
12Cr2MoG 材料焊接特性及处理
2023-03-23 05:49王昊
设备管理与维修 2023年4期
王 昊
(中海石油华鹤煤化有限公司,黑龙江鹤岗 154100)
0 引言
煤化工领域反应器采用的母材为Cr-Mo 合金钢。12Cr2MoG 材料是Cr-Mo 合金钢,也是一种耐热钢,其具有抗氧化、高温强度,抗蠕变、氢耐腐蚀等性能是当前工业设备中高温高压管道以及锅炉钢材优选钢种,该材料具有较强淬硬性,因此,在开展手动埋弧焊接过程中难度较大。本研究通过手动埋弧焊焊接工艺分析,进而得出焊接最佳参数,以提高焊接接头质量,为国内工业超重质化装置焊接工艺提供参考。
1 力学性能分析
本次焊接实验使用的12Cr2MoG 钢板厚度为30 mm,力学性能见表1。

表1 12Cr2MoG 力学性能
2 钢材焊接性能
12Cr2MoG 钢材料的碳含量较高(0.95%),在焊接过程中焊接接头具备淬硬性和冷裂性能,为防止焊接时产生裂纹,要求进行焊前预处理,以控制层间温度,降低接头冷却速度,防止钢材在焊接时出现马氏体转变。完成焊接后焊接接头需进行热处理,以消除残余应力,改善焊接接头的性能。焊接前预热温度控制在150~250 ℃,层间温度控制在120~250 ℃。适当提高层间温度和预热温度,能够防止焊接接头产生裂纹和应力,当温度达到350~500 ℃时,焊接接头会形成回火脆性,焊后热处理除温度之外还需控制接头冷却速度,避免出现回火脆性。
3 焊前准备工作
(1)焊接试板。本研究选择压力容器钢板和锅炉钢板,材料为12Cr2MoG,规格为600 mm×200 mm×30 mm,为保证焊接过程中应力分布均匀,焊接时选择X 形坡口(图1)。

图1 试板坡口尺寸
12Cr2MoG 材料具有较强脆硬性,经过热切割后可提高钢材硬度,但会影响焊接质量,因此需利用机械加工的方式进行坡口焊接,要求加工面整洁、光滑且无锯齿,坡口边缘要及时清除水分和锈蚀、氧化皮等杂质,距离坡口边缘25 mm 直接打磨后进行磁粉检查,保证脱口面无明显的裂纹。
(2)焊接过程中要求焊接材料与母材强度保持一致。综合12Cr2MoG 材料性能,可采用直径4 mm 的H10Cr2MoG 埋弧焊丝,以及匹配烧结焊剂,封底焊条直径4 mm,型号为R407C。焊接前需烘干埋弧焊剂,并且选取上限烘干温度(350 ℃),封底焊条应置于150 ℃保温箱保存。
4 焊接工艺
(1)焊前预热。室温下12Cr2MoG 钢材料在焊接过程中存在较大空淬性,热影响区硬度较高,因此焊接时很容易产生裂纹,采用预热法以缓解焊接接头快速冷却,进而减少淬火组织,降低内部残余应力,利于溢出氢气,防止裂纹形成。此外,采用预处理法还可及时去除材料表面的油污、水分,降低金属含氢量。结合国家标准,焊前预热温度应高于150 ℃,以防出现冷裂纹和再热裂纹。由于钢管焊接过程中散热快,存在较多不利于焊接的因素,因此本次焊接工艺确定焊线预热温度为150~250 ℃,可采用氧乙炔加热或电加热法,在距离坡口75 mm 内进行预热温度的检测。
(2)焊接线能量控制。应合理控制焊接线能量,能量较大会导致长时间焊缝金属处于高温状态,使热影响区温度较高,最终会使晶粒粗大,产生宽度较大的裂缝,降低材料力学性能或产生高温裂纹等。焊接钢材根部时应选择合理的焊接电流,焊接时如果钢材焊到宽度窄处可适当提高电流,进而实现轮廓操作,多次焊接可以发现,可将焊接线能量控制在2.5 kJ/mm 内,以降低材料焊缝缺陷,提升钢材的焊接质量。
(3)层间温度控制。在多层焊接过程中,钢材焊层对前部分材料焊成存在消氢作用,可改善热影响区以及前层焊缝金相组织,要求层间温度应适当高于预热温度,但层间温度不能过高,否则会逐层积累氢含量,导致焊接出现热变形,进而使焊管根部产生集中应力,提升冷裂纹产生得概率。综合分析,合理设置层间温度120~250 ℃比较合适。
(4)工艺控制。焊材选择直径4 mm 的H10Cr2MoG 埋弧焊丝,同时配合使用SJ150 焊剂,在预焊过程中,使用直径4.5 mm的R407C 焊条,实现间断点焊,以防出现内焊烧穿现象。焊接背面时采用碳弧气刨法,及时清除预焊层病进行坡口打磨,防止渗碳现象的发生。利用磁粉检测坡口表面,确保无裂纹产生。
(5)焊接过程及设备分析。按照焊接工艺参数规范焊接操作,根据实际情况调整焊接参数(表2)。在埋弧焊中采用埋弧焊机DC1500。
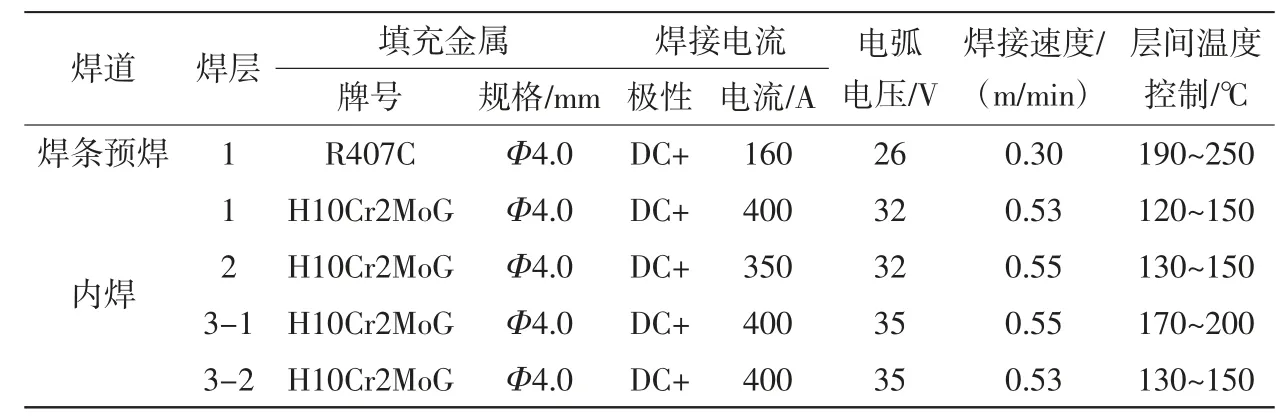
表2 焊接工艺参数
(6)焊后热处理。试板焊接后需进行退火处理,690 ℃保温8 h,入炉时温度应低于300 ℃,升温速率控制在75 ℃/h,降温速率控制在35 ℃/h,随炉冷却,出炉温度167 ℃。
5 结果分析
对钢材焊缝进行外观检测,要求焊缝外观良好,且无明显裂纹,夹渣、咬边等缺陷。对钢材进行磁粉检测,其近表面无明显缺陷,符合Level 一级标准。对钢材进行超声波检测,其内部质量较好,经过探伤检测,结果符合Level 二级标准。对钢材进行射线拍片检查,其内部无缺陷,结果符合Level 二级标准。经过超声波无损探测和外观检测,符合要求,严格按照有关规范开展钢材机械切割取样进行化学成分分析、冲击实验分析和弯矩试验、硬度检测、拉伸试验。
(1)化学成分。通过立式光谱仪进行焊缝材料化学成分分析,母材成分与焊缝元素含量基本一致,表明焊接时母材与焊材的匹配度较高。
(2)拉伸试验。焊缝抗拉强度为634 MPa 和642 MPa,符合抗拉伸标准,拉伸值大于520 MPa。
(3)弯曲试验。根据规范,当钢板的厚度大于10 mm 时,可利用4 个侧弯试验代替背弯和面弯试验,试验结果符合相关规范。
(4)冲击试验。针对焊缝中心以及熔合线开展冲击实验分析,采用V 形缺口试样,参数为10 mm×10 mm×55 mm,设置20 ℃为实验温度。12Cr2MoG 钢材在接头性能和热影响区冲击性能,严格按照钢板冲击要求,使冲击功高于47 J,冲击功应高于36 J。
(5)宏观检查以及硬度分析。通过观察可以发现,焊缝完全焊透且焊偏量符合标准要求,无明显夹渣、裂纹等缺陷问题。图2 为焊接接头硬度测试点位置,硬度测试结果显示,12Cr2MoG焊接采用手动埋弧焊工艺,热影响区和焊缝硬度值满足相关要求。
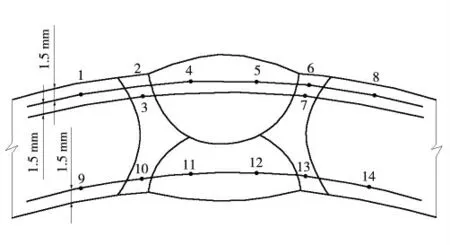
图2 焊接接头硬度测试点位置
(6)分析熔敷金属组织。熔敷金属韧性值差别较大,是由于微观组织发生明显变化,不同的输入值导致熔敷组织出现微观变化,因此采用不同热输入值会使焊后熔敷金属强度差异明显。在实验过程中针对焊接材料可选择较广的焊接工艺参数,焊接热输入范围为20~28.29 kJ/cm,焊接后板材具有良好的韧性和强度。
6 防止手动埋弧焊裂纹产生的有效措施
(1)控制焊接拉力的不良作用,合理选择坡口形式,为减少焊接应力,可选择较小坡口间隙,因为较大的坡口间隙会使焊缝熔池在收缩时产生较大收缩,增加焊接拉应力。在钢板划线位置进行板料棱角度的参数控制,控制坡口间隙组队,卷制成形,防止局部间隙较大。在焊接部烧穿的基础上,尽可能减少背面点固焊长度、点数,有效减少坡口局部横向刚度,减少焊接拉应力的产生。
(2)焊件预热。预热是防止裂纹产生的有效措施,能够使焊接接头位置金属均匀受热,在焊接过程中,可沿焊缝纵向减缓温度变化,利于减小内应力,尤其是在外界环境温度降低、板材厚度大的情况下,需进行板材预热处理。
(3)选择合理焊接工艺。焊接参数的选择,将会在一定程度上影响焊缝成形,如果焊缝成型窄且深,杂质集中于树枝晶体对接部位,焊缝抵抗拉应力能力弱,会有应力产生,进而产生裂纹,因此,应合理控制焊缝成型形状,可从手动埋弧焊焊接参数匹配入手,在保持能量不变的基础上,适当提高电弧电压值,减小焊接电流值,提升焊接速度,适当增大焊丝直径,焊接环缝过程中,可改变焊件和焊丝相对位置。
7 结语
本研究采用12Cr2MoG 钢材进行手动埋弧焊接,经过磁粉检测,超声波检测以及X 射线检测,最终焊接满足标准要求。对焊缝化学成分进行分析,同时开展弯曲试验、拉伸试验、硬度性能测试、冲击韧性试验,结果满足标准要求,可获得12Cr2MoG材料埋弧焊接工艺最佳参数。采用该焊接工艺,可实现钢管批量化生产,最终产品符合企业标准要求,能够提升生产效率。
猜你喜欢
中国金属通报(2022年1期)2022-06-02
中国特种设备安全(2021年5期)2021-11-06
锻压装备与制造技术(2021年2期)2021-07-19
大众投资指南(2021年35期)2021-02-16
新疆钢铁(2016年3期)2016-02-28
焊接(2016年1期)2016-02-27
大型铸锻件(2015年4期)2016-01-12
应用科技(2015年5期)2015-12-09
焊接(2015年8期)2015-07-18
焊接(2015年8期)2015-07-18
