中厚板4 300 mm产线钢板头部蛇状缺陷攻关与研究
2023-04-29 00:44:03马鸣
冶金信息导刊 2023年3期
马鸣


摘 要:钢板头部蛇状缺陷是钢板头部翘曲的一种,其形成有很多相互关联的影响因素:钢坯上下表面温度,压下系统的稳定性、压下量,主传动系统上下工作辊的机械特性,传动控制系统的性能等都是影响钢板产生形变的因素,研究攻关过程中需要多专业配合解决,从多处进行分析。本文依托4 300 mm中厚板产线钢板“雪橇”头蛇状缺陷攻关项目,通过对轧制过程进行分析研究,结合现场实际条件,从电气自动化方面入手优化控制参数,有效降低钢板“雪橇”头蛇状缺陷的产生,解决了4 300 mm中厚板产线生产中的钢板“雪橇”头蛇状缺陷问题。
关键词:轧制;板形;电气自动化控制
RESEARCH ON SNAKE-LIKE DEFECTS OF STEEL PLATE SLED HEAD IN 4 300 mm PRODUCTION LINE
Ma Ming
(ShanXin Software CO., Ltd. Jinan 250101,China)
Abstract:There are many interrelated factors affecting the formation of the "sled" head: the temperature of the upper and lower surface of the billet, the stability of the screwdown system, the amount of screwdown, the mechanical characteristics of the upper and lower working rolls of the main drive system, and the performance of the drive control system are all factors that affect the deformation of the steel plate. In the process of research on public relations, it needs to be solved by cooperation of multiple disciplines and analyzed from multiple aspects. Based on the tackling project of snake-like defects of steel plate sled head in 4 300 mm plate production line, this paper analyzes and studies the rolling process, combines with the actual conditions of the site, optimizes the control parameters from the aspect of electrical automation, effectively reduces the snake-like defects of steel plate "sled" head, and solves the snake-like defects of steel plate "sled" head in 4 300 mm plate production line.
Key words:rolling mill;plate shape; eletricc-automatic control
0 前 言
中厚板在轧制过程时,要求钢板头部微微翘起,钢板头部位置呈“雪橇”状,即具有“雪橇”特性,又被称为雪橇头。这种类似“雪橇”的向上弯曲将减少钢板头部钻入辊道中的同时还会减少材料运输过程中的冲击,降低辊道轴承上的负载。钢板在轧制过程中头部位置出现类似蛇状的缺陷(又被称为“S ”type head end),钢板头部先是出现翘头,然后出现扣头现象,究其根本是轧件在轧制生产过程中的内应力不均匀分布或者因金属流动特性导致其产生的非对称变形。钢板头部有两种翘曲类型:弯曲部分在头部且向上称之为翘头,头部弯曲向下称之为扣头。钢板扣头会导致钢板离开轧机机架,向后运输的过程中会产生跳跃,造成预矫直机无法正常矫直,影响轧制节奏,严重时钢板头部会扎入运输辊道中间,出现事故停机。
1 钢板头部蛇状缺陷原因分析
钢板头部出现蛇状缺陷原因分析首先要从钢板头部为什么会出现翘曲入手。生产实际表明,轧件头部弯曲现象随工艺和设备参数的变化而发生较大的变化,比如随转速比、压下率、来料厚度、钢坯上下表面温度、压下系统的稳定性或传动控制系统的性能等都是影响钢板产生形变的因素。导致轧件头部向上或向下都可能发生弯曲,轧件头部弯曲的实质是轧件头部上下侧延伸不均。从金属质点运动速度方面来讲,轧机出口处上下侧金属质点运动水平速度不对称,轧件头部向延伸较小或水平速度较慢侧弯曲。而钢板上下侧出口水平速度与轧机上下传动装置线速度和上下辊前滑区域金属延伸变形有关。因此,凡是影响变形区应力状态、变形抗力或上下传动速度不对称的因素,都会影响轧出的钢板出现头部翘曲[1]。
1.1 轧制速度对钢板头部翘曲的影响
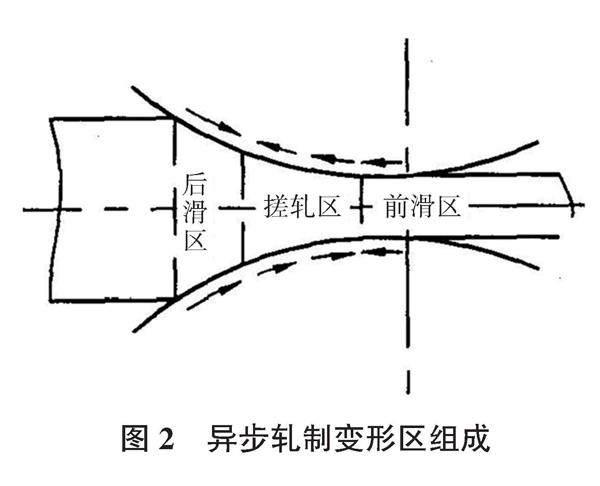
4 300 mm轧机由于辊径不同,转速相同,在轧制过程中被称为异步轧制。异步轧制又被称作为非对称轧制,指两个工作辊表面线速度不相等的一种轧制方法。因其上下辊在轧制钢板过程中线速度不同,导致钢板上下表面前进速度不一致。此时,轧制时变形区金属质点的流动规律和应力分布均有区别于同步轧制。慢速辊侧的中性点向形变区入口侧移动,快速辊侧中性点向变形出口侧移动。由于上下轧辊速度不同导致变形区内上下表面的摩擦力方向完全相反,形成了“后滑区”、“搓轧区”和“前滑区”。因“前滑区”上下面金属质点的延伸率以及其出口流动速度不一致,最后会导致钢板头部出现翘曲的情况。中厚板轧机正是利用这一原理来实现“SKI”功能,在轧机机架咬入钢板之前对主传动上下辊的速度进行调整,通过辊速差来控制钢板头部的翘头或扣头。
1.2 钢板头部蛇状缺陷产生原因分析
中厚板轧机有“SKI”控制功能来控制钢板头部扣翘,出现钢板头部蛇状的缺陷的是因为“雪橇头”轧制过程中出现向两个截然不同方向动作的结果,如图1所示,A部分为“雪橇头”向上,俗称为钢板翘头;B部分为“雪橇头”向下,俗称为钢板扣头。通过分析采集到上下位主传动电机轧制过程的PDA数据发现:精轧主电机在咬钢之前已经达到L2计算的速度设定值,由于“SKI”功能起作用,为保证钢板头部保持雪橇状翘头,下位主电机的设定及实际速度要低于上位主电机,此时正常。在精轧机在咬钢之后,主传动电机受到机架轧制力冲击,主电机出现降速,此时下位电机速度小于上位电机,上工作辊负荷大于下工作辊,此时钢板头部同样会因为上下辊速差形成扣头。此外,轧制过程中,精轧上下位电机在轧件头部区域出现非常明显的速度波动。由于速度下降,“SKI”功能无法正确应用。
2 攻关解决
2.1 主传动电机速度跟随差问题攻关
经过对轧制速度曲线、加减速力矩、电力曲线等资料认真分析比对发现粗轧精轧主传动装置参数存在部分优化的空间,目前投用的主传动装置参数使得电机特性调速性能较差,速度跟随情况差,达不到L2系统下发的轧制速度限幅值。
首先检查粗轧和精轧主电机的中的加速力矩补偿:
其中:SM150的CFC块TQA100是附加力矩的给定接口:
TQA100.X1,即TQ_ADD输入是自动化的附加力矩给定。
TQA100.X2,即TQ_CECO输入是0。
TQA100.X3,即TQADD_LOB输入是传动的力矩负荷观测器。
TQA100.Y,即TQ_ADD输出是所有附加力矩的输出。
电机在加减速测试时发现所有来自基础自动化系统的附加力矩补偿输出都是0,没有起到加速补偿的作用。
根据测试结果,在传动装置中通过调整参数增加P1496增加加速力矩补偿后再次进行测试,测试结果如图6。
从测试曲线上可以看出,随着传动装置参数中P1496加速力矩补偿值从0逐渐增大时,主传动电机在空载转动过程中,速度实际值与设定值的偏差越来越小,由此说明此时主传动电机在加速时速度跟随问题有了极大改善。
2.2 轧机主电机咬钢速降问题攻关
咬钢速降问题从现场实际轧钢情况来看,传动里粗轧上辊的速度特性比下辊的速度特性稍弱,即面对同样的负荷,上辊速降会比下辊速降稍微大一点,目的更利于雪橇头功能完成。实际情况是钢的上下表面温差较大,上辊速降会比下辊速降大约小于2%左右。粗轧机上辊的咬钢速降大概在6.5%,粗轧机下辊的咬钢速降在4.5%精轧机 上辊的速降在6%以内,精轧机下辊的速降在4%以内。
精轧机部分钢种咬钢力矩电流达到95%。解决办法是是在L1自动化系统里增加咬钢速降补偿功能,即咬钢之前增加一小部分转速,在咬钢过程中再把这部分增加的速度撤出,来弥补咬钢速降。
3 结 语
“雪橇”头形成有很多个相互关联的影响因素:钢坯上下表面温度,压下系统的稳定性、压下量,传动控制系统的性能等都是影响钢板产生形变的因素,研究攻关过程中需要多专业配合解决,从多处进行分析。参数修改优化之后,“雪橇“特性很好,避免了下扣类事故的发生,避免了预矫无法咬钢的情况,提高了轧制节奏,提高了成材率,对保护机前机后机械设备特别是主传动设备起到了显著的作用。
参考文献
[1] 程晓茹,胡衍生,李虎兴,等.中厚板轧制轧件头部弯曲预报模型[J].轧钢,2001,(6):9-11.
[2] 宋耀华,张翔,王继平,等.预防中厚板轧制头部下扣途径探讨[J].武钢技术,2000(4):24-28.
[3] 王广科,孔伟,刘健,等.厚板轧制中翘头原因分析及解决措施[J].宝钢技术,2012(3):47-51.
[4] 张明智.SM150变频调速系统的应用及性能测试[J].电子技术与软件工程,2015(10):128-129.
[5] 王立刚.利用负载优化实现中板轧制翘头控制[J].甘肃冶金,2012,34(5):43-44.
[6] 陈辉. 中板轧制过程翘扣头形成机理及控制研究[D].安徽:安徽工业大学,2018.
猜你喜欢
中南大学学报(自然科学版)(2022年7期)2022-08-29 11:07:12
材料与冶金学报(2021年4期)2021-12-10 09:35:20
企业技术开发·下旬刊(2016年9期)2016-11-23 02:38:51
中国科技博览(2016年7期)2016-04-25 06:29:14
水利科技与经济(2016年6期)2016-04-22 05:08:18
科技与创新(2015年22期)2015-12-02 23:43:00
科技与创新(2015年20期)2015-10-29 04:30:29
科技视界(2015年9期)2015-04-07 10:42:09
数字技术与应用(2014年10期)2015-03-23 04:29:05
有色金属加工(2014年1期)2014-04-10 01:02:37