基于EDEM的旋回破碎机能耗模型研究
2023-03-24 08:09马立峰王志霞吴凤彪
煤炭工程 2023年2期
刘 进,马立峰,王志霞,韩 威,吴凤彪,2
(1.太原科技大学 机械工程学院,山西 太原 030024;2.山西能源学院 机电工程系,山西 太原 030006)
随着社会经济的迅速发展,各种金属、非金属矿物,以及水泥、建材等物料的需求量与日俱增,需要破碎的物料量也大幅增加[1,2]。旋回破碎机作为物料破碎环节中的关键粗碎设备,能耗较高,缺乏准确的能耗模型指导设计,因此建立较为准确的破碎能耗理论模型来指导企业设计旋回破碎机对于实现节能降耗具有重要的意义。
国内外众多学者对破碎作业的能量消耗做了大量研究:王和平[3]利用SHPB实验装置对磁铁石英岩和花岗岩试件进行了冲击加载实验,总结了岩石试件的破碎能耗规律;郭连军等[4]引入岩石应变率强度指数和能时密度概念,分析了岩石材料在冲击载荷作用下的破碎块度分布与能量耗散规律;马彦军[5]通过对玄武岩、花岗岩、铁矿石和石灰石的抗压强度试验探究了物料压缩比和粒度分布系数对能耗的影响;刘瑞月[6]从物理做功角度出发,通过计算圆锥破碎机动锥衬板表面受力与动锥摆动行程预测了破碎物料消耗的功率;Mats Lindqvist[7]在Bond能耗公式的基础上引入累积粒径分布,将物料粒径作为自变量,粒径分布系数作为因变量,通过考虑所有物料的粒径分布构建了圆锥破碎机能耗预测模型。以上研究基于经典破碎理论[8]进行推导,并通过相关实验验证分析,取得了一定的进展。然而,旋回破碎机工作过程中,物料运动复杂,涉及的影响因素较多,目前的经验理论很难直接用来预测旋回破碎机的能耗。离散单元法是研究颗粒动力学的专业方法,它的理论依据为牛顿第二定律和欧拉方程,在岩土破碎研究领域起到了重要作用。林龙飞[8]通过构建多尺度颗粒群破碎模型,利用计算机模拟分析,建立了预磨机破碎能耗预测模型;A.Refahi[10]利用EDEM技术研究了颚式破碎机中单个球形和立方岩石的破碎行为,建立了预测颚式破碎机中球形岩石破碎能量的模型;Johannes Quist等[11]建立了岩石BPM模型,采用EDEM与工业规模试验分析了Svedala H6000型圆锥破碎机在不同排矿口下的功率消耗。EDEM作为应用最广泛的离散元分析软件,可以模拟物料破碎过程中的运动状态、受力情况与能量消耗等,并通过后处理模块对结果进行分析,是研究矿石破碎行为的有力工具。
因此,本文利用EDEM软件,以旋回破碎机的能耗为响应目标,以动锥衬板受到的破碎力作为产品物料的破碎效果评价标准,进动角、动锥底角、动锥转速与排矿口大小为影响因素进行仿真试验,通过分析试验结果研究旋回破碎机的能耗预测模型。
1 旋回破碎机破碎原理及粒度分布
1.1 旋回破碎机工作原理
旋回破碎机三维模型如图1所示,旋回破碎机工作时,定锥部与横梁部作为机架,静止不动;传动部将动力传递至偏心套;动锥部以主轴与横梁部的联接处为固定点,在偏心套的带动下,绕破碎机机体中轴线做连续旋回运动,以此产生的冲击力与挤压力作用于破碎腔内的矿石,致使矿石发生破碎,破碎后的矿石颗粒在自身重力作用下由破碎腔下端排矿口排出。
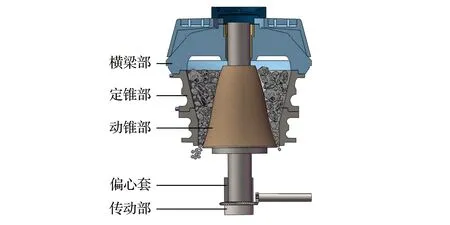
图1 旋回破碎机三维模型
1.2 矿石物料运动状态
矿石进入破碎腔后,同时受到重力、挤压力、冲击力与摩擦力作用,因动锥摆动速度不同,其运动状态可分为自由下落运动、沿破碎腔内壁滑落运动以及自由下落与滑动下落复合的运动[12]。矿石的下落过程如图2所示,其中悬架点为动锥摆动过程中相对于机架静止的一点,动锥中心线与机架中轴线之间的夹角称为进动角,用γ表示。破碎机工作过程中,动锥靠近定锥部的一侧为闭边排矿口,动锥远离定锥部的一侧为开边排矿口。
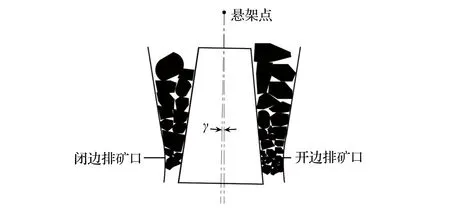
图2 矿石下落过程
1.3 矿石粒度分布
矿石的粒度分布与破碎机能耗有着密切关系[13-16]。从某铁矿的粗碎加工现场,采集旋回破碎机的给料矿石粒度与产品矿石粒度,进行统计分析。矿石累积质量分布曲线如图3所示,由图3可以看出,进给物料的粒度分布范围在30~700mm之间;而产品物料的粒度范围大致在10~110mm之间。
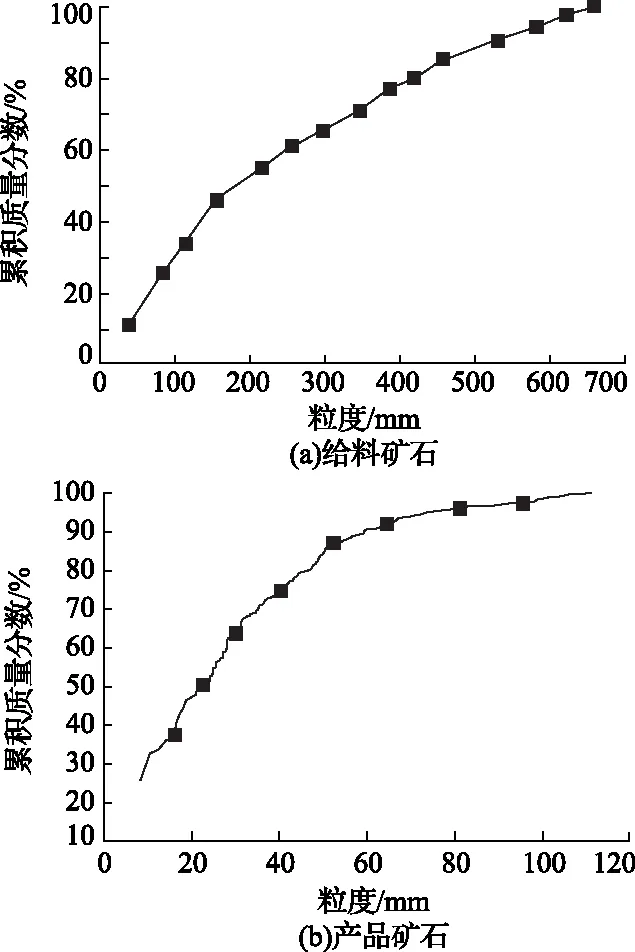
图3 矿石累积质量分布曲线
2 离散元建模
2.1 矿石颗粒建模
EDEM模拟矿石物料破碎的原理是将需要破碎的矿石模型替换为预先设置好颗粒大小、数量以及位置坐标的小颗粒,替换后的颗粒也称为填充颗粒,这些颗粒之间依靠Hertz-Mindlin with bonding模型中的Bond键连接在一起,形成若干个颗粒的集合体[17]。矿石颗粒力学参数见表1,当颗粒间的Bond键受力超过一定极限时,颗粒间的约束消失,向四周散开,即发生破碎。

表1 矿石颗粒力学参数
本文采用不规则矿石颗粒模型进行模拟。用于填充矿石模型的颗粒大小不一、随机分布,其优点是能够更加真实地反映矿石的实际外观特征和矿石内部各处应力分布不均的特性。基于图3中的数据,将矿石颗粒模型的粒度设置为200mm,300mm,400mm,填充颗粒的粒度选在30~110mm之间随机分布,颗粒材料参数设置见表1[18]。其中,矿石填充率η为矿石颗粒模型发生替换前后的体积之比,由式(1)计算得出[19]。
式中,η为矿石颗粒体积填充率,%;V1、V2分别为替换后矿石颗粒的体积与替换前矿石颗粒的体积,m3;N为填充颗粒的数量。
2.2 BPM模型参数校准
颗粒发生替换时,大颗粒在一瞬间被抽走,填充颗粒依靠Bond键粘结为若干个颗粒簇。为了使模拟效果尽可能地接近实际情况,在EDEM软件中对圆柱形颗粒试样进行抗压强度校准。BPM校准模型如图4所示。
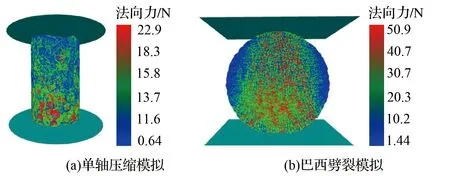
图4 BPM校准模型
试样模型的高度为100mm,横截面直径为50mm,压板的压缩速度为0.5mm/s;(a)、(b)分别为单轴压缩模拟和巴西劈裂模拟过程中两块压板之间的试样所受挤压力的持续增大,粘接键的受力达到峰值,发生断裂,试样随之崩坏。
将模拟结果与实验值(60.42MPa)进行对比分析,得到矿石颗粒模型的Bond键力学参数见表2。

表2 矿石颗粒模型Bond键力学参数
2.3 破碎机机体建模
在实际模拟过程中参考图1美卓60-110E型旋回破碎机的主要参数,在不影响模拟精度的情况下,仅保留了与矿石颗粒直接发生接触的关键部件,如图5所示。

图5 破碎机模型关键部件
其中,定锥和动锥是破碎矿石的主要部件,板与集料槽为辅助装置,挡板负责引导矿石颗粒生成后落入破碎腔中,集料槽则负责收集破碎机排料口排出的矿石颗粒,破碎机机体结构模型的力学参数见表3。

表3 破碎机模型力学参数
2.4 模型参数设置
离散元模拟过程中,矿石与矿石之间、矿石与破碎机之间的接触作用通过恢复系数、静摩擦系数、动摩擦系数来体现,具体数值见表4[20]。设置合理的接触参数,能够更加真实地模拟矿石破碎过程中的受力情况,提高破碎效率。

表4 接触模型参数
3 结果分析
模拟过程中,给料矿石颗粒总计投入300颗,瑞利时间步设置为2%,总时长20s。矿石的破碎效果如图6所示,(a)为矿石颗粒的受力情况,(b)为矿石颗粒之间粘接键的受力情况。可以看出,位于上层的颗粒受到的作用力较小,大多显示为蓝色和绿色;而靠近排矿口处的颗粒受到的作用力较大,大多显示为红色。这说明矿石越靠近排矿口处,所受到的破碎力就越大。因此,旋回破碎机排矿口附近是矿石发生破碎的主要区域[21]。
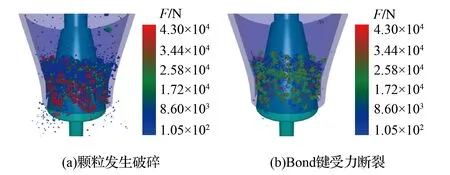
图6 矿石破碎效果
3.1 响应面分析
旋回破碎机的能量消耗受多种参数影响,各工作参数之间相互制约,存在一定的耦合关系。因此,在Design-Expert软件中设计正交试验,将旋回破碎机的进动角(γ)、动锥底角(α)、动锥转速(n)与开边排矿口大小(b)作为影响因素,单位比能耗为主要优化目标,破碎力作为破碎效果的评价标准。旋回破碎机正交模拟方案见表5,按照试验方案,建立不同工作参数下的旋回破碎机三维模型,将其导入EDEM软件中进行模拟,得到每组试验中单位比能耗和动锥衬板所受破碎力的大小。
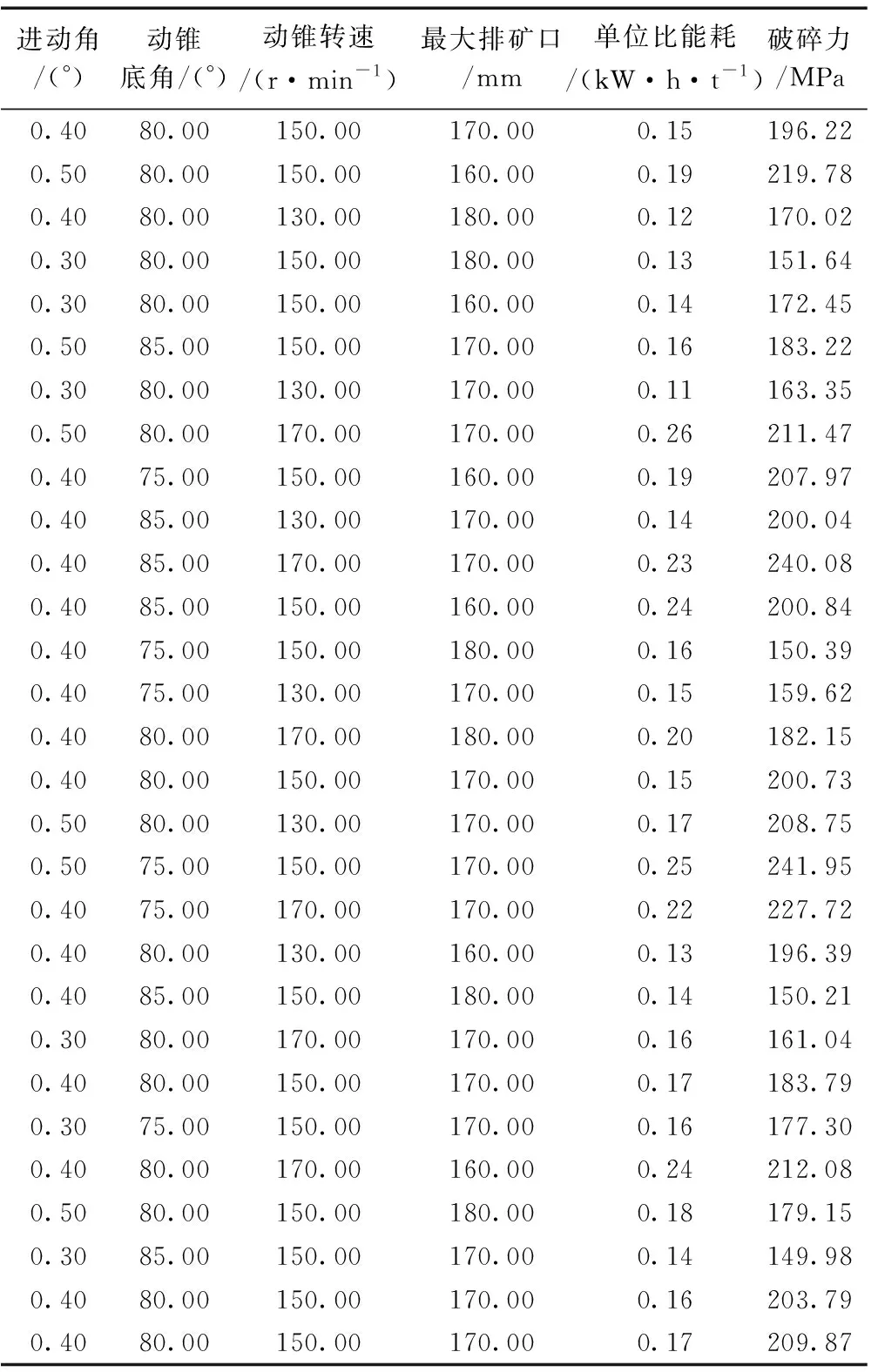
表5 旋回破碎机正交模拟方案
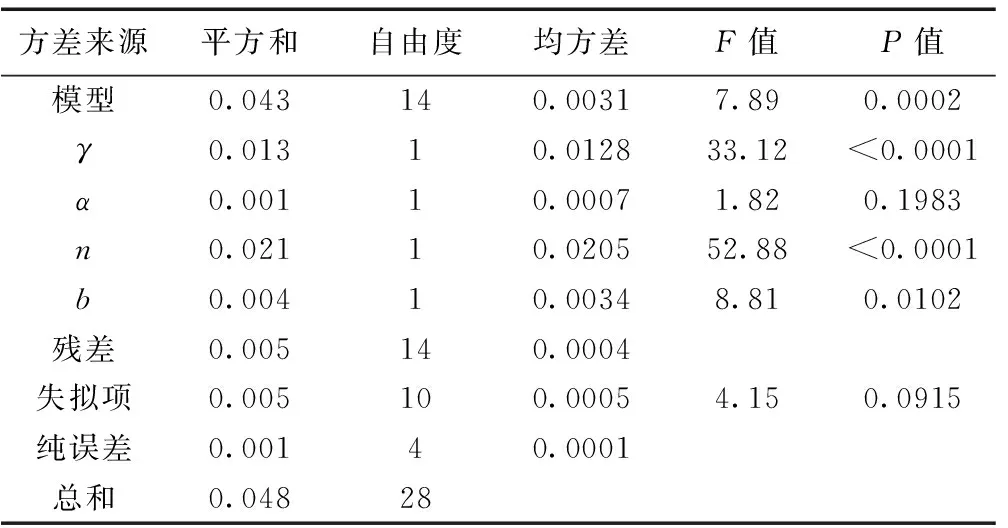
由表5可以看出,所有模拟试验中旋回破碎机动锥衬板承受的破碎力的值基本处于正常范围,这表明该模型对于矿石的破碎达到了理想效果,即能够将产品物料的粒度控制在合理范围内。旋回破碎机的单位比能耗受γ、α、n和b之间的相互耦合作用的变化规律如图7所示,图形的颜色分布体现了单位比能耗的大小变化。γ与α的耦合作用如图7(a)所示,随着γ的增大、α的减小,单位比能耗整体增大,当0.34°<γ<0.5°、75°<α<79°时,单位比能耗最大。γ与n的耦合作用如图7(b)所示,随着γ的增加、n的增加,单位比能耗整体增大,当0.35°<γ<0.5°、146r/min 图7 能耗模型响应曲面图 总的来看,当γ、α、b分别与n进行耦合时,在单位比能耗较大的区域,γ、α和b的变化范围也较大。这说明,在这四个影响因素中,动锥转速n对单位比能耗的影响最为显著。因此,避免n的取值过大,尽可能地改变γ、α和b的大小,是降低旋回破碎机总能耗的关键。 根据EDEM性能模拟试验的结果建立旋回破碎机能耗预测模型,见式(2)。 其中,E表示破碎机能耗,γ为动锥进动角,α为动锥底角,n为动锥转速,b为开边排矿口大小。模型的方差分析结果见表6。结果显示,模型的F值为7.89,P值为0.0002,说明模型显著(F值表示拟合方程的显著性,F值越大,拟合程度越好;P值反映模型的正确性,一般要求小于0.5);失拟项的F值为4.15,P值为0.0915,说明模型总体可接受;各影响因素的F值反映了γ、α、n和b对破碎机能耗影响的显著性[22],其中动锥转速n的F值最大,说明动锥转速n对破碎机能耗的影响最显著;进动角γ对能耗的影响次之;动锥转速n,开边排矿口大小b能耗的影响较小,这与第3.1节中对图7的分析结果一致。 表6 能耗模型方差分析结果 破碎腔内的矿石物料受破碎机动锥的挤压、冲击作用发生破碎的同时,也会对破碎机动锥产生方向相反的作用力,这种作用力即为破碎力,该力能够反映出破碎机对矿石物料的破碎效果[23]。基于破碎机工作现场,破碎力保持在200~280MPa之间时,破碎机对于矿石物料的破碎效果最佳,在此条件下,求解旋回破碎机单位比能耗预测模型的最优解,γ=0.48°,α=79.99°,n=130r/min,b=166.24mm。可以看出,进动角γ与动锥转速n这两个影响因素由于对单位比能耗的影响显著,都有不同程度减小;而动锥底角α与开边排矿口b对单位比能耗的并不显著,分别取了较小值,以此来保证破碎机对矿石物料的破碎效果。优化结果显示,在预测模型的参数范围内,破碎力同等大小的条件下,与原工作参数下的旋回破碎机单位比能耗相比,约降低了1.9%,旋回破碎机的性能最优。 为了验证能耗预测结果的可靠性,在某铁矿厂美卓60-110E旋回破碎机的生产现场采集数据,进行验证,旋回破碎机破碎工作站,能够实时监测破碎机的功率、电压等工作参数;产品物料输送装置,可以实时测量产品物料的质量。当给料矿石充满破碎腔时,记录旋回破碎机生产1t物料所需的时间与功率消耗,将采集的数据进行换算,即可获得旋回破碎机的单位能耗值。重复若干组实验,得到单位能耗的平均值为0.24kW·h/t,而预测模型优化后的单位能耗值略小于实际值为0.22kW·h/t,实际值与预测值误差为8.3%。这是因为该预测模型是基于理想工作状态而建立的,模型中物料的粒度分布、运动状态、破碎韧性以及接触模型等无法完全还原破碎机真实的工作状态,因此模型基本可靠。 基于旋回破碎机的破碎工艺,利用离散元分析软件EDEM进行仿真,通过响应曲面法分析了进动角(γ)、动锥底角(α)、动锥转速(n)与开边排矿口大小(b)4个关键因素对破碎机能耗的影响,建立了旋回破碎机能耗预测模型,得到以下结论: 1)因进动角的增加导致矿石物料下落过程中自由落体时间缩短,滑动下落时间增加,动锥转速的增加改变了破碎机对矿石物料的挤压频率,所以进动角与动锥转速对能耗模型的影响最为显著。并且进动角、动锥底角、动锥转速与开边排矿口大小分别为0.48°、79.99°、130.00r/min、166.24mm,旋回破碎机能耗下降,性能最优。 2)方差分析结果显示,能耗理论预测模型的F值、P值以及失拟项均处于合理范围,并且通过生产现场数据验证,实际值与预测值的误差仅为8.3%,验证了理论预测模型的准确性。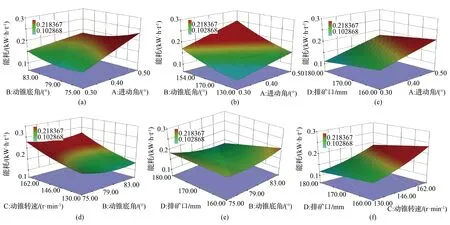
3.2 能耗预测模型分析
3.3 生产现场数据验证
4 结 论
猜你喜欢
昆钢科技(2022年2期)2022-07-08
当代水产(2021年10期)2022-01-12
粉末冶金技术(2021年3期)2021-07-28
红蜻蜓·低年级(2021年3期)2021-07-14
建材发展导向(2021年23期)2021-03-08
红领巾·萌芽(2021年10期)2021-01-01
华人时刊(2018年15期)2018-11-10
系统工程与电子技术(2016年12期)2016-12-24
浙江大学学报(工学版)(2016年11期)2016-06-05
云南地质(2015年3期)2015-12-08