结晶器喂钢带技术在宽厚板连铸机的研究与应用
2023-04-29 00:44:03高山段朋朋王忠刚
冶金信息导刊 2023年1期
高山?段朋朋?王忠刚
摘 要:连铸坯洁净化和均质化是连铸技术发展的主要方向,但是铸坯中心偏析和中心疏松等缺陷是连铸坯实现洁净化和均质化的技术瓶颈。深入研究结晶器喂钢带技术,通过改变结晶器内熔体的温度场,降低结晶器内熔体过热度和温度梯度,提高形核率和铸坯等轴晶率,全面改善铸坯中心偏析和中心疏松,提高连铸坯洁净化和均质化水平。
关键词:喂钢带;中心疏松;中心偏析
RESEARCH AND APPLICATION OF MOLD STEEL STRIP FEEDING TECHNOLOGY IN WIDE AND THICK PLATE CASTER
Gao Shan Duan Pengpeng Wang Zhonggang
(Steel making plant of Laiwu branch of Shandong Iron and Steel Co., Ltd. Jinan 271104,China)
Abstract:Cleaning and homogenization of continuous casting slab are the main development direction of continuous casting technology, but the defects such as central segregation and central porosity are the technical bottleneck of cleaning and homogenization of continuous casting slab. In this paper, the steel strip feeding technology in the mold is deeply studied. By changing the temperature field of the melt in the mold, reducing the superheat and temperature gradient of the melt in the mold, improving the nucleation rate and equiaxed crystal rate of the slab, comprehensively improving the central segregation and porosity of the slab, and improving the cleaning, purification and homogenization level of the continuous casting slab.
Key words:feed steel belt;central porosity;central segregation
0 前 言
近年来,随着社会经济的发展以及各行各业的进步,市场对钢材质量要求越来越高。生产表面无缺陷、高性能钢材成为当今钢铁生产的发展方向之一,连铸坯洁净化和均质化是连铸技术发展的主要方向。然而铸坯中心偏析和中心疏松等缺陷一直是限制铸坯洁净化和均质化技术提升的瓶颈,因此,国内外大型钢铁企业均展开铸坯组织、成分均匀性控制技术的研究与应用。连铸机结晶器喂钢带技术是将一定形状的钢带喂入结晶器,利用钢带熔化吸收热量来实现熔体低梯度温度场和低过热度,同时利用钢带机械运动破碎熔体枝晶组织,增加晶粒成长形核质点,提高等轴晶率、抑制柱状晶晶粒生长、改善铸坯质量的一种技术。
1 技术原理
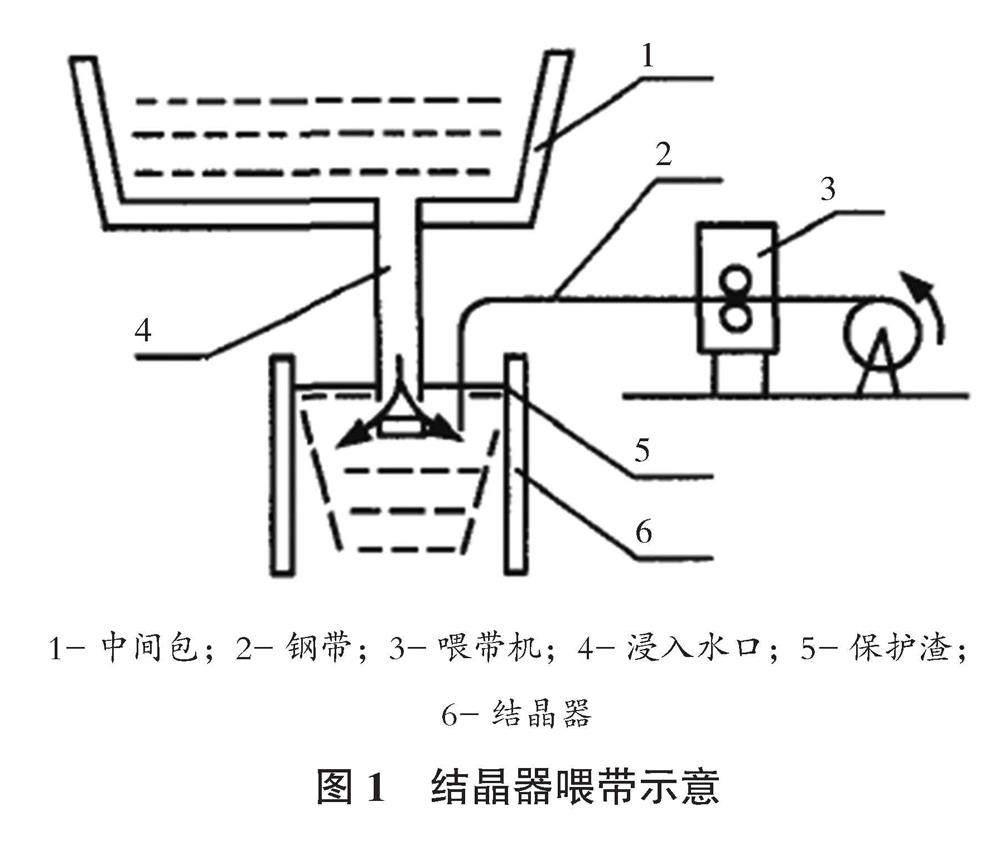
喂钢带是向结晶器内喂入普通碳素钢带,钢带在结晶器中的熔化吸热,改变结晶器内熔体的温度场,降低结晶器内熔体过热度和温度梯度,并利用钢带的机械运动破碎熔体枝状晶组织,增加晶粒生长的形核质点,依此来提高形核率和铸坯等轴晶率。改善连铸生产中易出现的铸坯偏析、疏松、裂纹和中心偏析等缺陷,促进硫、磷等非铁元素的均匀分布,改善板坯的宏观组织结构。结晶器喂钢带的本质是降低钢水在结晶器中的温度,缩小液相区,增加糊状区。具体工艺示意见图1。
2 喂钢带技术应用
2.1 钢种选择
热试钢种选择Q460D,连铸机断面选择250 mm×2 200 mm,Q460D钢种的固相线温度1 483 ℃,液相线温度1 505 ℃,浇铸速度为1 m/min。
2.2 喂带参数控制
喂带速度为1~9 m/min,具体时间段内喂带速度如表1所示。
2.3 应用效果
2.3.1 低倍组织结构对比
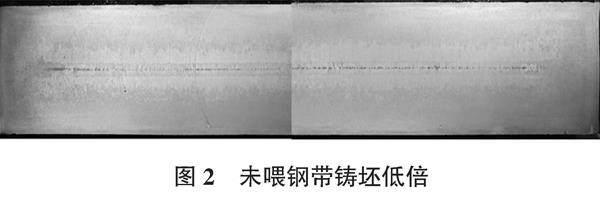
为检验喂钢带对铸坯质量的影响,对未喂钢带、喂带速度6.0 m/min和喂带速度9.0 m/min的铸坯分别取样进行对比分析。
未喂钢带,评级:中心线偏析B类1.0级,中心疏松1.0级。
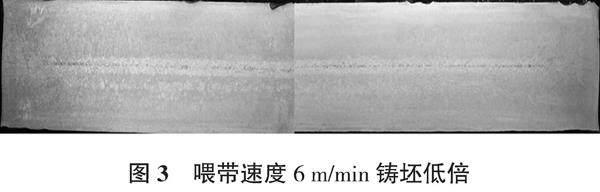
喂带速度6 m/min,评级:中心线偏析C类1.0级,中心疏松1.0级。
钢种Q460D,喂带速度9 m/min,中心线偏析C类0.5级,中心疏松0.5级。
对比未喂带的铸坯低倍样,喂带以后,低倍样改善非常明显,中心线偏析从B类1.0级提高到C类0.5级。从低倍试样可看出,相对于未喂带连铸坯,喂带后中心疏松和中心偏析明显降低,等轴晶区发达,柱状晶区占比很小。没喂带的样低倍组织柱状晶区发达,等轴晶区占比很小,并且中心有明显裂纹,这是因为柱状晶生长过程中某些杂质元素、非金属夹杂物及气体等被排斥在晶体生长界面前沿,最后分布于柱状晶与柱状晶或中心等轴晶之间,从而在这些部位形成了性能的薄弱环节,凝固末期容易产生热裂纹。对于铸坯来说,还易于在以后的塑性加工或轧制过程中导致裂纹。喂带后显著消除裂纹,并且极大的扩张了中心等轴晶区,因为喂带工艺引入异质形核位点,并且改变中心温度分布,减少液态金属由于高温而引起的晶粒重熔的数量,使得先期形成的晶粒更多地存留下来;另一方面,液态金属过热温度的降低也有利于产生较多的游离晶粒。这两方面的作用均有利于抑制柱状晶区的形成和发展,扩大等轴晶区的范围。
2.3.2 铸坯微观组织对比
在铸坯横断面1/2处和边部进行取样,如图5所示。对比分析喂线速度为6 m/min和9 m/min下的铸态微观组织形态,如图6和图7所示。
从样品的微观组织可看出,近表层为急冷的精细组织,取向不明显,为等轴凝固组织。铸坯内部1/4和1/2处的组织类型相同,完全没有取向,为等轴晶组织结构。由于受到冷却速度较慢的影响,1/2处的奥氏体晶粒比1/4处的奥氏体晶粒粗大一些。整体上看,喂钢带量越大,奥氏体晶粒越细一些。
2.3.3 铸坯显微组织结构对比
观察微观组织可知相对于未喂带连铸坯,喂带后中心晶粒尺寸和成分偏析减小。该技术在很大程度上消除了中心偏析、提高了中心组织的致密度、抑制了柱状晶晶粒生长,由此拓宽了等轴晶区的比例,而且明显改善了连铸坯的宏观组织结构,可显著改善连铸坯的质量,提高钢铁产品质量。
喂带和没喂带的样微观组织都是贝氏体和铁素体,如图8和图9所示。没喂带的主要是散状分布的多边形铁素体和粒装、板条状贝氏体,喂带后沿晶界网状分布的先共析铁素体发达,晶粒尺寸减小,因为喂带工艺引入异质形核位点,并且改变中心温度分布,有利于先共析铁素体生成,减少液态金属由于高温而引起的晶粒重熔的数量,使得先期形成的晶粒更多地存留下来;另一方面,液态金属过热温度的降低也有利于产生较多的游离晶粒。这两方面的作用均有利于细化等轴晶组织。
3 结 语
1)从低倍试样看相对于未喂带连铸坯,喂带后中心疏松和中心偏析明显降低,喂钢带前几乎没有等轴晶区,喂钢带后等轴晶区高达 84.65%。
2)喂钢带情况下溶质原子C中心偏析减轻,杂质原子S中心偏析减轻。C原子的含量明显低于不喂钢带的情况,降低幅度达到 15.6%;杂质元素S含量变化明显,S含量低于基体含量。
3)喂钢带和没喂钢带铸坯的微观组织都是贝氏体和铁素体,但是喂钢带后晶粒尺寸明显减小。
参考文献
[1] 于林辉,李继东,沈明钢,等. 连铸结晶器振动喂钢带对铸坯组织影响[J].炼钢,2014,30(6):75-78.
[2] 李维彪,王芳,齐凤升,等.结晶器喂钢带连铸坯凝固过程的数学模拟[J].金属学报,2007(11):1191-1194.
[3] 于林辉,王安国,舍甫钦柯·安东里,等.连铸结晶器喂钢带工艺研究[J].铸造,2015,64(3):210-213.