
45Mn钢发动机链板激光淬火表面的组织及力学性能
2023-05-04 13:11巩春红
金属热处理 2023年4期
李 枭, 杨 勇, 巩春红
(1. 青岛理工大学 机械与汽车工程学院, 山东 青岛 266520;2. 夏津县产业融合发展中心, 山东 德州 253200)
滚子链作为机械装备的核心基础零部件,广泛应用于车辆、船舶、农业机械等行业。近年来我国对于链轮的需求量增长迅速,但我国中高端链传动产品制造业起步较晚,中高档汽车发动机链条国产化低,主要依靠国外进口,大功率船用发动机链条甚至被国外垄断[1]。发动机链条长时间在结构振动和交变应力作用下发生微动损伤[2],不仅导致链条实际使用寿命下降,还严重降低发动机的性能。一般解决磨损问题的方法是直接更换新的链条,这在增加成本的同时并未解决发动机链条磨损的根本问题。目前针对大型船舶发动机链条磨损问题的研究多是建立机械磨损预测模型和采用传统热处理工艺处理[3],效果都不是很好。
激光淬火表面改性技术避免了工件在传统淬火工艺后易发生变形、开裂等缺陷,能够保持原材料的表面粗糙度,在提高材料表面硬度、耐磨性、耐腐蚀性等方面具有明显优势[4-5]。国内外许多学者对激光淬火表面改性技术进行了大量研究,Zhao等[6]通过建立激光离散淬火钢轨的三维弹塑性模型,分析并研究了U71Mn钢轨的滚动接触磨损和疲劳性能,结果表明经激光离散淬火处理的钢轨的磨损寿命可提高93.81%~155.65%,磨损率可降低40.67%~50.62%,但几乎不改变轮轨滚动接触疲劳寿命。Patwa等[7]根据激光工艺参数和初始微观结构提出了激光硬化过程的准确热动力学预测模型,结果表明该模型可以准确地预测AISI5150H钢硬化层的硬度和深度,并显示预测温度和测量温度之间的良好一致性。郭士锐等[8]利用ANSYS对420B不锈钢牙骨凿表面进行激光淬火温度场数值模拟,确定了刃口表面无熔化现象且淬火效果较好的工艺参数。目前对激光淬火的研究大多数是建立数学模型分析、利用计算机进行数值模拟预测等,结果会有一定偏差,实用性差。对于不同材料激光淬火的关键工艺参数不尽相同,尤其是对于零件大面积的激光淬火研究更少。
基于上述背景,本文提出采用激光淬火技术针对45Mn钢船舶发动机链板易磨损部位进行激光淬火,研究了不同工艺参数对链板力学性能的影响规律和多道搭接表面激光淬火的回火软化问题,最终获得高硬度和耐磨性能优异的链板表面,为解决大型船舶发动机链板磨损问题提供了理论与数据支撑。
1 试验材料及方法
试验材料为船舶发动机链板用45Mn钢,其化学成分(质量分数,%)为0.42~0.5C、0.17~0.34Si、0.7~1.0Mn、≤0.035S、≤0.035P、≤0.25Cr、≤0.25Ni、≤0.25Cu。先在抛磨机上将试样表面用400目纱纸打磨,再用丙酮和无水乙醇清洗试样表面后烘干,然后进行表面激光淬火试验,试验装置为FL020型光纤激光器、KR30-3型6轴机械手臂、冷却系统和数控操作台组成的激光淬火系统。光纤激光器的光斑为圆形光斑,直径为φ4 mm,扫描方式为单道扫描和多道扫描,单道激光扫描的工艺参数如表1所示,多道激光扫描的激光功率大小为600 W,扫描速度为10 mm/s,搭接率为10%~40%。
对45Mn钢试样表面分别进行单道、多道激光淬火之后用DK7745线切割机进行切割,制备金相试样,在磨抛机上将截面用200~2000目砂纸打磨并进行抛光,再用3%~4%(体积分数)硝酸酒精溶液腐蚀40 s,然后用FEI Quanta FEG 250扫描电镜进行组织观察。采用HV-1000显微硬度计对淬火试样横截面的硬度进行测量,载荷9.8 N,保荷10 s,每点间隔0.2 mm。
采用MFT-EC4000型摩擦磨损试验机对试样淬火表面进行磨损性能测试,对磨材料选用氮化硅钢球,载荷为20 N,摩擦往复频率为2 Hz,运动行程为6 mm,测试时间为20 min,无润滑剂。
2 试验结果及分析
2.1 激光淬火后的表面形貌及微观组织
激光淬火后的表面质量是研究过程中容易被忽视的一点,它直接决定了被加工完的试样能否投入后续生产。激光淬火是一个多因素共同影响的复杂加工过程,其主要的工艺参数为激光功率、扫描速度、光斑直径,这些共同决定了激光淬火后的表面质量。由于圆形光斑所释放的能量呈高斯分布,主要集中在光斑中心且沿深度方向扩散,淬火区两侧边缘能量较少,所以激光淬火后的表面形貌中间白亮的为马氏体区,两侧发黑的为过渡区,如图1所示。由图1可以看出,当扫描速度为10 mm/s时,激光功率为600 W的激光淬火表面质量较好,基本不改变表面粗糙度,无裂纹、微熔、烧结等缺陷。当激光功率增加到900 W时,试样表面出现烧结、微熔现象,严重影响表面质量。当激光功率为600 W,扫描速度增加到20 mm/s时,由于扫描速度过快,淬火区宽度远小于光斑直径,硬化不均匀,且能量更加集中,出现少量烧结点。
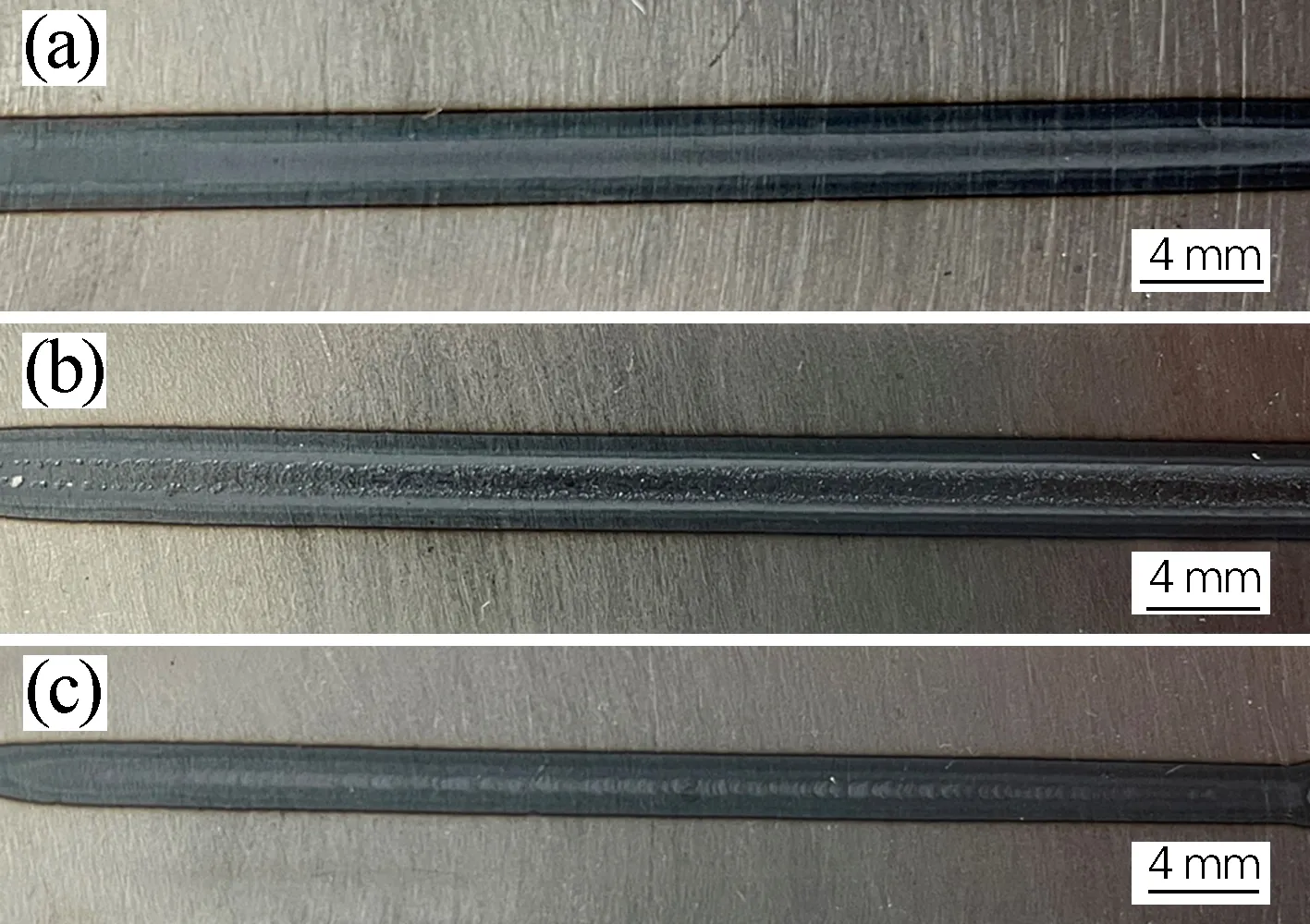
图1 不同激光功率和扫描速度下45Mn钢激光淬火后的表面形貌
激光功率600 W、扫描速度10 mm/s,试样淬火区的横截面形貌如图2所示,呈月牙形状。根据温度扩散方向,在试件边缘处温度向内部扩散,中部温度可扩散至四周,故基体自身的冷却速度从表面开始由慢到快再逐渐减小[9],温度梯度大导致激光淬火区主要分为相变硬化区、过渡区和热影响区3个部分。
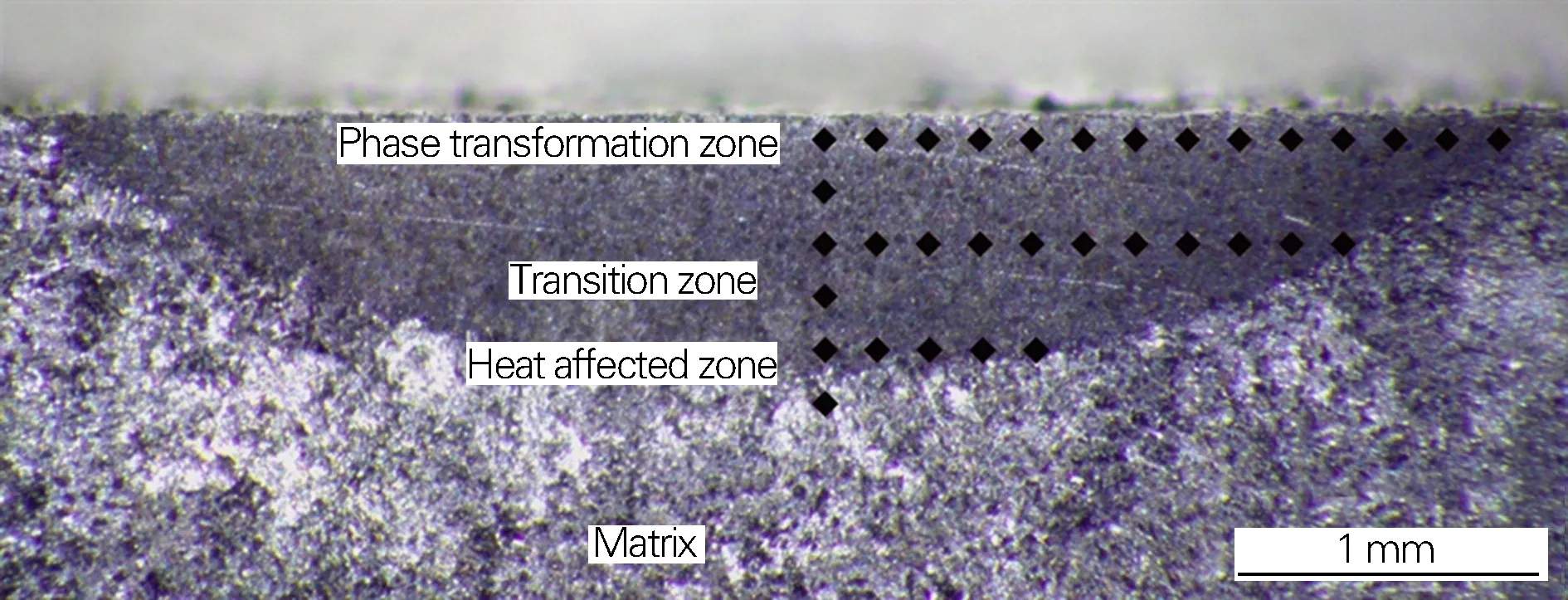
图2 45Mn钢激光淬火后的显微形貌(600 W,10 m/s)
图3为在激光功率600 W、扫描速度10 mm/s下,45Mn钢表面激光淬火区的显微组织。在相变硬化区域内,随着温度梯度沿纵向增加,其组织相变也有所不同。试样表面在吸收激光能量后温度急剧升高,冷却时主要依靠试样自身传热,与外界之间的热传导较慢,所以靠近表面冷却速度相对较慢。此外由于奥氏体含碳量的不同,所形成的马氏体也不同,含碳量在0.2%~0.6%的奥氏体形成板条马氏体和片状马氏体的混合组织[10]。45Mn钢的含碳量为0.45%,当试样表面在吸收激光能量后温度急剧升高到Ac3之上时,由于冷却速度和碳含量的因素,此处奥氏体主要转变为较为粗大的板条马氏体与片状马氏体的混合组织,如图3(a)所示。随着深度的增加,由于过热度变大、热扩散不可控,各微观区域的温度值实际上并不均匀,这共同导致快速升温时奥氏体形核数量增加但来不及长大,并在之后的冷却时转变为细小的马氏体[11-12],如图3(b)所示,因此细晶强化作用更加明显,硬度值也有所上升。随着深度的继续增加,在过渡区域内的温度扩散方向不稳定,温度较相变硬化区变低,一般在Ac1和Ac3之间,加热时间短且冷却速度大,奥氏体转变不完全[13],形成的组织较为复杂,主要是隐晶马氏体+残留奥氏体+铁素体,如图3(c)所示。在热影响区和基体交界处由于热量散失达不到相变温度属于高温回火,组织为回火索氏体,如图3(d)所示。
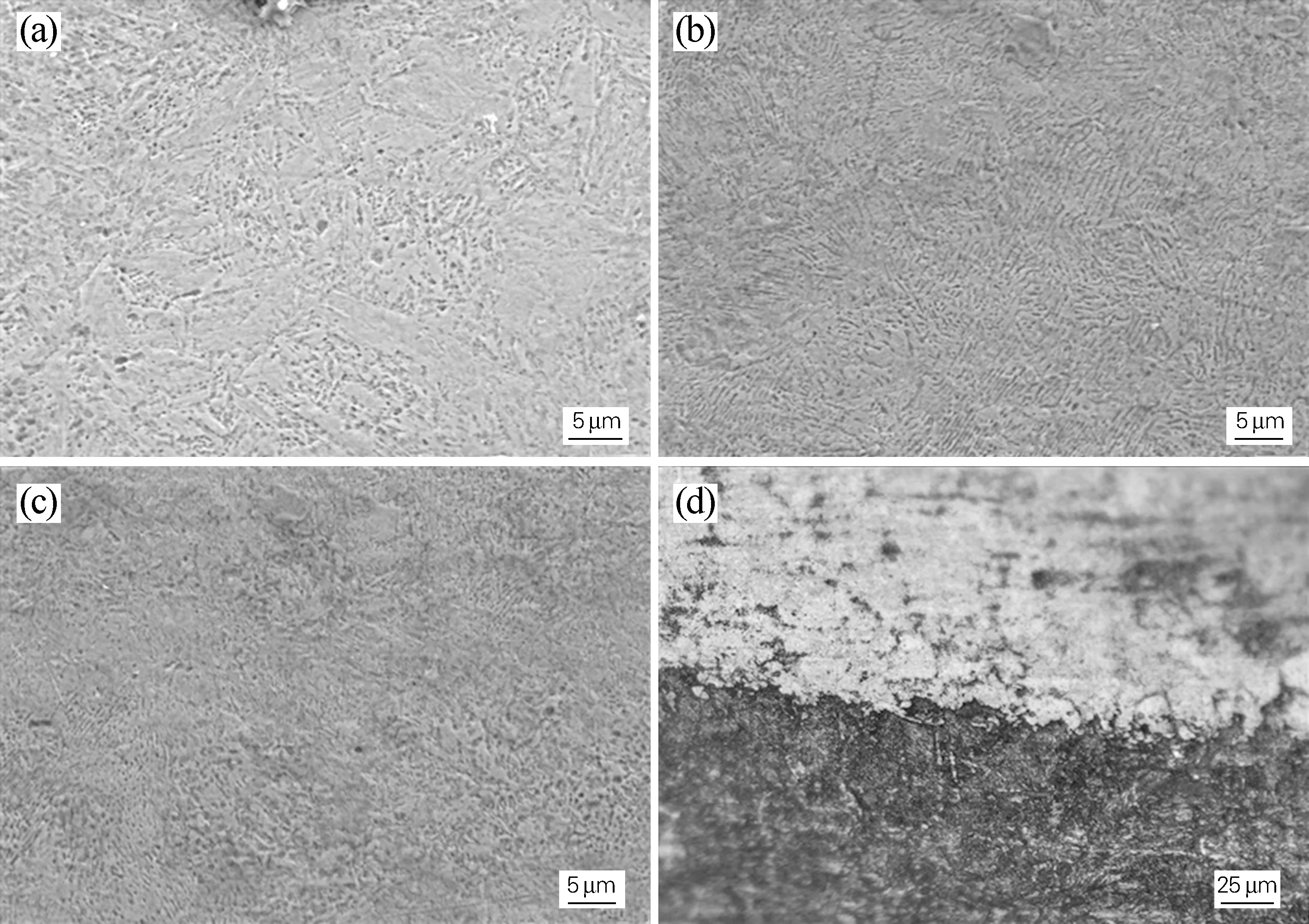
图3 在激光功率600 W、扫描速度10 mm/s下45Mn钢激光淬火后的显微组织
2.2 激光功率和扫描速度对硬度的影响
对不同激光功率和扫描速度下45Mn钢表面激光淬火区进行硬度测试,测试位置如图2所示。沿深度方向的硬度测试结果如图4所示。由图4(a, b)可以看出,在相同的扫描速度下,激光功率增加时淬火区的硬化深度明显提升,但硬度大小变化不大,随深度增加,整个淬火区的硬度先从表面逐渐上升,趋于稳定后又迅速下降至基体硬度,该趋势与淬火区内部组织的分析结果相对应,靠近表面的组织因升温迅速但来不及冷却,获得的马氏体组织较为粗大,而次表面区域的组织因急冷急热而获得更为细化的马氏体,所以表面的硬度较低而次表面的硬度最高。随着深度增加,热影响区的硬度略有降低,但在靠近基体时骤降至原始硬度。由图4(c)可以看出,当激光功率为600 W时,激光淬火区的硬度随扫描速度的增加变化较小,但淬火区的硬化深度随着扫描速度的增加而明显减小,当扫描速度超过15 mm/s时,硬化深度减小的趋势变缓。
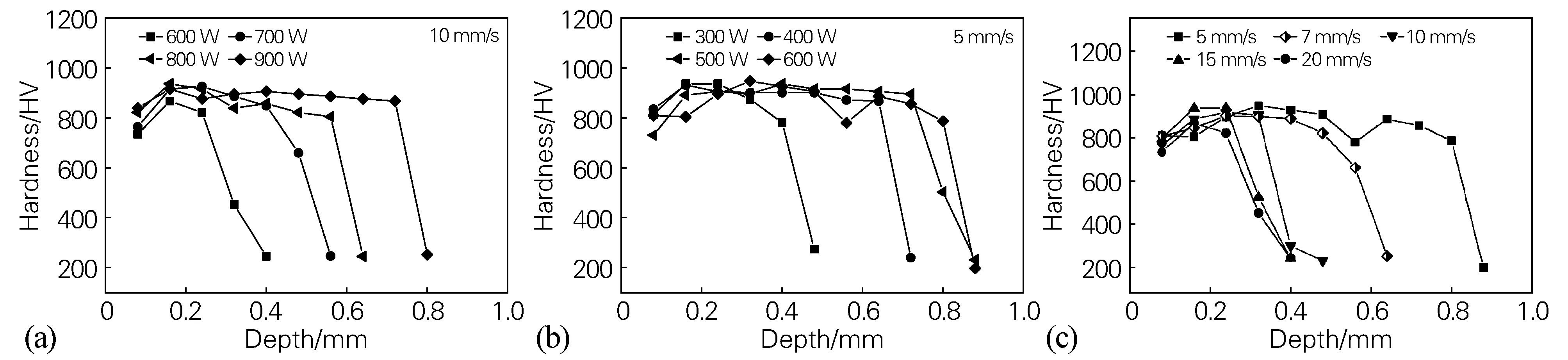
图4 不同激光功率和扫描速度下45Mn钢激光淬火后的硬度分布
由于激光功率与扫描速度共同作用影响了淬火区的硬度,采用能量密度来分析这两个因素的综合作用。根据激光能量密度E=P/VD(D为光斑直径,V为扫描速度,P为激光功率)计算出1~11号工艺对应的能量密度,如表2所示。图5为沿横向测试不同激光功率和扫描速度下45Mn钢的相变硬化区、过渡区和热影响区的平均硬度,结合表2可以看出,不同激光能量密度下次表面、中部、底部分别对应相变硬化区、过渡区和热影响区的硬度均先上升再下降,在中部硬化区最高,其次是次表面区,底部略低于中部,但各区域之间的硬度差别并不大,次表面、中部、底部的硬度差在100 HV左右,这是因为钢中碳含量是决定硬度值大小的主要因素[14]。

图5 不同激光淬火工艺的激光能量密度与45Mn钢淬火区硬度的对应关系
综合来看,经激光淬火后45Mn钢的表面硬度明显增加,基体硬度为245 HV左右,不同的激光功率和扫描速度下进行激光淬火后的表面硬度在850~950 HV。单一地改变激光功率或扫描速度对提升硬度的效果不佳,而在同一能量密度下,高功率和高扫描速度的淬火区硬度值更高,硬化更均匀[15],如工艺1和工艺5的激光能量密度同为15.0 J·mm-2,而工艺5的淬火区平均硬度(855.66 HV)比工艺1高18.49 HV,又如工艺2和工艺7的激光能量密度同为20.0 J·mm-2,而工艺7的淬火区平均硬度值(849.87 HV)比工艺2高43.84 HV。激光淬火的快速加热和快速冷却使得细晶强化作用明显,淬火区的硬化深度和宽度明显增加,可见激光表面淬火技术在改变金属表面硬度方面有着明显优势。
2.3 激光功率和扫描速度对硬化深度与宽度的影响
图6为不同激光功率和扫描速度下45Mn钢表面激光淬火区的深度和宽度。由图6(a)可以发现,在扫描速度和光斑直径不变的情况下,激光功率越大,淬火区的硬化深度越深,宽度也越宽。这是由于试样吸收的能量与激光器发射的能量之间存在损耗,且圆形光斑能量密度中间较大,所以激光器的光斑直径并不等同于工件淬火区的宽度。当光斑直径和扫描速度不变时,激光功率越大,能量密度也越高,工件所能吸收的热量也就越高,淬火区的硬化深度和宽度也就越高。由图6(b)可以发现,在激光功率和光斑直径不变的情况下,扫描速度与硬化深度和宽度成反比,即扫描速度越快,淬火区的硬化深度越浅,宽度也越窄。由于扫描速度增加,工件所能吸收能量的时间就变短,导致深度和宽度都有所下降。
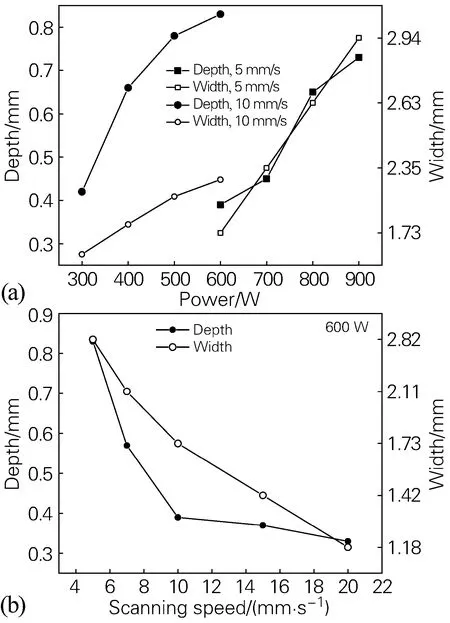
图6 45Mn钢淬火区硬化深度与宽度随激光功率(a)和扫描速度(b)的变化曲线
2.4 激光淬火表面的摩擦磨损性能
不同激光功率、扫描速度10 mm/s下45Mn钢表面激光淬火区的摩擦因数和磨损体积如图7所示。由图7(a)可知,当激光功率为600、700、800和900 W时,摩擦400 s后稳定磨合期摩擦因数的平均值分别为0.351、0.363、0.373、0.387,与未经激光淬火时的平均摩擦因数0.321差别不大,提升幅度仅0.030~0.066,可见激光淬火后的试样表面依然可保持原有的表面粗糙度。由图7(b)可知,未经激光淬火时试样表面磨损体积为0.368 mm3,经过激光淬火后的试样表面磨损体积为0.166~0.186 mm3,可见经激光淬火后的表面耐磨性能显著提升,磨损体积仅为未处理时的45.1%~53.0%。这是由于激光淬火后获得的细小马氏体具有高硬度和高耐磨性。综合摩擦因数和磨损体积的变化不难得出,采用激光淬火对零件局部强化之后既可以保持零件表面粗糙度不改变,还能大幅提高工件的耐磨性能。
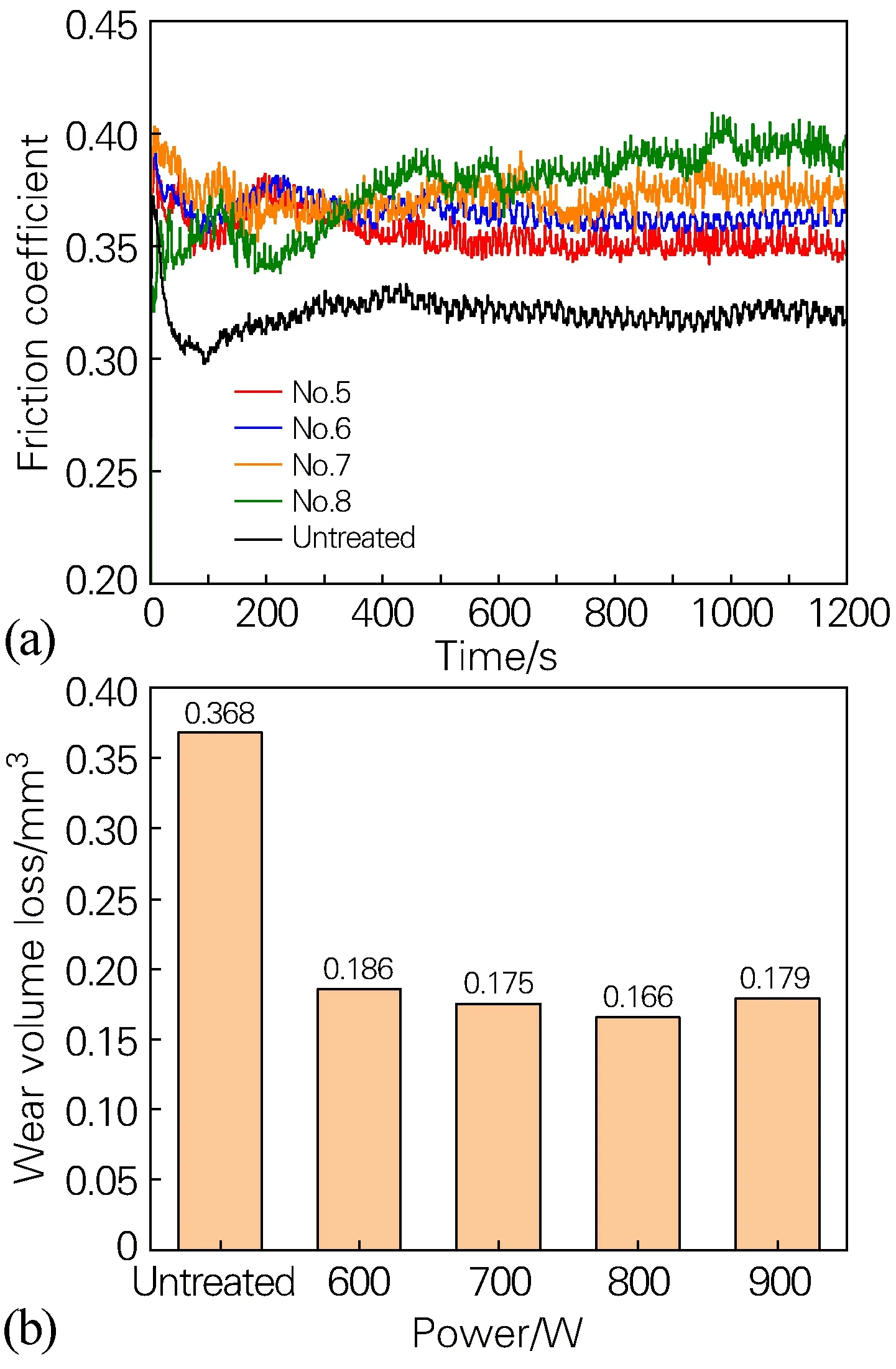
图7 不同激光功率下45Mn钢激光淬火后的表面摩擦因数(a)和磨损体积(b)
2.5 多道激光淬火区形貌
根据单道激光淬火形貌质量、硬化深度和宽度,选取单道激光淬火的合理参数,激光功率600 W,扫描速度10 mm/s,光斑直径φ4 mm进行多道搭接激光淬火试验,图8为不同搭接率下45Mn钢激光淬火后的表面形貌,可以看出,搭接率为10%和20%时,搭接区主要在每道次激光淬火的热影响区,道次中间的马氏体区几乎没有变化,这是因为搭接率过小时多道次的激光淬火对马氏体的影响较小[16]。搭接率为30%时,每道次的马氏体区衔接良好,表面未出现明显的烧结点。当搭接率为40%时,道次间开始出现微熔烧结现象。因此,搭接率过小易导致硬化深度不均,而搭接率过大时回火软化现象严重,因此选择合理的搭接率是多道激光淬火的关键。
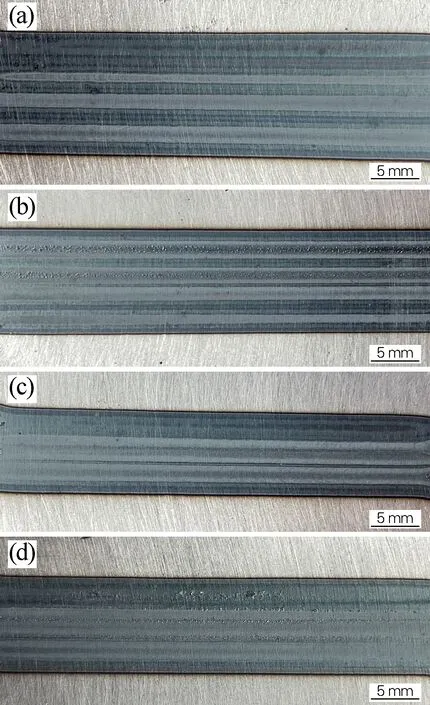
图8 不同搭接率下45Mn钢多道激光淬火后的表面形貌
一般来说,搭接区和后一道次的热影响区是多道激光淬火的研究重点,而其他区域组织变化与单道激光淬火的组织基本一致。图9为30%搭接率下相邻两道次搭接区的截面形貌,可以看出,多道激光淬火时,各道次的硬化深度不是全部一致的。随着道次增加,硬化深度先增加然后趋于稳定。这是因为在搭接区,由于前一道次已经形成了马氏体为主的组织结构,由于急冷急热下形成的马氏体会出现位错和大角度晶界等大量高密度晶格缺陷,这些晶格缺陷为后续加热时奥氏体逆转变提供了形核位点[17]。由于高加热速率形成大量块状奥氏体,接着在快速冷却时转变为新的马氏体,块状奥氏体与原奥氏体的取向不同导致奥氏体逆转变组织更加细化。随着道次的增加,热量不断积累使碳化物溶解和碳扩散更加均匀,奥氏体化所需温度降低,奥氏体化区域进而增大,最终达到碳含量与晶粒尺寸的相对平衡,所以硬化深度随着道次增加呈先增加后达到稳定的状态[18-21]。温度场的径向分布决定了后一道次的激光淬火一定会对前一道次激光淬火后的马氏体产生不同程度的回火。靠近搭接区为高温回火区,主要为回火索氏体,随着回火温度向外递减,马氏体中的含碳量下降,形成回火托氏体和回火马氏体,从而出现回火软化现象。

图9 45Mn钢多道激光淬火后的搭接区形貌(搭接率30%)
2.6 多道搭接激光淬火的硬度值
对不同搭接率下45Mn钢多道激光淬火搭接区进行硬度测试,以反映回火软化程度,测试位置如图9所示,测试结果如图10所示。可以看出,多道激光淬火的回火软化问题是不可避免的。距表面0.1 mm处的次表面区硬度受回火效果影响最小,当搭接率为40%时次表面的平均硬度明显降低。距表面0.3 mm处的过度区的回火软化较为明显,在搭接率为10%、20%、30%和40%时的软化区宽度分别为0.56、0.61、0.68和0.73 mm,可见随着搭接率的增加,回火软化越明显。距表面0.5 mm处的热影响区的硬度明显降低,且在搭接率为10%和20%时有未搭接区域出现,故此处的硬度值突然降至未处理基体的水平,热影响区和回火软化区交叠造成了硬度值大小起伏明显,搭接率为30%和40%时硬度变化较为平缓,没有出现未搭接的区域。整体看来搭接率越大,回火软化区越宽,但硬度值波动减小,各深度的硬度值更为接近。综合评价搭接率为30%时能够获得硬度较为均匀的淬火区。
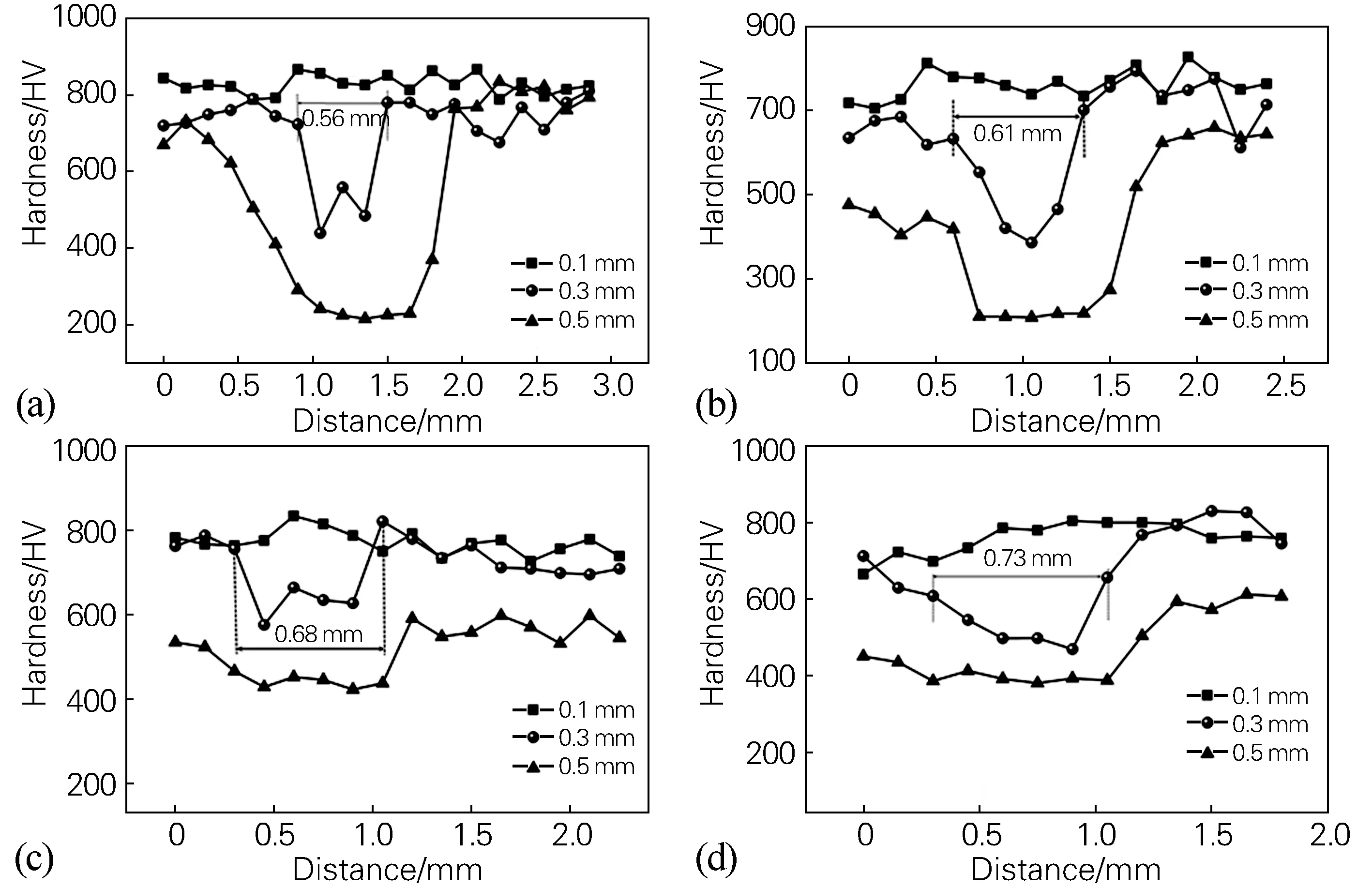
图10 不同搭接率下45Mn钢多道激光淬火后的硬度分布
3 结论
1) 45Mn钢在激光功率为600 W、在扫描速度为10 mm/s、光斑直径为φ4 mm的条件下激光淬火后,表面形貌质量、硬度和耐磨性能良好。激光淬火区主要分为相变硬化区、过渡区和热影响区,淬火区形成了板条马氏体、细小马氏体为主的组织。激光能量密度决定了淬火区的宽度与深度,在相同的能量密度下,高功率和扫描速度有利于获得硬度更高的淬硬层。
2) 激光淬火后表面摩擦因数较未处理基体提升0.030~0.066,提升幅度较小,基本未改变表面粗糙度,表面平均硬度值为850~950 HV,磨损体积为未激光淬火时的45.1%~53.0%。
3) 通过对比不同搭接率的多道激光淬火硬化区的回火软化现象,发现回火软化带的宽度随着搭接率的增加而增加,30%搭接率的多道激光淬火后整体的硬度值分布均匀,回火软化区宽度0.68 mm。
猜你喜欢
山东冶金(2022年1期)2022-04-19
山东冶金(2022年1期)2022-04-19
政工学刊(2021年12期)2021-12-22
装备制造技术(2020年1期)2020-12-25
电镀与环保(2017年6期)2018-01-30
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
上海金属(2016年1期)2016-11-23
设备管理与维修(2016年7期)2016-04-23
组合机床与自动化加工技术(2014年12期)2014-03-01
