安家庄特大桥厚钢管墩柱焊接质量控制
2023-02-28 08:21:02张忠俊张雪峰刘页龙刘红宾
北方交通 2023年2期
张忠俊,张雪峰,刘页龙,刘红宾
(1.北京逸群工程咨询有限公司 北京市 100176;2.辽宁工程技术大学 阜新市 123000)
钢结构工程的主要特点是刚度大、跨度大、承载力强,钢结构施工中不可避免地使用到焊接工艺。其中,焊缝表面成形是评判焊接质量的重要指标。在焊接过程中,由于焊接参数调节不当及焊接环境复杂等不确定因素,焊缝表面会出现凹陷、咬边、气孔、未熔合、熔宽余高未达标等表面缺陷[1-2],这些缺陷不仅影响焊缝外观形貌,而且会造成焊缝连接强度下降,应力集中,影响焊接构件产品质量,甚至会使产品报废[3]。
为了控制焊接变形,提高几何精度,加快施工进度,结合安家庄特大桥,从现场焊接施工环境控制、工艺控制的角度入手,采用了工厂加工、现场拼装焊接的制作方案,以达到焊接质量进行控制的目的[4-5]。
1 工程概况
安家庄特大桥上跨丰沙铁路桥位于北京市门头沟区王平镇安家庄村西南,线路为东西走向,桥梁起于丰沙铁路北侧、黄台隧道出口,先后跨越丰沙铁路、永定河及现状G109国道。桥梁左右幅分别在 A1K25+540.81和 AK25+637.38 处上跨既有丰沙铁路,主桥左右幅分别采用(248.95+248.95)m 钢桁斜拉桥和(171.95+171+75.25)m 连续钢桁梁结构,墩顶转体法施工。梁体转体重量左右幅分别为15000t和9000t。主桥转体墩为L3#、R4#墩柱,桥墩下部结构采用桩基接承台、钢管墩柱形式,墩柱材质为4mm厚316L不锈钢加90mm厚Q500MD复合钢板,Q500MD复合钢板要求上屈服强度不小于480MPa。
2 焊接工艺评定试验
根据该项目招标文件要求,综合考虑运输等各方面因素,钢管桩制造在沧州产业园钢结构制造厂房,配备专用的切割、卷管、焊接、矫形等配套设备,完成之后在涂装房内完成钢管防腐涂装,制造方案采用2~3.2m一段,运输至现场2段或3段接长为吊装段,再在桥位吊装对接等工作。据施工现场实际焊接工况模拟,对各种焊接试件成品按规范进行力学性能试验,试验结果满足设计要求,据此确定焊接工艺,并在实际施工时按照工艺要求进行焊接操作。焊缝试验结果及焊接工艺见表1~表4。
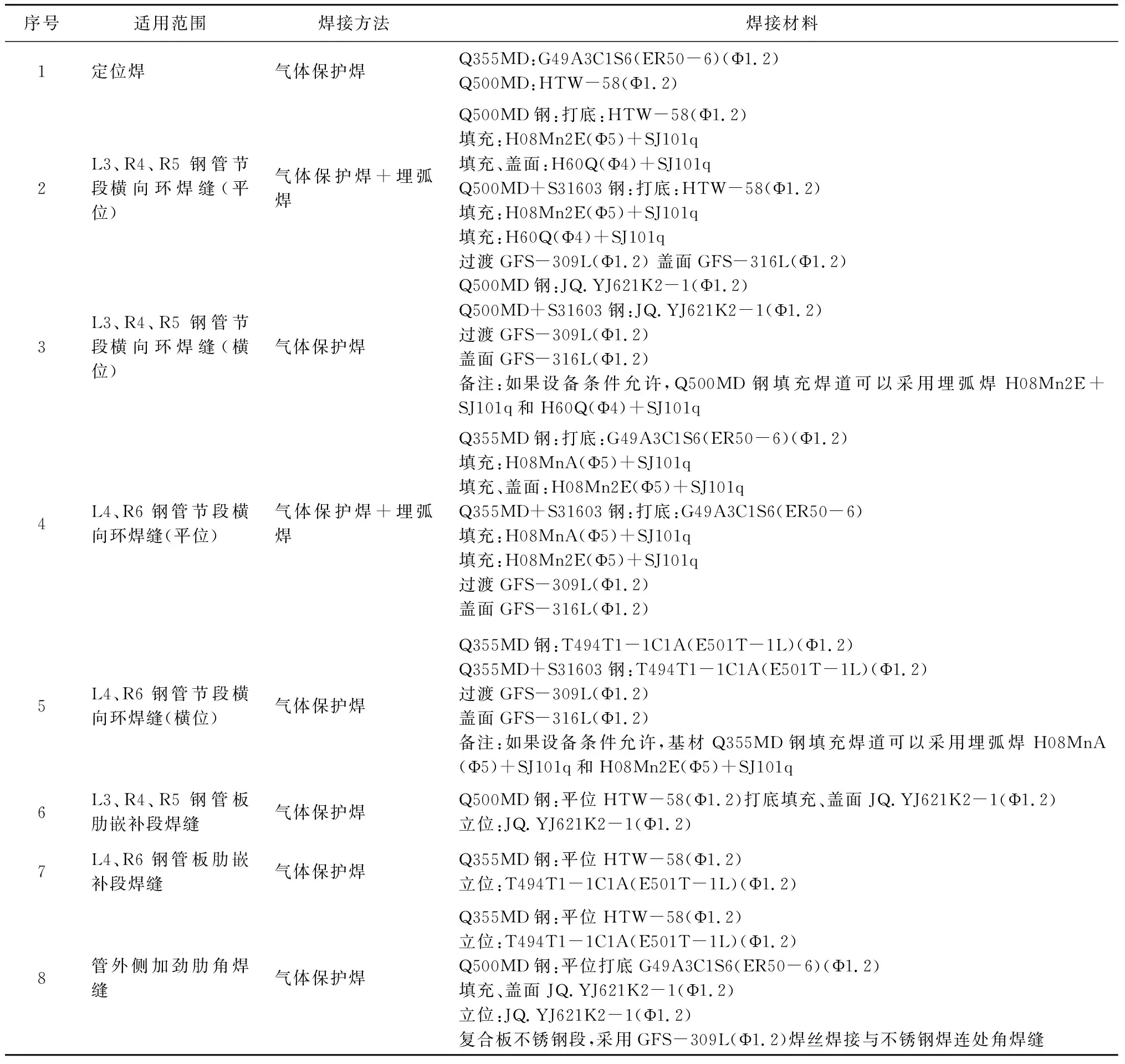
表1 焊接方法及焊接材料

表2 钢管纵向对接焊缝、横向对接环缝坡口形式及尺寸

表3 节段间钢管横向对接焊缝坡口形式及尺寸
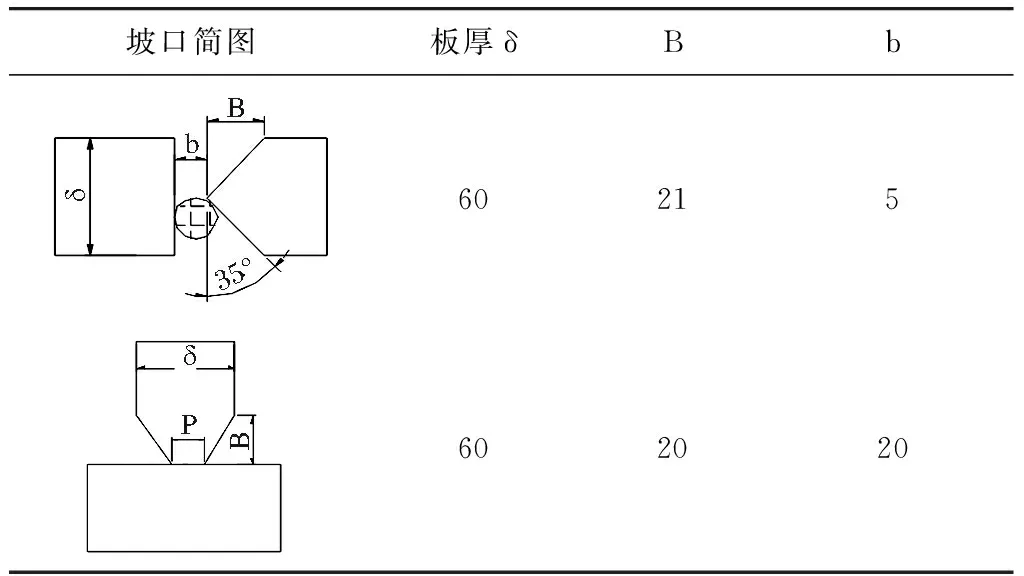
表4 板肋嵌补段对接焊缝和钢管外侧加劲肋坡口角焊缝坡口形式和尺寸
3 焊接过程控制
3.1 焊前准备
3.1.1钢管制造
全桥钢管的下料及坡口主要通过门式切割机来实现,下料长度即钢管周长,要充分考虑滚压拉伸与焊接收缩的影响。采用卷板机对平板两端各一段剩余直边进行预弯,采用大型卷板机进行卷圆,卷圆前注意对中以防扭斜,卷圆应考虑冷卷回弹,须加一定的过卷量。
焊接施工主要包括厂内钢管的直缝焊接,以及现场钢管对接施工。最后在桥位进行各吊装段环缝焊接,达到墩柱设计高度。
3.1.2钢管整拼和桥上焊接方案
本工艺方案适用于安家庄特大桥上跨丰沙铁路桥钢管混凝土桥墩用钢管(材质为Q355MD、Q355MD+S31603钢、Q500MD、Q500MD+S31603钢)的钢管整拼及桥上焊接,工艺方案中未尽事宜,按照《公路桥涵施工技术规范》(JTG/T 3650—2020)的有关规定执行。
首先采用电加热带和保温岩棉缠绕(距离焊缝坡口边缘10cm)内壁和外壁环缝两侧区域进行预热,预热时间约4h,预热温度在150~200℃,对外壁环缝采用实心焊丝进行打底焊2道,然后采用药芯焊丝二保焊焊接外壁环缝坡口约1/2深(约20道)。
对内壁环缝进行碳弧气刨清根并打磨干净,采用药芯焊丝二保焊焊满内壁环缝(约40道);采用药芯焊丝二保焊将外壁环缝焊完(约60道)(不包括不锈钢盖面)。
电加热带和保温岩棉在环缝整个焊接前中后始终缠绕作为焊缝电加热措施,在焊接每道焊缝前需要将上道焊缝不均匀及可能产生焊接缺陷的部分打磨平整均匀,采用红外测温仪进行焊接前中后的焊缝温度测控。焊缝焊接完成24h、48h、72h后要分别进行超声波探伤检测。
3.2 焊接过程控制及安装
3.2.1钢管节段接长
将钢管节段固定在现场滚轮架上,预热后首先采用气体保护焊实心焊丝焊接内侧打底焊2~5道(保证埋弧焊直接分道焊接),然后采用埋弧焊填充到内侧坡口的一半深。从外侧坡口气刨清根,打磨干净后,采用实心焊丝打底焊2~5道(保证埋弧焊直接分道焊接),再采用埋弧焊填充至坡口深度一半,之后焊接内侧填满。最后将外侧坡口填满。
每焊接一道埋弧后,下一道埋弧焊接方向反方向焊接,晶粒交错。焊接过程中除了根部2道和盖面焊道外,其余焊道焊后采用机械锤击。
焊接不锈钢复合钢板时,需在距离不锈钢复合层界面4~7mm时,采用实心气体焊丝焊接;应防止结构钢气体保护焊材与不锈钢焊连,在距离不锈钢复合层界面1~2mm时,采用GFS-309L不锈钢焊丝焊接过渡层,盖面采用GFS-316L不锈钢焊丝焊接。
3.2.2钢管节段桥位拼装
首先吊装钢管就位,从管外侧坡口采用气体保护焊进行定位焊。预热后,在管內侧进行对接焊缝打底焊道,焊接內侧坡口约1/2深。在管外侧进行碳弧气刨清根,采用气体保护焊药芯焊丝从外侧焊接对接焊缝约1/2深。再焊满内侧焊缝,最后焊满外侧焊缝。
焊接不锈钢复合钢板时,需要用药芯焊丝将焊接面找平,然后采用GFS-309L不锈钢焊丝焊接过渡层,盖面采用GFS-316L不锈钢焊丝焊接,不锈钢焊丝采用多层多道焊焊接。管对接焊缝或角焊缝开始焊接后,此焊缝应连续焊完。一旦中断焊接,应加热到200~250℃后盖石棉毯保温缓冷,再次焊接前应进行预热。
管对接焊缝和角焊缝焊完后,立即用火焰或电加热到200~250℃,盖石棉毯保温3.5~4h(保持温度在200~250℃),然后缓慢冷却。
4 焊接质量检验及缺陷修补
4.1 气孔缺陷原因分析与解决
根据对现场施工环境条件、操作工艺、焊接材料进行调查,分析认为可能的原因有二:
(1)焊剂烘干设备不稳定,温度控制不准确,造成焊剂烘干不彻底,含有结晶水,有可能导致焊接过程中造成气孔出现。
(2)焊接操作人员对焊接工艺熟悉度不够,或责任心不强,预热温度不够,影响焊接质量,导致气孔出现。
针对上述两个原因,先采取措施对焊剂烘干设备进行了检查,设备运行良好,确保其运行无碍。再对现场焊接操作人员进行二次焊接工艺交底。
结合之前的原因分析,认为出现气孔的原因可能是水汽原因或者焊接参数控制不到位,导致钢板、焊缝中的气体不能及时排出,为此决定再次先进行小范围焊接试验,并采取如下措施:
(1)严格焊前预热,焊接过程中控制道间温度和焊后保温,采购电加热设备。
(2)更换CO2保护气体供货厂家。
(3)减少焊剂堆高,微调焊接参数,对坡口根部、中间填充、盖面焊道,分别在工艺规定范围对参数进行调整,采用不同的焊接速度、电流、电压,有利于焊缝中的气体排出。
4.2 环向焊缝横向裂纹的分析与解决
为解决出现的焊接质量问题,项目部邀请了桥梁焊接方面的专家,经现场勘查,专家详细分析了横向裂纹出现的原因后,给出如下建议:
采用连续定位焊,取代间断定位焊;焊丝材质降低1~1.5个强度等级;焊接施工前焊口部位必须打磨干净;焊前预热采用电加热器,而非火焰加热方式,保证受热均匀;增加焊接道(遍)数,减小每道(遍)施焊厚度;更改焊枪运行方式,采用三角形或圆圈形摆动方式。
根据专家建议,施工方在山海关的焊接室进行了降低焊丝强度等级的焊评试验,采用板厚70+70mm的Q500MD钢板试验,打底焊采用实心焊丝HTW-58,根部每侧填充2道采用H08Mn2E(Φ5)焊丝+SJ101q焊剂,然后采用H60Q(Φ4)焊丝+SJ101q焊剂填充。试件经探伤检测,宏观断面检测无焊接缺陷,力学性能检测接头最高硬度不超过290HV10,试验结果全部合格。
5 结语
安家庄特大桥厚钢管墩柱所有已完成焊缝经检测符合设计和规范要求。针对其结构特点、钢材特性和焊接现场的复杂情况,进行了焊接工艺评定试验,制定了科学合理的焊接工艺和可行的焊接质量控制措施,成功地指导了安家庄特大桥厚钢管墩柱制造施工。
猜你喜欢
隧道建设(中英文)(2021年6期)2021-07-05 03:14:58
建材发展导向(2021年6期)2021-06-09 05:57:38
山东交通科技(2020年1期)2020-07-24 08:28:58
昆钢科技(2020年6期)2020-03-29 06:39:32
中华建设(2019年7期)2019-08-27 00:50:36
中华建设(2017年3期)2017-06-08 05:49:29
城市轨道交通研究(2017年4期)2017-05-10 08:09:44
机械制造文摘(焊接分册)(2014年2期)2014-08-22 02:37:16
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40