
PHC管桩生产中工艺与设备对端面倾斜的影响与控制
2023-03-28 07:22黄灏晖
广东建材 2023年2期
黄灏晖
(江门市新三联管桩有限公司)
0 前言
高强混凝土预应力离心管桩(PHC),应用最广的是φ300mm、φ400mm、φ500mm、φ600mm 直径规格,按不同的力学性能分类,管桩长度最长不超过15m。管桩应用施工时,是通过焊接接桩。按施工规范,接桩两端面应紧密贴合,不得在接头处出现间隙,严禁在接头间隙中填塞焊接头、铁片、铁丝等杂物,只有这样,才能保持上节桩身与下节桩身连接顺直和紧密。因此管桩生产时,对管桩端面倾斜就有很高的技术要求。按国标GB13746—2009《先张法预应力混凝土管桩》第5.5 条尺寸允许误差中要求:管桩端部倾斜的允许偏差为≤0.5%D,即φ300 管桩为1.5mm,φ400 管桩为2mm,φ500管桩为2.5mm,φ600管桩为3mm,只有这样严格要求,才能保障施工中管桩的驳接质量。因此在管桩生产中,管桩端面倾斜是一项重要的质量控制项目。
1 管桩生产预应力张拉工艺和端面倾斜的形成
PHC 管桩是采用先张法生产的混凝土预应力离心管桩。先张预应力是指利用专用的承载力台座或模具对预应力钢筋预张拉并锚固,后浇筑构件混凝土的施工工艺,主要用于预制混凝土构件的加工制造。先张法预应力混凝土构件生产方法有两种:模板法和台座法。PHC 管桩的生产采用模板(模具)法,利用专用离心钢管模具作为锚固预应力主钢筋的承力架,如图1所示:

图1
在管桩生产中,首先对钢筋进行定长切断、镦头,滚焊成钢筋笼,安装端头板,放置到下管模里用张拉夹具固定,然后注入混凝土,清理后合上管模(用泵送混凝土形式时,是合好管模再注入混凝土),在混凝土初凝前用液压千斤顶张拉预应力钢筋,用螺母锚固张拉力,进入离心成型,成型后的管桩连模具通过初级养护,待混凝土抗压强度超过45MPa 以上,进行预应力的放张和拆模,形成管桩半成品,并在这时检查管桩端面倾斜是否合格。
从图1 可见,管模为预应力的承力架,管桩预应力施加时,张拉夹具(尾)一端直接以管模端部法兰作为支承,管桩端头板固定不动的这端不会形成端面倾斜(除非管模端部法兰变形)。在管桩的另一端,千斤顶通过张拉螺杆传力给张拉夹具(头),与其连接的端头板拉伸预应力钢筋,端头板与钢筋的受力后沿管模轴向位移伸长。
从以上工艺可见,如果预应力钢筋受力均匀,张拉头带动端头板轴向垂直于管模中心线均匀移动;如果预应力钢筋受力不均匀,端头板则不沿管模垂直移动,即产生管桩端面倾斜,这种倾斜我们俗称为管桩“千字头”现象。由此分析,管桩出现端面倾斜,与管桩生产时预应力张拉、张拉夹具安装、滚焊钢筋笼、钢筋镦头、定长切断等一系列工艺过程和设备有关。要控制管桩生产不出现端面倾斜,就需要对上述的生产工艺过程和设备进行严格控制。
2 管桩生产过程端面倾斜的工艺与设备控制
2.1 钢筋的定长切断
管桩生产按不同规格型号采用的预应力钢筋为螺旋槽钢棒,直径分别有φ7.1mm、φ9.0mm、φ10.7mm、φ 12.6mm四种。
根据中华人民共和国建材行业标准JC/T2126.6-2012《水泥制品工艺技术规程》第6 部分“先张法预应力混凝土管桩管桩”的第4.2.1.6 条:下料后的钢棒应平直,不应有局部弯曲,端面应平整,不应有飞边。同根管桩中钢棒的相对差值:长度小于等于15m 时不应大于1.5mm,理论上要求在同一根管桩中预应力主钢筋的长度必须保持一致,不能有重大偏差。因此,预应力钢筋的定长切断必须要准确,才能保证后续工艺的准确性。
实际生产过程中,预应力钢筋的定长切断都采用一台自动定长切断机,通用于各种直径规格钢筋的定长切断,切断长度一般为7~15m。实际应用过程中,对于φ 11mm、φ12.6mm 钢筋不同长度的切断,长度误差均能控制在1.5mm以内。而φ9.0mm钢筋切断会出现超出偏差的情况,特别是长度系列长的钢筋,但出现偏差的钢筋数量不多,长度偏差超出值一般在1~2mm。而φ7.1mm钢筋的切断随着长度的增加,误差率增大,误差数值也增大。
直径小长度长的钢筋切断长度偏差大,是管桩生产中常遇到的问题。出现偏差的原因,我们要从钢筋切断过程来分析。钢筋切断机放线槽如图2。

图2
钢筋是通过传动轮输送沿着钢筋槽前进,当其到达设定长度,触动到位置传感器后,信号传送到PLC,停止输送,压紧然后切断。在触动位置传感器到停止输送过程中,钢筋会瞬间受到轴向作用力与反作用力,会出现类似于杆系结构中的细长杆偏心受压的力学作用现象。钢筋轴向刚性随着直径的减小而变小,而钢筋长度越长,刚性也减小,偏心受压后越容易瞬间失稳弯曲。钢筋放线槽尺寸为15mm×15mm×15mm,不同直径钢筋在里面能位移的空间不同,相对而言,直径越小的钢筋在放线槽内位移空间更大。当钢筋受到轴向偏心受压时,直径小的钢筋在放线槽左右和向上的方向都有相对较大的空间位置,不能约束钢筋的受压失稳弯曲位移,随着切断长度的增加,弯曲叠加量增大,切断长度偏差值增大。
经实际检查测量,在切断机放线速度、传送轮松紧等设备条件调整到最佳状态下,φ7.1mm 钢筋切断长度的不及格率达到5%以上(长度偏差在3mm 以上)。在长度越长(超过10m),放线速度过快,或者送料压轮磨损的情况下,钢筋不及格率更加达到了10%到23%左右,长度偏差甚至在10mm 以上。使用长度偏差大的钢筋滚焊成笼后,钢笼端部产生严重的不平齐,这是管桩生产厂家经常碰到的问题。解决的方法:要么配备多一套的钢筋定长切断镦头一体化自动生产设备,专用于φ7.1mm钢筋的切断和墩头,由于该设备为非通用设备,需要制造厂商重新设计和制造,成本投入较高;要么索性不采用φ7.1mm 钢筋生产管桩,而是采用直径大一级的预应力钢筋来代替。这些方法要么增加生产设施投入,要么直接增加管桩制造成本。
若不想增加管桩制造成本,又要使φ7.1mm 钢筋定长切断长度偏差达到技术要求,可以从切断机设备改进这方面考虑。做法是设计使用钢筋导向约束的方式,设置钢筋导向约束限位装置,安装在放线槽上,使钢筋既能不受阻碍顺利通过钢槽,又能最大限度约束其弯曲变形。导向约束轮结构如图3:

图3
该装置专用于切断φ7.1mm钢筋。生产φ7.1mm钢筋时在线槽中隔一米配置一个,切断长度长的钢筋可以缩短配置距离。这是一个快速装拆装置,不因为装拆影响生产效率。导向轮对限制钢筋失稳弯曲效果立竿见影,且不影响钢筋顺利通过线槽。切断机装上该装置,相当于配置一台专用切断机,从根本上解决了φ7.1mm钢筋切断长度超过偏差的问题。
2.2 滚焊钢笼过程中的质量控制
在钢笼滚焊工艺过程中,钢筋滚焊机的设备状态也是影响管桩端面倾斜质量的重要因素。
在日常设备检查发现,滚焊机牵引小车在使用一段时间后会因为行走轮的磨损或松动产生位置偏差和倾斜,导致小车端钢筋镦头卡盘的倾斜,造成钢笼两端镦头所在平面与中心线不垂直,钢筋笼出现“千字头”质量问题。如图4所示:

图4
为解决此问题,必须设立滚焊机检查调整制度。通过调直牵引小车,及时检查和更新已磨损的夹具、钢筋卡盘和穿筋咀等,确保滚焊机的运行精度,减少钢筋笼的制造误差。
2.3 安装张拉夹具过程中的质量控制
在安装张拉夹具过程中,张拉夹具是否完好也直接影响管桩端面倾斜。为防止因夹具损坏造成管桩质量问题,要定期对张拉夹具进行检查与更新,确保张拉夹具没有磨损变形;检查张拉螺杆与螺纹配合是否正常,旋紧螺杆后是否与夹具保持垂直等,损坏的夹具螺杆要及时进行处理,不能继续使用。
2.4 预应力张拉过程中的质量控制
钢筋预应力张拉是管桩生产质量控制一个重要的环节。按先张法预应力混凝土管桩工艺规程要求:管桩张拉前,应检查确认千斤顶螺杆与组装在夹具上的张拉螺杆是否在同一轴线上,连接两者的母拉头和公拉头必须安装到位。如图5所示:

图5
如何保证张拉过程中张拉螺杆及其连接拉头与管模中心线同轴,是防止管桩出现端面倾斜的重要环节。管桩生产中,张拉机会因不同直径、规格管桩的生产要进行上下、左右和前后方向移动调整。对于每一根管模,钢筋笼装张拉夹具的螺杆位置都不同,对应张拉机所处位置也就各有不同。因此,每生产一根管桩,张拉千斤顶的位置都需要调整,调整不到位,都会导致张拉偏差,出现千斤顶张拉螺杆与张拉夹具螺杆连接后与管模轴心不在同心轴上。引起张拉不同轴通常有这两种情况:①钢筋笼张拉端已经出现端面不垂直,令张拉夹具螺杆和母拉头偏离了管模轴心方向。调整张拉机时为了对齐母拉头,千斤顶要顺方向偏移,造成张拉螺杆与千斤顶螺杆轴线与管模中心轴线偏离。②钢筋笼张拉螺杆和母拉头与管模中心轴线基本同轴,但在母拉头和公拉头连接过程中,千斤顶出现位置偏差,引起两者的中心线不重合,造成张拉螺杆与千斤顶螺杆轴线偏离。
因此,为了保证千斤顶螺杆与张拉夹具螺杆连接后处于同一中心线上,需要对设备作以下改进:
2.4.1 锚固板装定位环
在管模张拉锚固顶板上增加定位环。定位环焊接在锚固顶板表面,与管模轴心同轴,定位环与张拉顶筒内圆配合定位,保证千斤顶张拉筒与管模中心轴同轴。如图6所示:
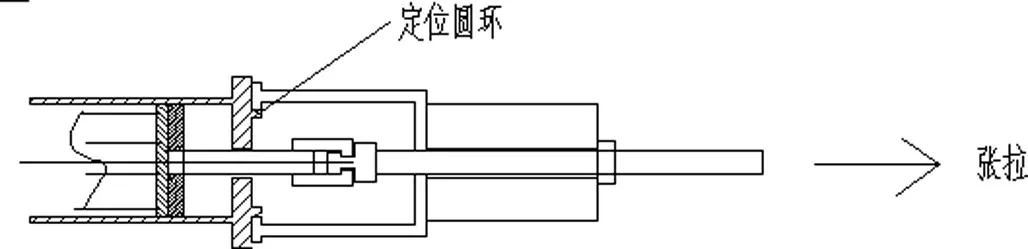
图6
由图6 可见,增加定位环后,即使钢筋笼本身有“千字头”的情况(上述情况①),或者在母拉头和公拉头连接过程中,千斤顶出现位置偏差,引起两者的中心线不重合(上述情况②),通过定位环定位,都可以最终调整千斤顶张拉螺杆与夹具螺杆处在同心轴上。
2.4.2 张拉头的连接
张拉头是分公母的两个连接头,通过两者配合迅速把千斤顶螺杆与夹具螺杆连接与拆卸,用来传递千斤顶的张拉力。一般张拉头设计成2 瓣连接,优点是装拆方便,但由于仅两点受力传给张拉夹具,传力不均匀,一旦有1 瓣磨损,极易造成螺杆因受力不均而偏心。把张拉头改为3 瓣连接,三点传力更均匀稳定,更能保证千斤顶张拉罗杆与张拉夹具罗杆同轴,如图7所示。

图7
2.4.3 张拉螺杆与千斤顶中心孔的间隙配合
张拉螺杆与千斤顶中心孔的间隙配合,也会影响张拉的同轴度。外购的张拉千斤顶中间开孔与螺杆的配合,为了方便操作,一般把配合间隙控制在5~6mm,无形中增大了同轴度的偏差。因此在不影响螺杆在中心孔顺畅滑动的情况下,重新设计加工螺杆,把两者配合间隙缩小到1mm,进一步提高张拉过程中的同轴度。
3 结语
预应力高强混凝土管桩的施工,对管桩的端面倾斜有着十分严格的要求,若管桩出现端面倾斜超出标准要求,会直接影响施工质量,通过对相关工艺的质量控制,以及对钢筋定长切断机、滚焊机、张拉夹具、预应力张拉机等主要设备和器具进行改造,能从根本上解决长期困扰着管桩生产过程中因端面倾斜超标而出现管桩废次品的质量问题。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
建材发展导向(2022年20期)2022-11-03
建材发展导向(2021年9期)2021-07-16
甘肃科技(2020年20期)2020-04-13
橡塑技术与装备(2018年20期)2018-10-20
橡塑技术与装备(2018年10期)2018-05-18
江西建材(2018年4期)2018-04-10
制造技术与机床(2015年10期)2015-04-09
中国塑料(2014年1期)2014-10-17
压缩机技术(2014年3期)2014-02-28
