
喷涂控制系统误差补偿算法研究与设计
2023-03-13 04:03沈侃
科技风 2023年6期
沈侃
苏州工业园区职业技术学院智能制造学院 江苏苏州 215000
1 概述
利用喷涂技术,可以在各种基体上获得各种物理、化学性能的涂层,其应用范围广泛,涉及国民经济各个部门和领域[1]。随着科技的发展与进步,复杂形态目标的应用越来越广泛,例如飞机隐身涂层喷涂[6]、航母表面喷涂等,这些对于喷涂质量、涂层厚度、喷幅大小、喷枪位姿等性能也提出了更严格的要求[2]。
喷涂系统受到下游需求的增长以及传统设备信息化、智能化的迭代等因素的影响,近几年市场规模持续增长,市场焕发勃勃生机。前瞻产业研究院的调研数据显示,近几年喷涂系统的市场规模的年复合增长率为6.4%。考虑到喷涂系统的开放性、不确定性、多变量的波动性、系统精度的不一致性以及各类过程因素(涂料黏度、空气压力等)的时变性,给喷涂系统的稳定性带来很大的挑战,也给喷涂系统的控制技术带来了很多问题。目前,能够面向多种不同喷涂目标进行快速建模、规划并完成高质量喷涂的成熟系统还较为少见,通过实时建模、规划、喷涂的方法来消除个体差异,提高喷涂质量的相关研究还仅处于实验室阶段[4-5]。
为了提高喷涂质量和降低喷幅误差,本文尝试在喷涂过程中引入补偿算法,在不改变喷枪位姿和喷枪切向速度的前提下,实现自动涂装过程中喷幅的均匀一致,提高整个喷涂生产过程的精度。本文通过以下内容进行阐述:基于喷涂系统的简化模型介绍了喷幅误差补偿原理;误差补偿系统的硬件设计和算法流程;在实验平台下对本文补偿算法有效性的验证;最后对我们的工作进行了总结和展望。
2 误差模型和补偿原理
喷涂过程中在基体上形成的喷幅宽度可以看作是由各类物理条件(环境参数)以及喷嘴相对喷涂表面的位姿共同生成的函数表达式,设其数学关系为:

(1)


(2)
所以,在二次拟合的基础上喷幅误差可以表示为:

=a(d+Δd)2+b(d+Δd)+c-(ad2+bd+c)
=2adΔd+aΔd2+bΔd=αΔd2+βΔd
(3)
其中α和β是基于标定法待定的误差补偿参数。当完成参数标定后,反解方程(3)可得:
(4)
由于当喷幅误差大于0时意味着要减小纵向高度,所以在上式中我们对方程(3)中的解做了一定修正,其中函数sign是符号函数。
误差补偿系统框图如图1所示,根据给定的喷幅宽度w0,基于公式(2)求解喷嘴距离期望值d0,将其传输给喷涂控制系统或相关执行机构驱动,从而可以得到喷嘴的位姿输出;通过摄像头传感器,实时获取喷嘴与喷涂表面的距离d,将距离误差ed=d0-d反馈给执行机构,从而进行距离补偿。另一方面,摄像头传感器也可以对喷幅宽度进行实时监控,基于公式(4)实现对误差的抑制和对系统稳定性的提升。基于公式(3),可以看到喷涂距离与喷幅宽度可以表征为一种二阶关系,这对于提高整个系统的精度是简单而直接的。因此,本文以喷涂距离作为控制变量实现对喷幅误差的反馈控制是有一定理论依据的。

图1 喷涂误差补偿系统方框图
3 硬件系统设计
整个喷涂系统在一定程度上可以建模为一个多关节串联机器壁,所以其运动学逆解非封闭,即相同的末端位置存在多组不同的关节变量解。同时为确保整个喷涂系统不与基体发生干涉碰撞,还需要基于逆解进行防碰撞检测[3]。如果在误差补偿阶段依然依托于机械臂去驱动喷嘴,对于补偿运动的求解过程会对整个系统带来过度的计算复杂度,并且补偿运动本质上可以简化为喷嘴的径向运动。所以,我们在喷嘴末端独立设置一个垂直于喷涂表面运动的机构,以此来简化和替代由机械臂直接作为误差补偿执行机构的方案,通过伺服电机来微调喷嘴高度,从而实时补偿喷幅宽度。为了保证不发生碰撞,对于伺服电机的垂直运动范围我们做了限幅设计,以确保喷嘴的运动外包线范围不扩大。
补偿控制系统硬件架构如图2所示,其主要由控制器(ARM或者工控机,在仿真实验中我们采用的是树莓派)、补偿单元(伺服电机驱动器)和视觉传感器(工业摄像头视觉传感器)构成。视觉传感器实时采集喷枪到喷涂表面的距离值以及喷幅宽度,并将其发送给控制器。控制器基于理想的喷幅宽度值,经过坐标变化和喷嘴末端运动轨迹规划,计算出理想的距离信号。结合视觉传感器的信息,基于喷涂误差函数(4),计算出喷头距离误差补偿值。控制器将补偿值(误差值)转变为伺服电机的转动圈数,并通过I/O接口与伺服电机驱动器实现通信,从而完成对喷幅误差的补偿控制。

图2 误差补偿机构架构图
伺服驱动器内置多种信号接口,其可以获取电机的相关信息,例如电压、烟柳、转速编码器等,以及接收控制器给出的误差补偿信息(电机转动圈数)。直流伺服电机、丝杆、电机驱动器构成了本文设计的误差补偿系统的伺服机构主体,其有效行程为15厘米。误差补偿系统的电机选用无刷电机,这样可以避免电刷火花在气雾环境中爆燃等安全问题。
视觉传感器(工业摄像头视觉传感器)采集喷头和喷涂表面的距离值和喷幅宽度,从而实现整个系统的实时反馈,实时补偿。采用双目视觉能够更精确地采集喷涂对象表面到喷枪的距离变化,并转换为伺服机构的行程或者电机转数,同时监测喷涂宽幅的大小变化。双目视觉传感器的距离(深度)测量过程如下所示:
(1)在对双目视觉传感器进行标定的基础上,得到两个相机的内外参数、单应矩阵;
(2)基于标定结果对两个摄像头采集到的原始图像进行校正,结合极限约束和图像校正技术,使得校正后的两张图像位于同一平面且互相平行;
(3)基于马尔科夫随机场模型对校正后的两张图像进行像素点匹配;
(4)根据匹配结果计算每个像素的深度,从而获得深度图。
4 软件系统设计
由双目视觉采集测量喷枪到喷涂对象表面的距离变化以及喷涂宽幅的大小,实施喷幅误差补偿算法,软件流程图如图3所示。算法实施步骤如下:
(1)我们认为系统只能在一定时间内维持物理参数(环境参数)的不变性,即函数T的输出保持不变。所以我们在系统中设置了一个计时器,当系统运行在计时器周期内时,我们认为误差补偿模型中的系数a是有效的,此时跳转至步骤四继续执行;而当计时器达到预定值时,则需要重新标定系数a,即进入步骤二。
(2)给定三组距离输出d,分别喷涂,测量其相应的喷幅宽度,按照标定方法求解平均的比例系数a,从而实现对喷幅宽度误差补偿模型中系数a的标定。
(3)判断是否完成三组参数的标定与计算,如完成进入步骤四,如未完成,重复步骤二继续标定。
(4)标定完成后进入误差补偿阶段。根据输入的喷幅宽度期望w0,计算喷涂距离期望d0;通过双目摄像头测量实际喷嘴距离d,求取Δd。在这里我们设置了一个关于Δd的死区,即当|Δd|≤1mm时,伺服电机不动作。
(5)根据伺服驱动器的相关信息,判断补偿过程是否结束,如未结束,返回步骤一,如已结束,终止程序,等待喷涂宽度期望值w0发生改变时再次激活误差补偿程序。
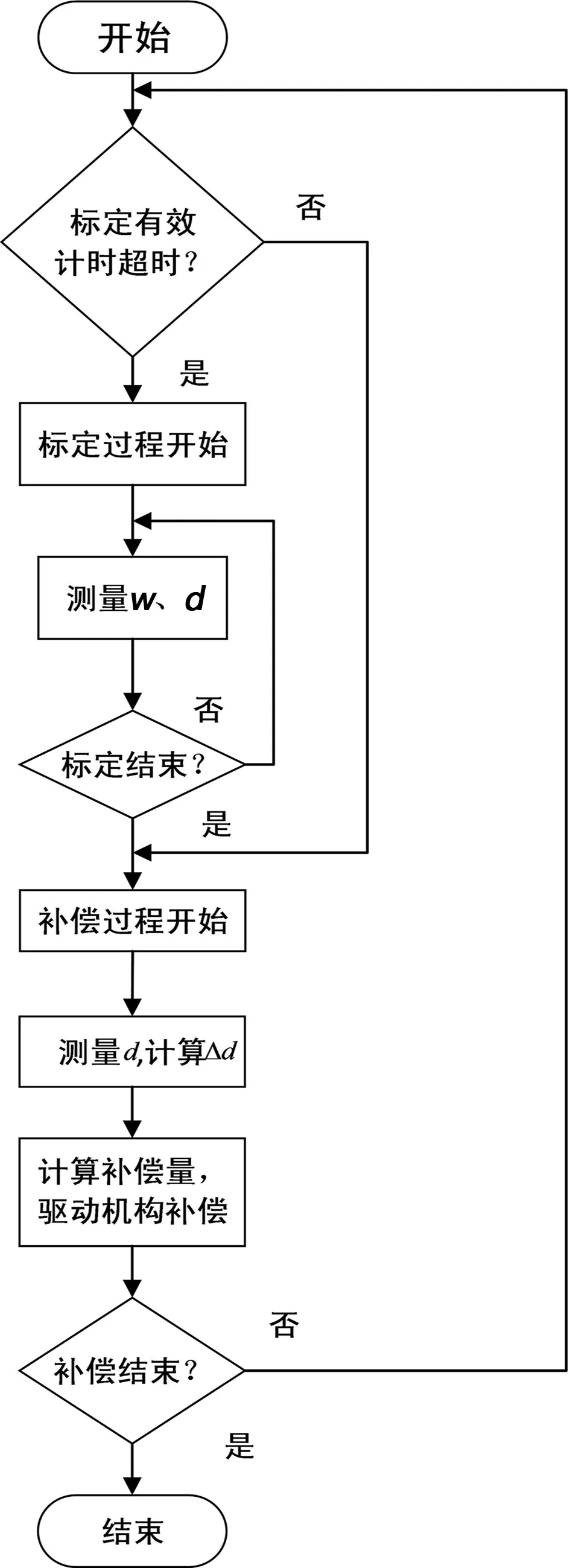
图3 喷幅误差补偿算法流程
5 实验仿真
我们在实验室基于喷涂测试样板,对本文设计的喷涂误差补偿算法的有效性进行测试。喷涂运行参数为:期望喷幅宽度为100mm,喷枪运行切向速度为700mm/s,测试喷幅宽度。前一半实验为理想状态下,后一半实验我们给喷头一定的误差干扰。同时为了测试算法的有效性,我们对于有误差补偿情况的初始值给的相对较大,尝试测试算法的稳定性。
图4和图5分别给出了在有或无误差补偿算法作用下的喷幅大小和误差变化情况。从实验结果中可以看到,在采样点10~50阶段,虽然一开始人为的给我们的算法一个较大的初始值,但是其可以很快地收敛到期望值附近,所以我们的补偿算法具有较好的收敛性。当给系统一些扰动时,即采样点50~90阶段,我们的算法在偏离期望值的很短时间内就很好地调整了系统的输出,抑制了误差,而无误差补偿算法的情况下,系统长期地偏离了期望值。

图4 喷幅变化
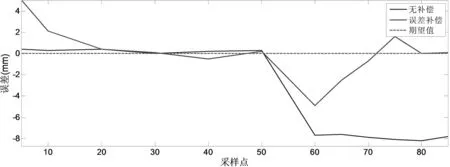
图5 误差变化
此外,无补偿作用下喷幅宽度误差的方差和均方差分别为18.15mm和4.26mm,有补偿作用下喷幅宽度误差的方差和均方差为5.74mm和2.40mm。显然,在本文设计的补偿算法作用下,整个喷涂过程能够更快地抑制由于参数漂移和环境干扰带来的系统误差,有效地提高喷涂质量和精度。
结语
本文设计的带有补偿机构的喷涂系统能够在较短的时间内实现对误差的补偿,从而使喷幅误差大幅降低,提高喷涂系统喷幅误差控制的精度。但是,对于误差补偿机构是否影响原系统的碰撞检测机制,我们只是做了一个简单的限幅,而没有从系统模型的角度出发进行逆解的相关验证。这有待我们后续的相关研究。
猜你喜欢
能源工程(2021年1期)2021-04-13
微特电机(2020年11期)2020-12-30
汽车维修与保养(2020年11期)2020-06-09
电子制作(2018年17期)2018-09-28
通信电源技术(2018年3期)2018-06-26
酒·饮料技术装备(2018年1期)2018-04-28
中国有色冶金(2018年1期)2018-02-01
中国惯性技术学报(2017年1期)2017-06-09
光学精密工程(2016年3期)2016-11-07
工业设计(2016年6期)2016-04-17
