
旋转反弯矫直技术在钛合金精锻棒材生产中的应用
2023-03-29 08:30:28杨亚明帖姗姗宝鸡钛业股份有限公司
锻造与冲压 2023年5期
文/杨亚明,帖姗姗·宝鸡钛业股份有限公司
1940 年克罗尔完善了“镁还原四氯化钛”提炼钛的方法,大地之子泰坦(Titans)开始从试验室投身于工业化生产之中,之后钛及钛合金工业化生产得到了迅猛发展。近年来,世界钛工业和钛材加工技术已经日臻成熟,海绵钛、变形钛合金和钛合金加工材的生产和消费都达到了很高的水平。在航空航天领域、舰艇及兵器等军品制造中的应用日益广泛,在汽车、化学和能源等行业也有着巨大的应用潜力。
由于现代化工业生产的需要,钛材生产已经开发出各种类型:钛棒、钛板、钛丝、钛带、钛管、钛箔等。其中,小规格的钛合金棒材生产已经初具规模,这类棒材具有规格小、支数多的特点,一般用精锻机来生产可以保证生产效率和产品的稳定性。我公司拥有SXP-13 精锻机一台,JBLR-130 矫直机一台,以及相应的加热设备,年生产精锻棒材600t 左右。
棒材矫直的理论与发展
古语云“矫枉过正”,然而在金属矫直领域,矫枉则必须过正,传统的简单反弯矫直法就是运用了这种理论。如图1 所示,我们定义条材ab 的原始弯曲状态的曲率半径为ρ0,矫直时所用的反弯半径为ρ1,反弯达到a’b’状态,此时解除外力,条材自由弹复到a”b”状态,若a”b”是一条直线,则达到矫直的目的。不过,反弯量与原始弯曲量之间是非线性关系,而且受到材料塑性和断面形状的影响,所以实际生产中的矫直往往是通过多次反弯来减小条材的弯曲状态,使其达到要求。
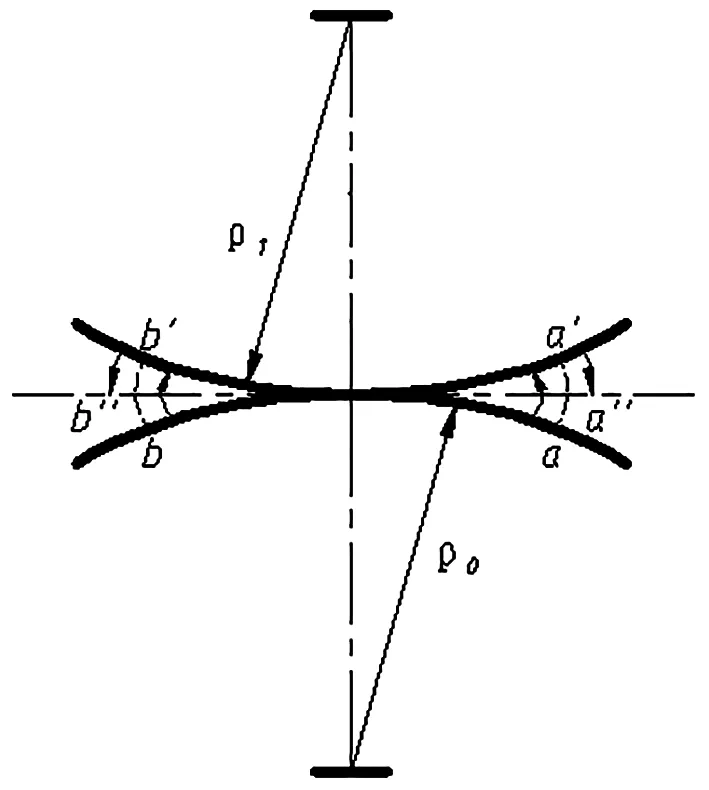
图1 反弯矫直法原理图
在简单反弯矫直法的基础上,又发展出旋转反弯矫直理论。如图2 所示,用于小规格管棒材矫直的斜辊式矫直机就是采用这种旋转矫直理论。斜辊式矫直机矫辊表面为双曲线绕轴旋转而成的双曲面,矫直时,棒材在矫辊摩擦带动下旋转前进,棒材轴向纤维经受较大的弹塑性变形以后,弹复能力逐渐趋于一致。即使原始弯曲状态不同,但由于各条纤维都经过多次由小变大再由大变小的挤压变形,棒材最终的弹复能力趋于一致,这种变形反复次数越多,弹复能力越接近,矫直效果越好。研究证明,斜辊式矫直机的矫直效果与以下条件有关:创造弯曲区的点数,至少为四点,即产生两个有效的矫直反弯区;弯曲区的曲线长度越长矫直效果越好;矫辊斜角、辊距、辊缝之间必须保持合理的几何关系。

图2 旋转反弯矫直原理图
钛合金精锻棒材矫直技术的探究与改善
试验方法
本次试验分为两组:试验一重点讨论相同规格不同牌号的钛合金精锻棒材矫直效果与矫辊斜角之间的关系,试验二探索曲率长度对钛合金精锻棒材矫直效果的影响。矫直后的棒材用校正平台和塞尺进行结果判定:校正后棒材的弯曲度不大于3mm/1000mm,则记为合格,弯曲度不大于1mm/1000mm,则记为优秀。
试验设备为宝鸡钛业股份有限公司JBLR-130(2-2-2)式矫直机,试验材料为φ45mm 的TA2、TC4和Ti55511 钛合金精锻棒材。TA2、TC4 和Ti55511钛合金精锻棒材的力学性能见表1,常规退火工艺见表2。
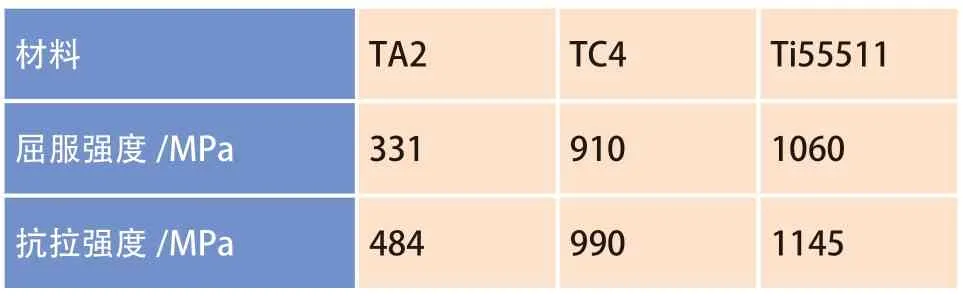
表1 试验材料力学性能

表2 试验材料的热处理制度
试验一选择φ45mm的TA2、TC4和Ti55511精锻棒材,矫直机调节三组辊缝和矫辊斜角(辊缝φ44 ~φ44.5mm,矫辊斜角37.0°;辊缝φ44.5~φ45mm,矫辊斜角37.2°;辊缝φ43.5 ~φ44mm,矫辊斜角36.8°)进行矫直,记录矫直效果。
试验二选取φ45mm 的TC4 精锻棒材进行单次矫直。按进料顺序把2-2-2 式矫直机的三对矫辊依次定义为矫辊1、矫辊2、矫辊3。试验中,矫辊1和矫辊2 的斜角采用试验一中的最优数据,适量增大矫辊3 的斜角和辊缝以增大第二个矫直反弯区的曲率半径,记录矫直效果。

试验数据
⑴试验一第一次数据:辊缝φ44 ~φ44.5mm,矫辊斜角37.0°,试验数据见表3。

表3 试验一第一次数据
⑵试验一第二次数据:辊缝φ44.5 ~φ45mm,矫辊斜角37.2°,试验数据见表4。

表4 试验一第二次数据
⑶试验一第三次数据:辊缝φ43.5 ~φ44mm,矫辊斜角36.8°,试验数据见表5。
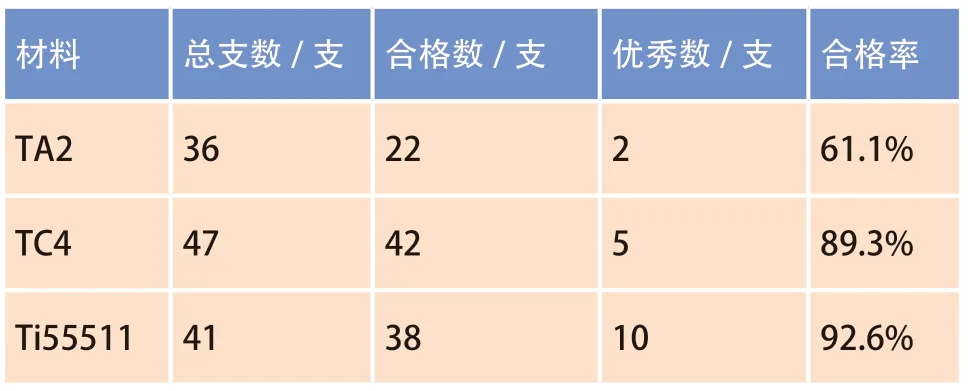
表5 试验一第三次数据
⑷试验二矫辊1、矫辊2 角度选择试验一中矫直效果最好的37.0°,适当增大矫辊3的角度进行试验,数据记录见表6。
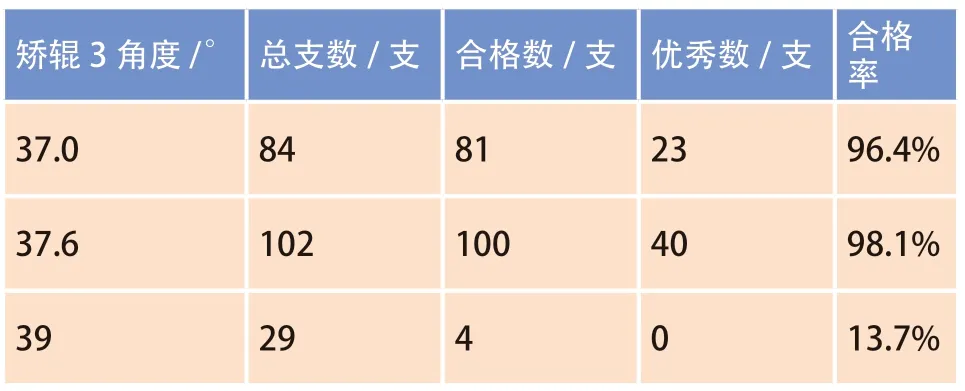
表6 试验二矫辊3 角度放大的试验数据积累
试验分析
通过试验一中三次试验统计的数据分析可以看出:不同牌号的钛合金精锻棒材矫直效果与矫直机矫辊的辊缝和矫辊斜角有密切的关系,经分析矫辊斜角为影响矫直效果的主导因素,辊缝则更多地影响矫直棒材的表面质量。在试验过程中我们发现矫直效果与坯料通过矫直机时所形成的旋弯曲线有关,从TA2到TC4 再到Ti55511,随着材料塑性变差,硬度增大,要想达到矫直所需要的旋弯曲线,就必须减小矫直斜角。所以即便是规格相同的坯料,要想达到良好的矫直效果,必须考虑坯料自身塑性、硬度的影响。
通过试验二数据我们可以看出适当的增加矫辊3的斜角,使得第二个矫直反弯区的反弯半径变大,相应地增大了反弯区的曲线长度,可以改善矫直效果。然而当矫辊3 的斜角超过某一极限角度时,矫直质量将急剧下降,分析原因为矫辊3 的斜角过度增大时不能形成有效的矫直反弯区,不能保证矫直效果。
结论
⑴钛合金精锻棒材矫直时,矫辊斜角与棒材直径没有形成严格的线性关系,考虑到材料塑性、硬度对矫直反弯曲线的影响,对于塑性差,硬度大的牌号要适当减小矫辊斜角,以保证矫直所需的反弯曲线。
⑵对于(2-2-2)式管棒矫直机,适当的增加矫辊的斜角,使得反弯半径增大,改善矫直效果。但是角度过大时,则不能形成有效的矫直反弯区,矫直效果急剧下降。
猜你喜欢
山东冶金(2022年1期)2022-04-19 13:40:32
汽车电器(2021年11期)2021-11-26 05:16:44
重型机械(2021年2期)2021-05-06 09:29:38
云南化工(2020年11期)2021-01-14 00:51:02
河北理科教学研究(2020年2期)2020-09-11 06:15:56
汽车电器(2019年9期)2019-10-31 07:51:04
金属世界(2019年1期)2019-03-12 06:38:28
汽车电器(2018年1期)2018-06-05 01:23:07
试题与研究·教学论坛(2016年16期)2016-07-02 08:38:22
锻压装备与制造技术(2015年2期)2015-06-26 09:00:14
