响应面法优化微波辅助黄酒酒糟木糖提取工艺
2023-03-03 13:12曹卓华鲁姣应雨婷楼悦孙小红周瑾
食品工业 2023年2期
曹卓华,鲁姣,应雨婷,楼悦,孙小红,周瑾
绍兴文理学院元培学院(绍兴 312000)
黄酒是以稻米等粮食作为原材料,经蒸煮、加曲、发酵和压滤等多道工序酿成,作为其主要副产物的黄酒酒糟,含有相当丰富的淀粉、蛋白质和脂肪等营养物质[1]。据中国国家统计局数据显示,2021年中国黄酒产量达360万 t,黄酒出糟率高,每产1万 t黄酒约有720 t黄酒糟废弃,也就意味着每年约25.9万 t黄酒糟生成。这些黄酒糟中营养物质丰富,如若不经过处理回收,不仅导致资源的浪费,而且容易造成河道堵塞,微生物肆意繁殖,影响动植物的生存,导致环境污染[2]。黄酒酒糟常用于制作动物饲料[3]、制备食醋[4]、酱油[5]和制曲[6]等。黄酒酒糟中含有丰富的半纤维素,这些半纤维素可以分解为木糖及其他戊糖等,其中木糖可作为木糖醇等重要工业产物的原料,通过中和脱酸工艺[7]生产木糖醇,这将极大提高黄酒酒糟的再利用率。
常用的酒糟中半纤维素水解为木糖的制取工艺包括酸水解法[8]和酶水解法[9]。传统的酸水解法制取木糖过程中,为达到适合的反应温度,常使用传统热源对反应物进行加热,热效率低下,反应时间较久[10]。试验采用微波辅助酸水解法使黄酒酒糟中的半纤维素水解,以此制取木糖。为达到优化提取工艺的目的,设计相应的单因素试验并应用响应面法综合分析木糖的最优制取条件,以获得更为高效的酒糟木糖制取方案,为黄酒酒糟的再利用研究提供参考。
1 材料与方法
1.1 材料与试剂
黄酒酒糟(绍兴市某酒厂);D-木糖标准品(≥99%,上海阿拉丁生化科技股份有限公司);酒石酸钾钠、氢氧化钠、3, 5-二硝基水杨酸、苯酚、无水亚硫酸钠、硫酸等(均为分析纯)。
1.2 仪器与设备
MDS-6G多通量微波消解/萃取系统(上海新仪微波化学科技有限公司);CXC-06粗纤维测定仪(上海力辰邦西仪器科技有限公司);722N可见分光光度计(上海仪电分析仪器有限公司);KDN-BI定氮仪(上海新嘉电子有限公司);KDN-08C数显温控消化炉(上海新嘉电子有限公司)。
1.3 试验方法
1.3.1 黄酒酒糟基本成分测定
1.3.1.1 灰分测定
称取5 g(精确至0.001 g)干燥黄酒酒糟样品,置恒重坩埚中于电热板上加热充分炭化至无烟,置于高温炉中550 ℃灼烧4 h,冷却至200 ℃左右取出,在干燥器中冷却30 min,重复灼烧至恒重,称量,计算灰分[11]。
1.3.1.2 粗纤维测定
称取2 g黄酒酒糟粉末,放入500 mL三角瓶中,加200 mL已沸腾的硫酸溶液,立即加热,使其在2 min内沸腾并保持微沸30 min。抽滤后用已沸腾的氢氧化钠溶液(0.313 mol/L)将残渣转移至原容器中并加至200 mL,同上微沸30 min,随后立即在铺有石棉的古氏坩埚上过滤,先用25 mL硫酸溶液(0.128 mol/L)洗涤,然后将残渣转移至坩埚中,用沸蒸馏水洗至pH 7,再用15 mL乙醇洗涤后抽干。将坩埚放入烘箱,于130 ℃烘干2 h,接着在干燥器中冷却至室温,称量,再于550 ℃马弗炉中灼烧30 min,取出后于干燥器中冷却至室温后称量,计算粗纤维含量[12]。
1.3.1.3 蛋白质测定
采用凯氏定氮法[13]。
1.3.1.4 脂肪的测定
精密称取5 g干燥黄酒酒糟,置于干燥至恒重的接收瓶中,加入石油醚于索氏提取器中抽提回流8 h,旋转蒸发回收石油醚,待溶剂剩余约2 mL时水浴蒸干,并于100 ℃干燥1 h,于干燥器中冷却0.5 h,重复以上操作至恒重,计算脂肪含量[14]。
1.3.2D-木糖标准曲线的绘制
试验采用DNS分光光度法测定木糖含量,在波长540 nm处测定样品的吸光度[15]。配制1 mg/mL的标准D-木糖溶液,分别取0,0.2,0.3,0.4,0.5,0.6和0.7 mL标准溶液于25 mL容量瓶中,继续加2.0 mL蒸馏水,各加入2 mL 3, 5-二硝基水杨酸(DNS),在沸水浴中煮沸5 min,迅速冷却至室温,并用蒸馏水定容至25 mL,混合均匀。在540 nm波长处用分光光度计分别测定各管的吸光度。设吸光度(A)为纵坐标、浓度(c)为横坐标绘制标准曲线。标准曲线方程为A=22.65c-0.036 9(R2=0.999 1),线性关系良好。
1.3.3 单因素试验
精密称取0.5 g黄酒酒糟粉末至微波反应釜中,研究液料比(3∶1,5∶1,10∶1,15∶1和20∶1 mL/g)、硫酸浓度(1%,2%,3%,4%,5%和6%)、微波功率(300,400,500,600,700和800 W)、微波时间(1,3,5,7和9 min)4个因素对黄酒酒糟中木糖提取的影响,为响应面优化试验提供合适的因素水平范围。根据试验过程中的实际液料比加入一定量的稀硫酸溶液,摇匀,使黄酒酒糟粉末与稀酸溶液充分接触。把微波反应釜置于微波反应系统中进行微波辅助酸水解反应。反应结束后,待反应物冷却至室温,将所获得的水解产物进行过滤,去除残渣,滤液转移至25 mL容量瓶中用蒸馏水定容,摇匀,作为待测溶液。
黄酒酒糟中木糖含量的测定参照1.3.2中的D-木糖标准曲线来测定黄酒酒糟中木糖含量(mg/g),按式(1)计算。
式中:c为由标准曲线线性回归方程计算所得到的质量浓度,mg/mL;N为稀释倍数;V为定容后的待测酸水解液的体积,mL;m为称取的黄酒酒糟粉末质量,g。
1.3.4 响应面分析法试验设计
在单因素试验基础上,选择微波功率,将液料比(A)、硫酸浓度(B)、微波时间(C)3个因素为自变量,然后根据Box-Behnken试验的设计原理来制定相关的因素的发展水平,可见表1。

表1 响应面因素与水平
1.4 数据处理
试验所得的结果采用SPSS 22.0分析,并用Design Expert v13.0分析试验结果。
2 结果与讨论
2.1 黄酒酒糟成分测定与分析
黄酒酒糟成分测定结果如表2所示。黄酒酒糟中含量最高的是蛋白质,其次是粗纤维,脂肪含量较低。黄酒酒糟的再利用大多数是基于黄酒酒糟中蛋白质含量高的特点而在畜牧业和食品行业予以开发。黄酒酒糟中的纤维素含量也较为可观,但开发利用不充分。

表2 黄酒酒糟成分分析 单位:%
2.2 单因素试验结果与分析
2.2.1 液料比的影响
由图1可知,保持其他因素不变,随着液料比的增加,样品中D-木糖含量也随之增加,并在液料比5∶1 mL/g处出现最大值。其原因可能是在液料比过低时,液相中的水量较少,酸水解产生的木糖难以充分而快速地扩散溶入水中,从而导致反应速率减慢,木糖产率降低。综合考虑,选择液料比5∶1 mL/g较为合适。

图1 液料比对木糖得率的影响
2.2.2 硫酸浓度的影响
由图2可知,保持其他因素不变,随着硫酸浓度的增加,样品中的D-木糖含量也随之增加,并在硫酸浓度4%处出现最大值。其可能的原因是在酸水解的过程中,硫酸浓度的增加使得氢离子浓度也随之增加,氢离子同黄酒酒糟中半纤维素的醚键结合的概率也就越大,其酸水解为木糖的速率也随之增加[16]。且硫酸浓度较低时,生物质中的无机阳离子和灰分也会与水解液中的氢离子发生离子交换反应[17],从而进一步使氢离子浓度降低,降低反应速率,使木糖的产率降低。硫酸浓度继续增大时,样品中的D-木糖含量反而呈现降低趋势,可能是过高的硫酸浓度会导致木糖被氧化,同时木糖在酸的催化下进一步脱水生成糠醛。综合考虑,选择硫酸浓度4%较为合适。
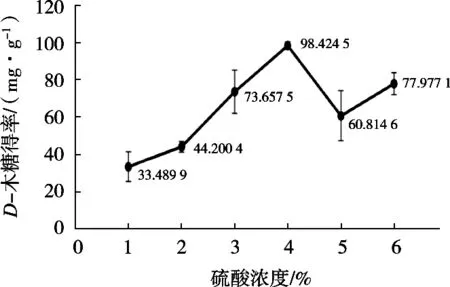
图2 硫酸浓度对木糖得率的影响
2.2.3 微波功率的影响
由图3可知,保持其他因素一定,微波功率300 W时,样品中的D-木糖含量有最大值,随着微波功率的增加,木糖含量开始下降。可能在合适的微波功率下,微波的辐射使得极性分子间的碰撞更加频繁与剧烈,使得木糖的溶出增加,反应速度加快。同时,硫酸分子间会形成氢键,而使得氢离子浓度降低,反应速率变慢。合适功率下的微波辐射会使温度升高,促进氢离子电离,加快反应速率[18],提高木糖产率。而过高的微波功率的辐照则会导致木糖的焦化及Maillard反应的发生[16],使得木糖的产率下降。综合考虑,选择微波功率300 W较为合适,后续响应面试验微波功率直接设置为300 W。

图3 微波功率对木糖得率的影响
2.2.4 微波时间的影响
由图4可知,保持其他因素一定,随着微波时间的增加,样品中的D-木糖含量也随之增加,并在微波时间5 min处出现最大值。随着微波时间的增加,黄酒酒糟中的半纤维素的水解程度也随之增加,并逐渐达到水解完全。继续增加微波时间,样品中的D-木糖含量呈下降趋势,可能是半纤维素完全水解为木糖后,副反应进行速率增加,木糖脱水生成糠醛的反应进行程度逐渐加大,产生的木糖被消耗,导致木糖产率降低。综合考虑,选择微波时间5 min较为合适。

图4 微波时间对木糖得率的影响
2.3 响应面分析
2.3.1 响应面结果
表3为试验响应面试验设计与结果,表4为数据方差及显著性检验分析。
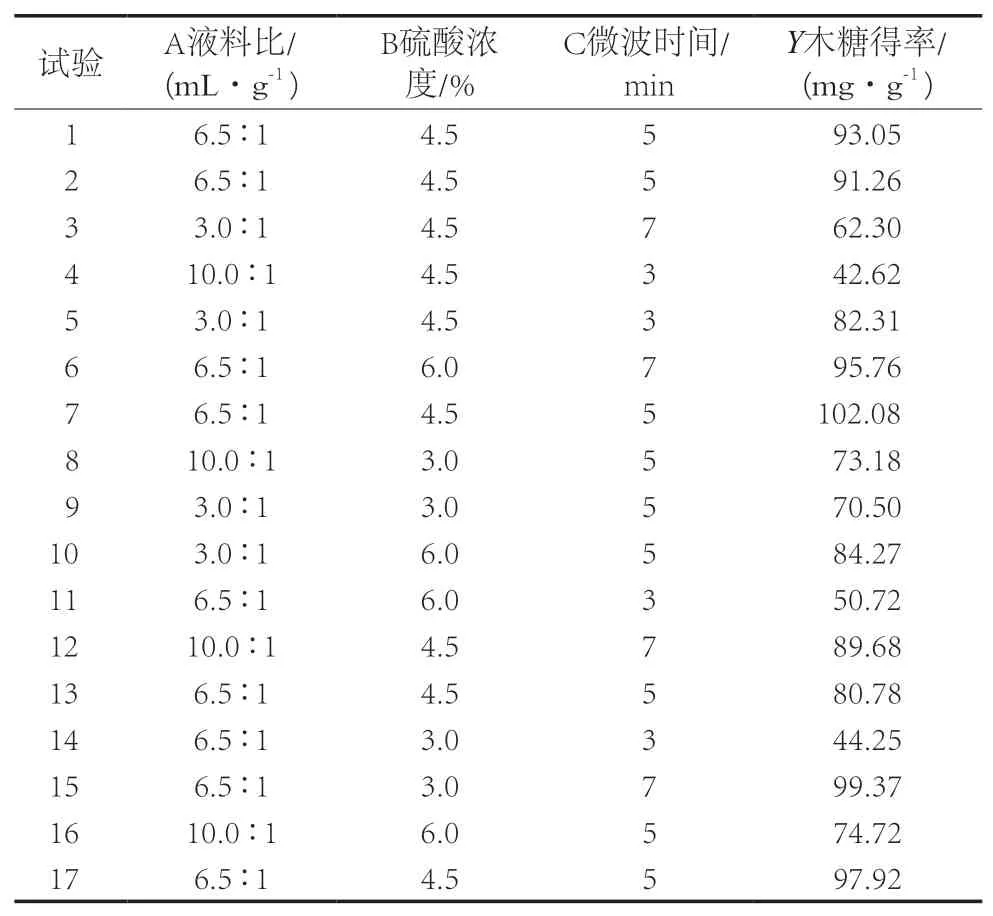
表3 响应面试验设计与结果
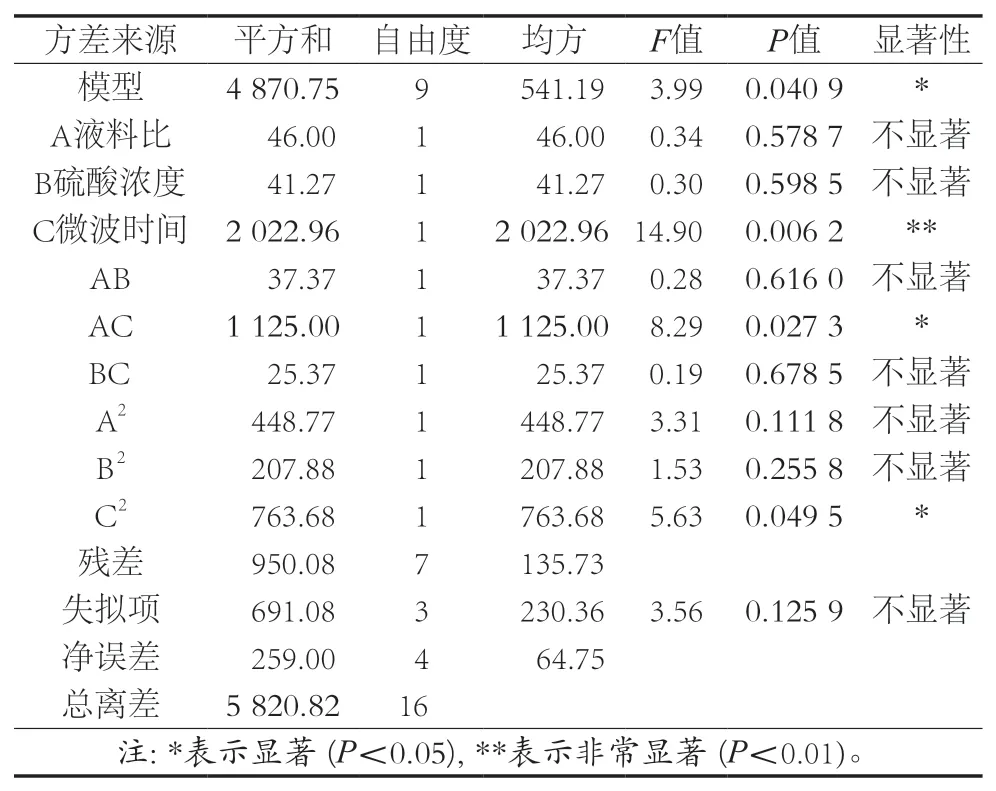
表4 响应面回归模型的方差分析及显著性检验
通过Design Expert v13.0软件将3个因素与响应值Y进行回归拟合,得到木糖取得量(Y)的多元二次回归拟合方程(各因素水平值为编码制):Y=93.02-2.40A+2.27B+15.90C-3.06AB+16.77AC-2.52BC-10.32A2-7.03B2-17.47C2。
通过对比预测值与实际值,其R2=0.836 8,表明二者较为接近,试验误差较小,实际值相对预测值的偏离较小,该模型较为有效。
由表4可知:该模型F值为3.99,P值=0.040 9(<0.05),说明试验的模型水平差异具有显著性(P<0.05);同时该模型的失拟项P=0.125 9(>0.05),表明模型失拟项差异不显著,模型拟合度较高。模型可应用于分析与预测黄酒酒糟在不同水解条件下的木糖得率。在方程中,一次项C微波时间对于木糖的得率的影响极为显著,二次项C2对于木糖得率有着显著影响。而交互项AC对于木糖得率的影响显著。这表明因素对于响应值的影响不是线性关系,其交互作用也对响应值有影响。对于黄酒酒糟中的木糖得率的各因素作用强度中,C>A>B,即微波时间>液料比>硫酸浓度;两因素间的交互作用强度中,AC>AB>BC,即液料比与微波时间的交互作用>液料比与硫酸浓度的交互作用>硫酸浓度与微波时间的交互作用强度。
2.3.2 响应面图形分析

图7 硫酸浓度和微波时间对木糖得率的响应面分析
响应面等高线图的形状反映2种因素间交互作用的强弱。等高线图越偏向于圆形,2种因素间的交互作用就越弱;等高线图越偏向于椭圆形,2种因素间的交互作用就越强。如图5所示,液料比与硫酸浓度及硫酸浓度和微波时间的交互作用等高线图更偏向于圆形,其交互作用较小;图6显示液料比与微波时间的交互作用等高线图更偏向于椭圆形,其交互作用较大。等高线排列的密集程度也反映2种因素的变化对于响应值的影响程度。其中,液料比和微波时间的交互作用等高线图等高线排列较为密集,二者的交互作用的影响也呈显著水平。根据三维曲面图可知,各个响应面均为凸面,表明模型在该试验范围内存在最大值的稳定点。
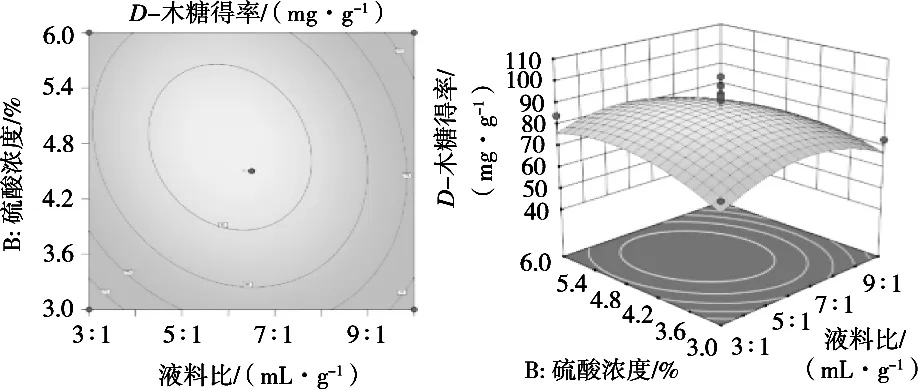
图5 液料比和硫酸浓度对木糖得率的响应面分析

图6 液料比和微波时间对木糖得率的响应面分析
2.3.3 最优工艺条件的确定及模型验证
通过Design Expert v13.0软件对于回归模型的分析可得,在液料比9.03∶1 mL/g、硫酸浓度4.30%、微波时间7 min条件下,最优条件下的木糖得率为100.66 mg/g。在实际条件下依照该条件进行试验以验证模型预测的准确性。验证结果表明,3个平行试验中,木糖平均得率为98.06 mg/g,与理论预测值较为接近,证实该最优条件下的木糖制取工艺的准确性。
3 结论
在单因素试验基础上,采用Box-Behnken响应面分析法优化微波辅助黄酒酒糟中木糖的制取工艺,得出最优条件:液料比9.03∶1 mL/g、硫酸浓度4.30%、微波时间7 min,木糖最高取得量为100.66 mg/g。该最优工艺参数可为黄酒酒糟木糖的进一步研究提供基础。
黄酒酒糟的酸水解所制取的木糖可作为工业原料来生产木糖醇[19]、糠醛[20]等重要产物,促进黄酒酒糟的废物再利用,为酿造工业的生态保护提供新思路。此外,微波加热法具有高效、节能的特点,其与工业生产及试验中物质提取的有机结合可使产业及科学研究效率大幅提高。黄酒酒糟中还含有大量蛋白质、氨基酸、黄酮等物质,黄酒酒糟的进一步开发利用在医药、食品及化妆品领域有着深厚的潜力与广阔的市场前景。
猜你喜欢
阅读(中年级)(2022年9期)2022-10-08
红蜻蜓·低年级(2022年2期)2022-03-19
红蜻蜓·低年级(2021年12期)2021-12-19
现代畜牧科技(2021年5期)2021-07-20
现代畜牧科技(2021年5期)2021-07-20
科技视界(2018年22期)2018-10-08
广东饲料(2016年8期)2016-02-27
中国资源综合利用(2016年12期)2016-01-22
农村农业农民·B版(2015年9期)2015-10-16
中国铸造装备与技术(2012年5期)2012-11-04