经济性的加工要求。1)夹具体的加工。作为夹具的主要部件,夹具体在钻孔过程中不仅对钻模板、定位板的安装使用起支撑作用,还直接定位被加工工件并对其中一个孔起钻模作用。夹具体既是支撑性部件,又是功能性部件,因此需要比较高的强度和硬度,加工中选择了已淬火的标准Cr12 钢块,钢块厚度就是夹具体的高度。加工工艺直接使用穿孔机、慢(中)走丝机经过2 道割制加工即可完成。2)钻模板的加工。钻模板作为夹具的支撑部件,起承上启下的作用,既需要在夹具体上正确定位,也需要牢固支撑钻套,因此需要比较高的加工精度和耐磨性。由于其是台阶结构,因此在加工工艺上无法实施整体线切割加工,只能使用整块材料铣削加工成型。为了满足钻模板的高精度加工要求,选择采取比较容易加工的硬铝材料一次性加工成型,因为有色金属中的硬铝是易切削加工材料,比较容易满足铣削的尺寸精度要求,完成加工后再实施镀硬镍以保证其耐磨性。3)钻套的加工。将钻套设计成通过紧配镶嵌于钻模板内固定不动。钻孔时钻套是引导钻头定位钻孔的零件,因此需要比较高的硬度和耐磨性,加工中选择已淬火的标准DC53 合金钢钢块,在加工工艺上直接使用穿孔机、慢(中)走丝机经过2 道割制加工即可成型。钻套和钻套板的配合形式经过了2 次改型,最初设计的钻套和钻套板的定位方式是双挂台结构,原因是双挂台结构受力平衡,当高速旋转的麻花钻经过钻套导入时,可以有效抵制逆向扭矩,进而防止钻套从钻套板里脱出,避免安全事故发生。由于加工钻模板时发现双挂台定位结构占的空间大,反而造成钻模板强度下降,将钻套镶入钻模板后再次更换钻套时发现钻模板的钻套双挂台定位槽处有裂纹,因此将钻模板的定位槽改为定向定位,将定位槽旋转了90°。改进后的钻模板和钻套的结构图即如图3 所示,既保证了夹具零件的强度,又方便更换钻套使用钻夹具。4)定位板的加工。定位板结构简单,也是镶入夹具体通槽内作为尾部外壳钻孔时的轴向定位。通常是先使用标准板先平磨两平面,以满足与夹具体过盈配合要求,然后再使用线切割割外形即可成型。
3 通用性钻孔夹具的实际应用
前面论述了将钻孔夹具设计成通用性而不是专用性的原因,并对通用性钻孔夹具的设计原理和使用要求进行了说明,但实际上是否满足加工需求,还需要进行加工验证。
为此,该文在某款尾部外壳加工前先输出了通用性钻孔夹具图纸,并进行了相应夹具零件的加工和夹具组装。1)将定位块镶嵌于夹具体内。2)根据待加工尾部外壳的规格选择相应的钻套,将钻套镶嵌于钻模板内。3)根据待加工尾部外壳的规格,将钻模板组件安装到夹具体相应的半圆型定位槽内。4)将组装好的钻夹具装入小平口钳夹紧。对工件实施钻孔时,先将工件装入夹具体定位腔,注意要将固定孔侧作为工件的定位,轴向也要使工件的端面紧贴定位板平面,确保工件在2 个方向上均定位准确。钻好一侧的孔后,将平口钳整体移动,使钻夹具工件上另一个未加工孔能再次完成加工。实际上,在设计此通用性钻孔夹具前,也考虑了将固定孔侧作为固定定位,钻孔时先钻好一孔,然后取出工件翻面再进行另外一个孔的钻加工。但这样的加工就是将两孔中心距尺寸转化为两单孔到大圆面的孔位尺寸来控制,在理论上是工艺基准与设计基准不统一,在实际中孔中心距尺寸也会受大外圆尺寸和2次装入误差的影响儿发生经常性超差,因此没有使用这种加工方法。
公司类似上述尾部外壳类的零件结构有多个系列,累计有几十种零件,基本都是多品种、小批量的生产类型,如果对每种零件加工的钻孔都设计加工专用性钻夹具,不仅会增加几十倍的夹具制造成本,也难以满足零件加工周期的需要,最重要的还是夹具的管理和维护难度,因此该文基于这些方面提出汇总这些类似结构的零件钻孔特征,设计一套可调中心距的通用性钻孔夹具以解决这些问题。该课题输出的通用性钻孔夹具是一种组合式夹具,有2 种功能组合模式,共用夹具体和定位板,针对汇总统计分析出不同尾部外壳的外形尺寸、孔距尺寸和孔位尺寸,一个组合是在夹具体上设计不同位置的钻模套孔,并将根据不同规格尾部外壳的孔径设计出的钻模套板组装到夹具体上进行固定;另一个组合是将定位板固定安装到夹具体上。因此,对不同的尾部外壳钻孔,只需要先根据工艺图纸选择相应的钻模套,然后将钻模套固定安装到钻模板上,再根据工艺图纸要求将钻模板安装到夹具体相对应的定位卡槽,即完成了该通用性钻孔夹具的组合安装。最后就是使用该钻孔夹具在台式钻床上完成零件的钻孔加工。
4 结语
使用该课题输出的可调中心距通用性钻孔夹具对3 款不同规格的尾部外壳进行了钻孔加工,首检合格后进行了批次性加工验证,最终检验工件均满足图纸尺寸要求。和专用钻孔夹具相比,该通用性钻孔夹具使用范围大、易于管理且方便调整,以一副钻孔夹具代替9 副专用钻孔夹具,大大节省了夹具加工费,有效缩短了产品零件的加工交付周期。
猜你喜欢
World Journal of Gastrointestinal Endoscopy(2023年5期)2023-06-09 11:42:18
装备制造技术(2021年1期)2021-05-21 07:54:52
哈尔滨轴承(2021年4期)2021-03-08 01:00:48
装备制造技术(2020年9期)2021-01-26 00:15:30
装备制造技术(2019年12期)2019-12-25 03:07:36
模具制造(2019年7期)2019-09-25 07:30:00
铁道学报(2018年5期)2018-06-21 06:21:06
制造技术与机床(2017年10期)2017-11-28 05:20:46
中国铸造装备与技术(2017年3期)2017-06-21 11:33:43
山东工业技术(2016年15期)2016-12-01 05:30:54
