探究基于图像识别技术的机械零件质量检测
2023-04-29 16:28:28汤婕
信息系统工程 2023年9期
关键词:机械零件
汤婕

摘要:对机械零件质量检测中应用图像识别技术的重要价值简析,在此之后对机械零件质量检测中常见的问题加以研究,对机械零件质量检测中应用图像识别技术的相关举措进行讨论,最后进行机械零件质量检测案例情况分析,主要目的为合理运用图像识别技术完成机械零件质量检测工作,从而提高整体生产自动化水平并充分发挥该项技术的最大作用。
关键词:机械零件;图像识别技术;零件质检
一、前言
当前,图像识别技术在不同行业中得到了很好的应用,然而机械零件生产制造时容易出现误差和表面损伤相关情况,机械零件质量检测工作需要投入大量的人力资源、物力资源、时间和精力、资金等,即便如此,发生漏、误检的概率也较高。因此建议在机械零件质量检测中应用图像识别技术处理,以此确保机械零件的质量满足实际需要[1]。
二、机械零件质量检测中应用图像识别技术的重要价值简析
(一)有助于提高检测的精度和效率
系统检测的过程使用图像识别技术的效果较好,主要体现在借助技术的作用能获取图片特征并及时处理图像,不仅如此,图像识别还具备输入功能可有效避免发生检测误差问题,利于提高信息处理的精度。图像识别技术可在信息技术之上进行机械零件质量检测,和传统检测技术比较,该技术的应用在节省时间、控制成本、简化识别流程等方面均优势突出,而且在实际识别期间能够获取准确的检测结果,有助于提高机械零件质量检测的整体质量。
(二)有助于严格控制检测的成本
为提高检测的精度,生产企业需聘请专业技术人才开展相关工作,同时合理使用图像识别技术处理,目的是降低人力成本和检测成本,有效缓解资金压力。
(三)有助于图像分析及识别
图像分析时实行二值化图像处理和计算机处理,应深入分析图像的主要特征。在分离图像后认真分析图象,以此对二值化图象进行有效处理。图像分离分析的方法非常多,有间接法、直接法及多门限法等,其中多门限法的应用可结合灰度、目标区域情况对图像进行分割,图像边缘检测时图像特征为灰度、纹理、线条,以及幅度、变换系数等。
识别机械零件图像时合理选择特征参数,然后明确常见的机械零件质量问题,比如不规则缺陷、断折、表面/内部裂纹等问题[2]。实际进行机械零件质量检测的时候存在质量方面问题,可通过设备进行图像识别及时发现存在的缺陷或是质量问题,如果零件生产的过程中出现裂纹现象,建议使用图像识别技术处理分析图像,获取相关数据信息并整合信息。
三、机械零件质量检测中常见的问题研究
机械零件轮廓图像模糊问题、轮廓曲线定位问题、拍摄图片分辨率要求高问题、零件轮廓曲线识别应力要求高问题等,均为常见的机械零件质量检测问题。
(一)机械零件轮廓图像模糊则不能保证检测结果的精度,发生该问题和摄像头分辨率低及光照不足存在紧密联系,光照环境容易受到零件放射错误边界因素影响。
(二)因为检测位置存在偏差易于引发曲线错误和系统偏差情况,所以轮廓曲线定位时需将2个曲线中心点重合在一起保证转角相同。
(三)拍摄图片分辨率要求非常高,所以应保证图像清晰、检测位置准确。除了保证相关硬件满足图像分辨率要求外,还应该使用图像插值提高图像分辨率,从而满足实际要求。
(四)零件轮廓曲线识别应力需保证准确,并且要求及时排除曲线干扰,保证曲线位置准确,可以通过边界检测法完善算法。
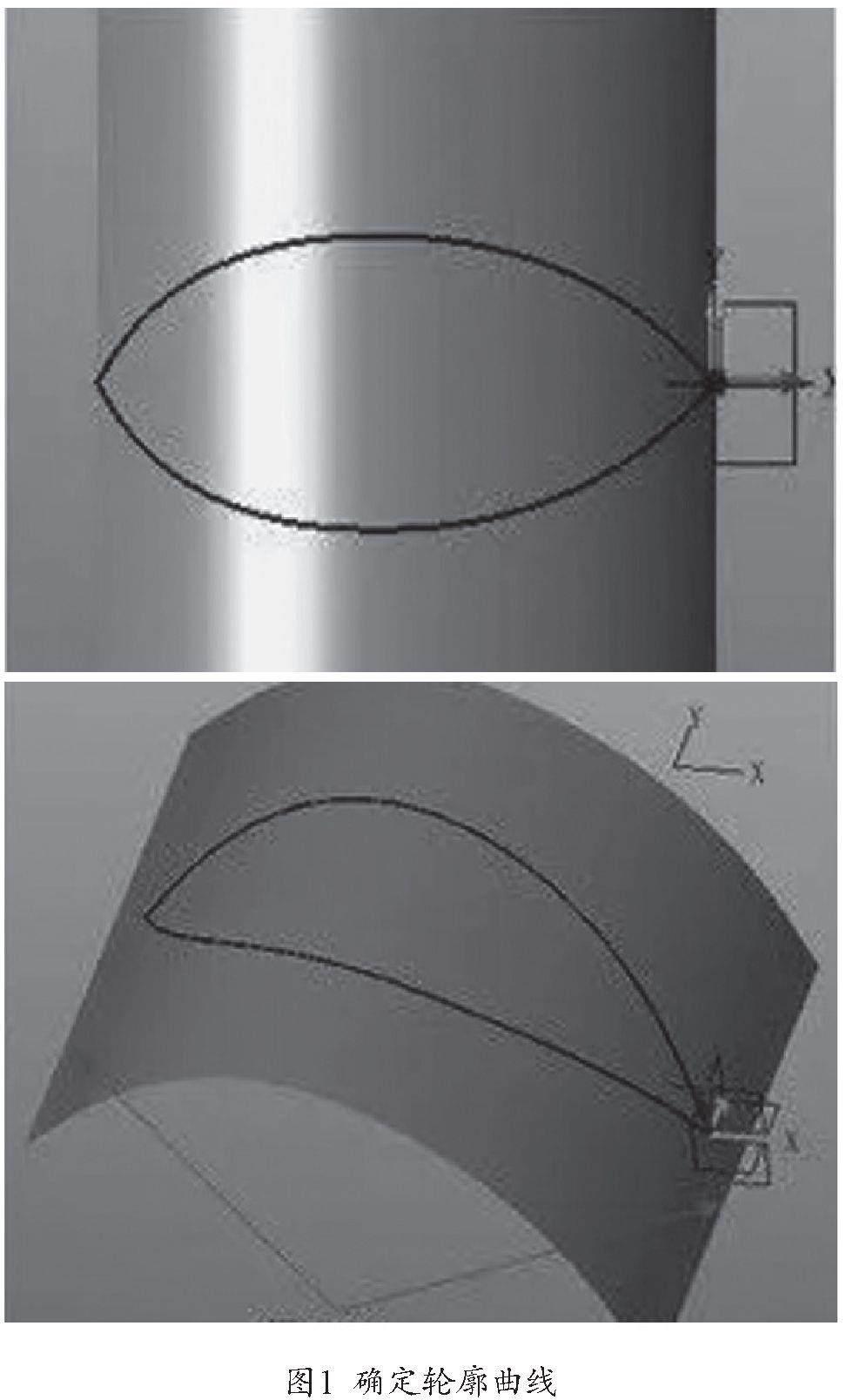
轮廓即为生成实体具有代表性封闭或是不封闭几何形状,为特征造型平面图形,便于为用户绘制平面图提供一定参照,而轮廓曲线和当前特征创建联系密切。
四、机械零件质量检测中应用图像识别技术的相关举措
图像识别以图像处理为核心,主要将图像作为研究对象进行针对性处理,包括编码、压缩,以及复原和分割等处理。在处理图像时,图像输入后经图像形态输出,在图像识别的过程可输入完成处理的图像,对输出类别及图像结构加以深入分析。需要注意的是,图像识别作为原始图像——物体类型识别的过程,可以在处理原始图像后获取典型特征与分类比较,然后为图像资源库对比分析提供数据方面的参照,如此能够明确物体的具体类型。图像识别属于图像分类和描述的完整过程,这个过程能对图像加以检测分析,及时提取物体的图像形状特征、图像纹理等主要特征。在此之后将图像处理贯穿图像特征提取环节,从而为确定物体类型后进行结构分析提供良好的支持。
(一)神经网络识别技术应用情况
这种技术属于新型图像识别技术,为在传统图像识别技术之上融入神经网络算法的技术手段,神经网络指的是人工神经网络、人类模仿动物神经网络后人工生成的网络。该种图像识别技术中遗传算法和BP网络融合神经网络图像识别模型比较常用,在多个领域中得到了较好的应用和大力推广,神经网络系统在获取图像特征后于神经网络中完成图像识别及图像分类处理。例如,人脸识别技术的应用会使用检测设备摄像对人脸拍摄识别,启动图像采集装置获取人脸正面图像及侧面图像,在此之后及时传输至计算机中储存利于准确掌握人脸的主要特征,与原图像匹配能客观评判相似度、确定个人信息和身份,可见人脸特征图像识别能很好地利用神经网络算法及模板匹配算法处理,如图2。神经网络识别技术的应用可对人类认知的过程分析并感知,模拟效果较好,可以有效处理较多复杂问题,对图像加以识别。不足之处则是训练时间长、训练量较大、紧急处理突发事件操作比较复杂[3]。
通过研究发现人脸识别技术作为生物特征识别技术方法,可通过人类固有生物特性识别身份验证,和其他生物特征识别方式比较,该种技术具有便捷性、自然性、非强制性等优势,其中便捷性相较密码支付主要体现在人脸支付更加便捷方面;自然性为经观察比较人脸有效区分并确认身份信息,自然性识别还有语言及体形方面识别;非强制性为被识别人脸图像信息能主动获取身份信息不易被检测个体察觉,一般而言经可见光即可获取人脸图像信息。
(二)模板匹配识别技术应用情况
该种图像识别技术作为基础识别技术,可对机械零件图像待检部分进行处理,一般为大面积检测,模板为矩阵,主要形式为数字或是符号。被检测图像区域特征形成后分析,可以针对未知与已知方面加以比较获得匹配,而且匹配物品和模板相同,模板匹配识别技术操作简单但容易受到一定限制,比方该识别技术仅可对模板及被检测物品比较,而为提高匹配的有效性需要使用大量的模板,如此一来必然不能很好地利用现有资源。
(三)统计识别技术应用情况
统计识别技术会使用统计方法对物体进行图像识别、分析,通常情况下采取大数据获取物体特征并确定物体类型,或是通过统计分析提取物体特征图像准确识别被检测物体[4]。该图像识别技术以书序模型为主不会产生较大的误差,可确保检测的精度。
(四)句法识别技术应用情况
句法识别技术可对统计识别方法进行补充。句法识别技术使用符号描述图像的特征,该种图像识别技术可模仿语言学句法层次结构以分层的方式描述,利于将复杂的图像通过单层/多层分解,识别空间结构关系后即可获得相关信息。句法识别技术加强了模式识别方面能力,在图像分类、图像分析及物体结构识别等方面的应用均获得不错的效果。缺点是在噪声较大条件下使用这种方法抽取子图像难度较大,无法保证识别的准确性。
(五)典型几何变换法应用情况
霍夫变换法HT为快速形状匹配技术方法,能对图像实行特定形式变换,及时将图像给定形状曲线所有点变换至霍夫空间达到峰点,通过给定形状曲线检测霍夫空间峰点便于发现检测变化,在存在缺损形状检测中应用效果理想。为确保计算量减少、内存空间计算率提高,可在霍夫算法的基础上加以完善形成快速霍夫变换FHT和随机霍夫变换RHT,这是有效的变换算法,在有限变换空间的分辨率非常高,故值得广泛应用。
(六)图像获取系统情况
获取图像的方法较多,例如尼普科夫盘、不同类型固体图像传感器等。操作原理为将光信息—电信息转变、A/D转换。固体图像传感器应用前景较好,特别是电荷耦合器件CCD。电荷耦合器件属于用于探测光的硅片,通过时钟脉冲电压产生控制半导体势阱变化,存储和传递点和信息方面应用效果较好,为固态电子器件。电荷耦合器件通过电荷量表示各种状态动态移位寄存器探测光的变化,在信息表达灵敏度、固体成像,以及信息处理、大容量存储等方面应用优势均突出。和电子束摄像管进行比较,CCD图像传感器在多个方面存在明显优势,比如尺寸小、工作电压低、电子自扫描功能强,以及灵敏度高、使用时间长和信息处理操作简单等,被应用于不同领域,发挥重要作用。
五、案例情况分析
在铁磁性材料表面缺陷和近表面缺陷检测中,多采用磁粉探伤方法。通过人工抽样试验,无法提高分析检测效率,且投入成本较大,易于受到检测人员技术水平影响。磁性材料工件磁化后,工件表面及近表面磁力线局部畸变、产生漏磁场,吸附施加工件表面的磁粉,在光照下可以观察到磁痕、不连续位置、大小及形状等相关情况,也可以叫做磁粉探伤,属于无损检测方法。全自动磁粉探伤系统的操作原理为使用荧光磁粉检测技术和CCD摄像系统获取图像信息,然后借助计算机技术处理并识别图像,通过计算机系统完成自动探伤,控制工作。
通过图像识别技术检测发动机曲轴表面裂纹可按照图像采集、处理、缺陷识别、分类识别的顺序完成自动磁粉探伤系统检测。为确保检测工作的效率,曲轴方面需复合交流磁化于曲轴上增加大于2个不同方向磁场,因为磁场方向持续变化有助于一次性检测出曲轴不同方向存在的缺陷问题。喷施适量磁悬液后裂纹位置会充分吸附磁粉,荧光磁粉的应用处于缺陷位置磁粉在紫外线作用下为绿色,选用CCD摄像机采集图像信息后经电缆及时间图像信息传输至计算机系统,这时进行自动识别和针对性处理即可[5]。
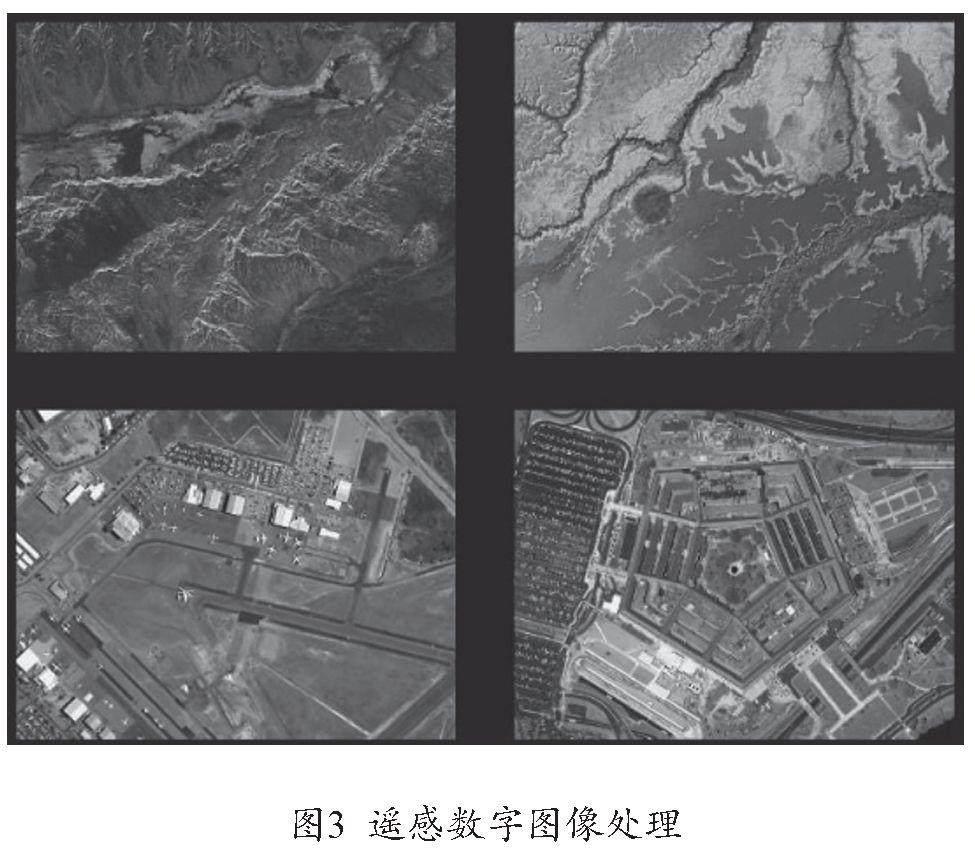
计算机获得数字图像信号的时候易受到采集过程噪声、传输过程噪声影响,建议合理使用数字图像处理技术,在获得信号特征信息后准确识别裂纹信息,进行图像处理,主要为图像单色化处理、图像差影检测处理,以及自适应阈值处理及条件跟踪技术处理等,如图3。图像接受单色化处理后,可提取图像绿色成分使信噪比得到有效改善。实行差影检测可以及时消除图像的背影、实行阈值分割,在二值化处理后分离图像裂纹部分,科学选择阈值避免造成漏误判的现象。自适应阈值处理能结合所有图像灰度、缺陷、背景等情况,对二值化阈值作以相应调整利于防止发生固定阈值和图像不适应情况。比较被采集图像所有部分,其明亮度有一定差异,因而要求使用条件跟踪技术及时提取丢失信息,裂纹图像不同部分颜色有所差异,可以使用适合的算法及图像膨胀技术处理,将断线连接到一起确保裂纹得以准确识别。
遥感图像处理的重点为遥感图像辐射校正、几何纠正、特征提取等,一般情况下可通过光学、照相、电子学等方式处理遥感模拟图像,抑或是借助计算机的作用进行遥感数字图像操作,均能够达到预期效果。
在图像采集期间系统噪声因素作用下,图像容易产生小的孤立点及孤立区域,孤点滤波可保留重要信息并及时过滤掉噪声,减少计算量。图像噪声为图像数据不必要的干扰信息,噪声的出现必然会对遥感图像质量构成直接影响,所以需要及时纠正。图像预处理后能够获得清晰二值化图像信息,磁粉探伤图像处理可评判是否存在裂纹,这就需要分析并判断图像连通域通过目标提取及区域描述信息,以便及时获得裂纹图像信息。需要注意的是图像分割直接结果为获取区域像素的集合,研究的重点为图像裂纹区域即为目标区域,在对目标做相应标记后联系图像阈值分割获得目标封闭轮廓线,就可以准确识别裂纹信息[6]。曲轴作为复杂的零件尺寸比较大,为提取曲轴完整的图像信息满足检测要求,应使用发动机曲轴缺陷检测系统检测曲轴表面缺陷情况,采集曲轴各个方向不同截面图像以便准确识别曲轴表面缺陷,从而保证识别分类结果的准确性。
六、结语
机械零件直接关系到机械整体质量及安全问题,在机械零件使用期间易于产生相关问题及缺陷,这对于生产制造而言必然会埋下一定的隐患,所以实行机械零件质量检测工作极其必要,在该项工作中可使用图像识别技术处理。作为常用的故障诊断技术,无损检测技术和图像识别技术可准确识别图像、组成CCD图像获取系统,对系统图像加以处理及识别,利于准确快速检测出机械零件中存在的问题,保证机械设备正常运行,满足日常需要。
参考文献
[1]李卓然,迟宏伟.计算机图像识别技术在农机零件无损检测中的应用[J].农机化研究,2023,45(7):219-223.
[2]张雪明,茅健.嵌入SENet的卷积神经网络的零件缺陷检测方法[J].农业装备与车辆工程,2023,61(1):94-98.
[3]詹志明.基于图像处理的金属机械零件表面微缺陷检测方法[J].湖南文理学院学报(自然科学版),2022,34(4):19-24.
[4]胡代弟,李锐君.基于主动视觉的机械表面疲劳损伤裂纹检测[J].制造业自动化,2022,44(5):170-174.
[5]李梦,尹宗军.一种零件综合质量评定方法研究[J].工程设计学报,2022,29(4):410-418.
[6]李迅波,王瑜,凡雷雷,等.手势识别引导机械臂的零件智能装配方法[J].电子机械工程,2022,38(5):6-10+22.
猜你喜欢
农业科技与装备(2016年12期)2017-04-26 21:29:04
科技创新与应用(2017年10期)2017-04-26 14:54:38
山东工业技术(2017年5期)2017-03-16 16:01:32
科技资讯(2016年26期)2017-02-28 09:33:12
软件(2016年4期)2017-01-20 09:34:29
山东工业技术(2016年17期)2016-09-23 16:22:45
进出口经理人(2016年3期)2016-06-29 23:58:42
科技与创新(2016年2期)2016-01-19 08:52:33
山东工业技术(2016年1期)2016-01-04 16:48:36
科技与创新(2015年21期)2015-12-01 04:40:03