电阻焊质量评估技术现状与展望
2023-02-27 12:40季洪成顾廷权
机械设计与制造 2023年2期
季洪成,顾廷权,王 鲁,李 鹤
(1.东北大学机械工程与自动化学院,辽宁 沈阳 110819;2.宝山钢铁股份有限公司中央研究院,上海 201900;3.宝钢日铁汽车板股份有限公司,上海 201900)
1 序言
电阻焊作为一种主要的连接薄板类材料的技术,其中电阻点焊因具备耗能少、不需要填充物、易于实现自动化的优点而被广泛应用到汽车制造业[1]。据统计一辆车的点焊总数可高达2000~5000[2]。而电阻缝焊则被应用在汽车板的连续生产线中。
焊接过程是一个非常复杂的过程,涉及电磁、热、流体流动、机械和冶金方面的影响。所以,为了保证焊接质量和提高焊接效率,需研究这些影响因素与质量的内在联系。这里综述了前人在该领域所取得的研究成果与仍未解决的问题,以焊接过程顺序为基准将其划分为三个阶段:(1)焊前;(2)焊中;(3)焊后。
焊前的研究集中于利用模型模拟焊接过程;焊中的研究重点在于通过模型映射焊接参数与焊接质量的关系。焊后的研究则针对焊接缺陷的检测。这里的基本结构,如图1所示。
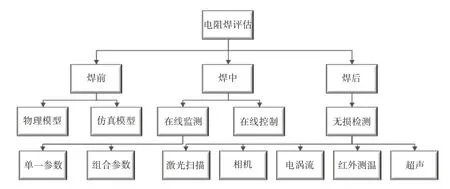
图1 文章结构图Fig.1 Structure Diagram of this Paper
2 电阻焊的焊接原理
电阻焊以焊接方式可以划分为搭焊法、对焊。其中,搭焊法按照电极的外形又可以分为点焊、凸焊、缝焊。这里论述的文献有部分是针对电阻点焊的研究,也有针对电阻缝焊的研究,但是在论述中不做严格区分。由于熔核尺寸与剪切拉伸强度成正比关系[3],所以很多研究将其作为焊接质量的标准。电阻焊的分类,如图2所示。
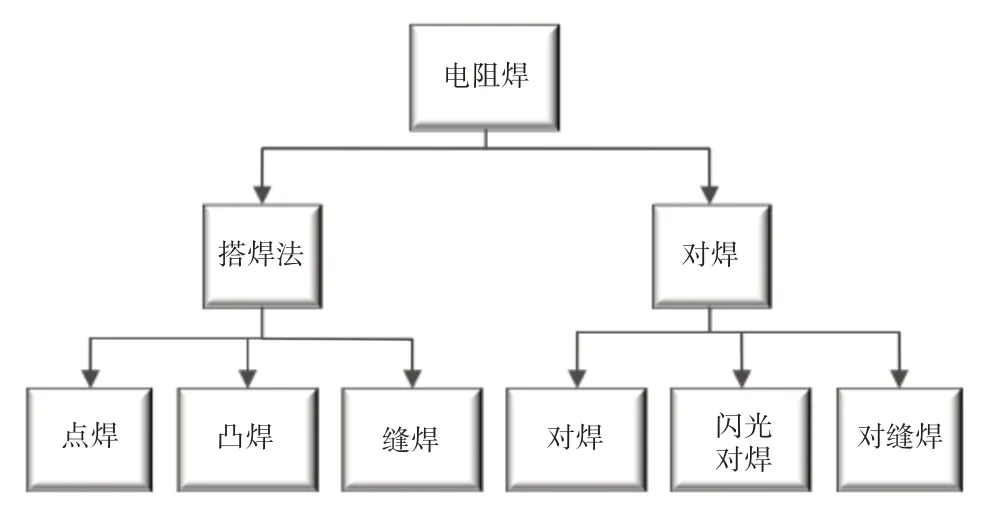
图2 电阻焊分类Fig.2 Classification Diagram of Resistance Welding
电阻焊的焊接原理是在两块金属板搭接部位通过电流,利用两块金属板的固有电阻、金属板之间的接触电阻及金属板与电极之间接触电阻产生热量,使得接触部位达到金属的熔点,并以适当的加压方式给焊接部位加压,使两个分离表面的金属原子之间的间隔接近到晶格距离[4],形成共用金属键。
3 焊前仿真模型与计算
3.1 物理模型
物理模型是在热力学、材料学、理论力学等专业知识的基础上对焊接过程进行分析,并建立线性或非线性模型模拟焊接状态。在电阻点焊过程中,在电极与焊接材料的交界面或者焊接材料的搭接面可能发生喷溅,损害电极的使用寿命或者焊缝的强度。文献[5]对喷溅产生的机理进行分析,提出熔核内部的液态压力与外部焊接压力不平衡是造成喷溅发生的主要原因,依据热力学定理建立了预测喷溅发生的物理模型。文献[6]建立了焊接过程中熔核所需热量的计算模型与有效热量的计算模型。通过两个计算模型的耦合实现焊接工艺参数的定量匹配与优化。然而焊接过程具有高度的非线性和复杂性,仅使用物理模型难以清晰描述焊接过程中材料的微小变化。因此部分学者提出使用有限元模型模拟焊接过程。
3.2 有限元模型
由于焊接过程是热机电多场耦合的过程,有限元模型不仅可以仿真多场耦合的过程还能清晰显示材料的微观组织变化。文献[7]借助有限元软件ANSYS建立了机电热耦合模型,探究电流强度与熔核生长速率的相关性以及焊接电流对焊缝表面温度的影响。并根据工艺参数的变化预测焊缝的温度分布和熔核尺寸。文献[8]研究了电阻凸焊过程中,传统气缸控制系统与改进的伺服电机控制系统的优劣性,建立机电热耦合的有限元模型,在控制焊接电流、焊接时间相同的条件下,分别模拟了两种控制电极的运动方式对熔核的影响,其仿真的结果,如图3所示。
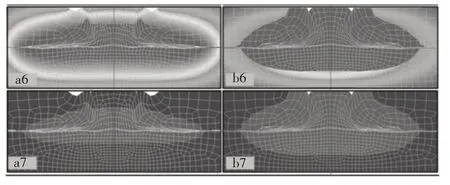
图3 气缸系统(a)伺服电机系统(b)[9]Fig.3 Cylinder System(a),Servo Motor System(b)[9]
借助有限元模型可以研究单一变量对熔核生长的影响,然而模型的使用存在一些限制,因为模型是建立在诸多假设条件之上,比如建模型时假设焊接电源是标准的连续的正弦交流电源,但是实际焊接电流却不一定是连续的[9],而且采用的参数值比如热导率、比热容、材料密度与温度扩散系数等,并不能保证与实际值完全一致。为此,文献[10]建立了一个三维热模型,探究了焊接电流、表面接触电阻、电极与焊接材料的热传导率等参数与熔核尺寸和热影响区的关系。
但是选用不同的焊接材料,上述的研究关系将表现出差异性。此外影响条件还有很多,例如焊接材料平坦度、表面污染锈蚀、工厂环境干扰、材料材质与性能不均匀等。如果创建的模型考虑的影响因素过多,将会使模型的复杂程度增加,增加模型的计算时间,同时也会限制模型的通用性,而分析结果的可靠性可能会降低。因此探究将哪些影响因素纳入有限元模型中以提高模型的精度与通用性仍需进一步的研究。
4 焊中在线监测模型开发
在电阻点焊过程中影响焊接质量的因素有:焊接电流、焊接压力、动态电阻、焊接功率、电极位移、电极外形、搭接厚度与宽度、焊接材料平坦度和表面状态、焊接材料性质等[11-12],其中部分参数会随时间变化而发生波动,并实时反映着熔核的生长状态,而熔核直径是焊接接头的关键质量指标之一。监测这些参数的动态变化可以在线评估焊接质量,据此动态调整参数可以控制焊接过程与焊接质量。但在线控制方面的研究集中在控制策略的优化,比如由传统的开环控制到闭环控制,甚至是智能控制。这里对在线控制方面暂不做论述。对于应用而言,模型的仿真预测功能可以帮助优化焊接工艺参数。
4.1 监测单一焊接参数
动态电阻与熔核的生长过程有明显对应关系,因为材料的相变会改变热传导率,同时也会改变动态电阻。在动态电阻信号中包含了熔核的生长信息[13]。传统的计算动态电阻方法有两种:其一是电极电压的均方根与电极电流的均方根的比值,如图4所示。
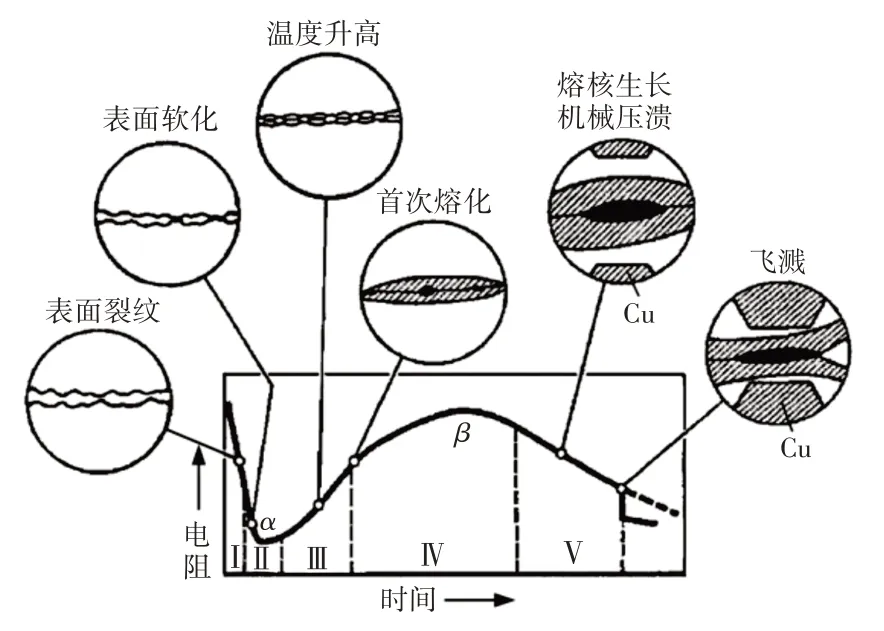
图4 动态电阻信号各阶段的物理意义[11]Fig.4 The Physical Meaning of Each Stage of Dynamic Resistance Signal[11]
其二是利用电压峰值与每个周期中电流峰值的比值。相比之下第一种方法需要大量的数据,精度高但对外部干扰也很敏感,第二种方法计算量小且精度较低,抗干扰性更强[12]。上述计算方法中电流和电压是通过测量焊接系统的次级线圈得到的,考虑到在次级线圈上测量会引入干扰,文献[14]提出在初级线圈上测量电流和电压,并提取动态电阻的四个特征值作为神经网络的输入,即峰值点、峰值点时间、动态电阻增长速率、动态电阻标准偏差。网络的输出为剪切拉伸强度,以此建立三层神经网络预测焊接质量。并通过离线拉伸剪切试验验证了模型的可靠性。在完成动态电阻特征值的提取工作后,可利用不同的机器学习算法建立信号特征值与焊接质量的之间的关联,例如文献[15]提出一种基于随机森林算法的在线焊接质量监测系统,模型的输入也是动态电阻的特征值。然而使用上述计算方法得到的动态电阻值是非连续的,可能会产生很大误差。最近文献[16]发现动态功率曲线与动态电阻曲线有相同的局部特征[16],如图5所示。而且动态功率信号能够更清晰地反映焊缝吸收的热量。
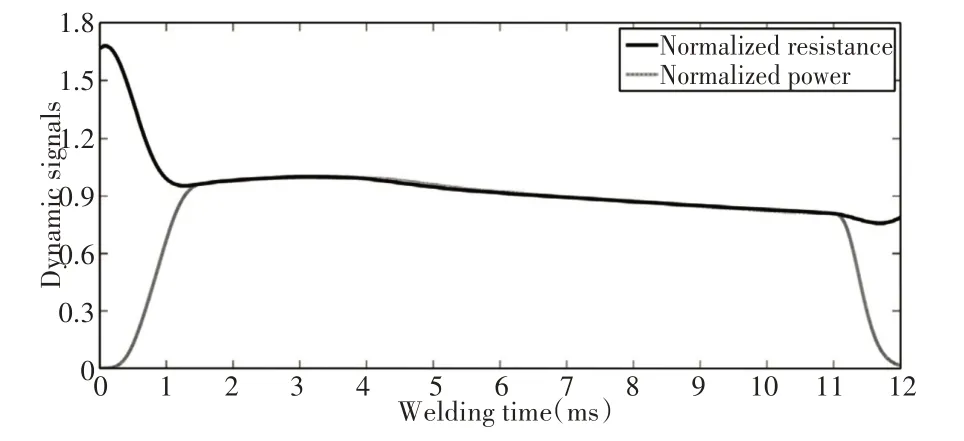
图5 标准动态电阻和功率Fig.5 The Normalized Dynamic Resistance and Power Waveforms
相比于动态电阻,动态功率信号特征值与焊接质量的相关性更强。因此以功率信号特征矩阵作为输入借助Kriging回归模型预测熔核直径。该团队在上述的研究基础之上,将Kriging模型替换为回归模型和人工神经网络,比较两种模型预测焊接质量的性能。实验结果显示人工神经网络具备更高的非线性映射能力[17]。然而上述实验中模型的优化是依赖大量的带标签数据,训练数据的数量级在很大程度决定模型的精度。
焊接压力和电极位移也是焊接过程中重要的参数,与动态电阻相比,电极位移信号与熔核生长具有更强的相关性[18]。文献[19]利用统计学方法从电极位移信号中提取与焊接质量相关特征值,并将特征参数结合相应的算法绘制成Chernoff 脸谱,以视觉的方式清晰地表征焊接质量。但是,由于焊接过程中电极位移量级很小,使用传感器测量难度很大,文献[20]选用光纤位移传感器测量两电极之间的位移,并安装特殊支架是传感器远离电极,避免了在加压过程中因电极形变而测量误差,然而,在测量过程中支架的振动有可能造成测量误差。近年来,部分学者通过伺服电机控制电极的移动,如此通过读取伺服编码器中的数据可获得电极的位移数据[8],这种方式虽然不需要添加传感器,但是需要对设备进行改造,而且同样忽略电极因受力而产生形变影响。因此如何准确测量电极位移量,是当前使用位移信号监测焊接质量技术的难点。文献[21]采用LVQ学习向量量化神经网络和BP神经网络,探究焊接压力曲线的特征值与焊缝的剪切强度之间的关联性。在不同的焊接条件或者焊接参数下进行多组实验,实验结果显示焊接压力特征值与焊接质量之间有一定的相关性,但是相关性并不是很明显,而且焊接压力受机械设备的特性影响。
4.2 监测组合焊接参数
为了获得相关性更强的映射模型,有些学者使用多种焊接参数的特征值综合评估焊接质量。文献[22]使用焊接电流、电压、压力和电极位移作为研究变量,建立焊接质量预测模型,该模型可以用于检测是否发生喷射或未完全熔合等缺陷。文献[23]开发一个传感器集群来监控焊接过程,传感器集群是由电流传感器、电压传感器、光电红外二极管、超声波传感器组合而成,将这些传感器产生的数据训练多层BP 神经网络。如果不断调整网络隐含层数、每层神经元数、传递函数等参数,可以获得精确性更高的网络模型。另外一些先进的人工智能技术,例如弹性网络、支持向量机和增强学习技术等也可以被应用在质量评估系统。文献[24]中比较修剪树、增强学习技术、随机森林、支持向量机、逻辑回归等分类器在焊接质量评估中优劣性,模型的输入量是焊接电流、焊接时间、电极材料、焊接压力等相关的焊接参数。但是实验结果表示没有特定的算法可以在任何环境一直表现优异。
综上所述,由于熔核的形成和生长是发生在工件的交界面处,难以直接观察到熔核的变化,所以需要采用各种方法监测其变化过程,本节综述了探究焊接参数与焊接质量相关性的研究,虽然多种焊接参数比单一参数相比,与焊接质量的相关性更强,当同时输入信号的增多会使得成本增加,也使得模型的更加复杂,实用性也会进一步的降低。研究中使用的模型基本上都属于黑箱模型,这类模型的精度取决于训练数据集的量级和范围,如何提高模型泛化能力,解决实验室与现场在工况条件等方面不同的等问题,是这类方法的难点。
5 焊后缺陷检测系统开发
焊后质量检测技术是保证焊接工件产品质量的重要方法之一。根据检测技术的性质可将其划分为有损和无损检测两大类。其中无损检测技术是基于相机、视觉(红外线、紫外线、激光等)、电涡流、超声波、X射线等传感技术发展出来的[25]。无损检测技术既可以检测焊缝表面缺陷(裂纹、气孔、夹渣),也能检测焊缝浅层内部缺陷。无损检测技术优点是耗时短且检测效率高,不受人为主观因素干扰,可以整合到在线实时监测控制系统中。相比之下破坏性检测技术虽然不能检测焊接缺陷,但是其可靠性更高,通常作为评定焊接质量的标准。然而因为成本高、耗费时长,仅用于离线实验研究,在工业生产中难以大规模应用。
激光扫描技术可以获取焊缝表面信息和高度信息[26],文献[27]开发了基于机器视觉的焊后检测系统,能对焊缝和角接焊缝的外观尺寸和连续性进行检测。文献[28]开发一套焊缝缺陷识别系统,使用激光扫描获得焊缝表面形貌,使用局部窗口阈值分割算法、积分图优化算法和连通域标记算法处理图像数据。可以准确识别焊缝边缘、焊缝宽度和焊缝缺陷的位置和面积,准确度达到86.5%。然而线性激光扫描可以获取焊缝表面信息,想要获取焊缝全貌信息必须以较慢的扫描速度进行,如此不仅降低效率而且移动过程中工件的振动也会对检测结果产生影响。为此文献[26]提出使用网格激光照射焊缝并结合数码相机拍摄的焊缝图像。将焊缝的高度信息与图像的灰度值相结合,重建焊缝的三维轮廓。文献[29]开发了基于相机的焊缝三维模型重构系统,利用重构的三维模型既能测量焊缝的尺寸、也能检测焊缝表面缺陷。虽然上述的视觉检测系统解决了企业依靠人工识别焊缝质量的问题,但是这些检测技术最大的不足之处是仅能识别焊缝表面缺陷,对焊缝内部缺陷无法判断。
由于焊接过程中焊缝的温度场变化与焊缝质量之间有强的相关性,所以诸多研究机构都针对红外测温技术进行研究并开发相应的工艺设备,例如瑞典的Arcam 公司生产了LayerQam 系统,该系统包括红外相机配合光照系统以及测温仪,可用来检测和计算焊接过程中熔池的形貌、温度和冷却速率[30]。德国HSK公司开发焊接监测系统,通过温感扫描系统(Thermal Profile Scan‐ner,TPS)对刚刚成型,红热的焊缝做垂直温感扫描,对焊缝垂直切面上的温度分布进行图像化描述。此外文献[31]利用红外热成像检测技术对焊缝可能出现的缺陷进行实时检测。其中TPS系统能将热辐射分布情况转化为人眼可识别的彩色图像,TPS检测焊缝缺陷图像,如图6所示。缺陷部位会在检测表面产生温差,在热作用下产生不同的能量分布。夹渣、焊缝偏移、焊缝熔核不对称等都也会在红外热成像图上呈现明显不同的温度分布。因此利用红外图像可以对焊接过程进行实时评价。但是红外热成像法只能测得暴露的焊材表面的温度场,根据表面温度场和焊接输入功率等,通过模型计算间接获得焊接过程中熔核核心区以及背面温度场,针对红外温度图像选取适合的算法快速获取有价值的特征参数。但是依据温度场与功率等特征值,快速建立参数与焊接缺陷之间的对应关系仍然是当前研究的技术重点。
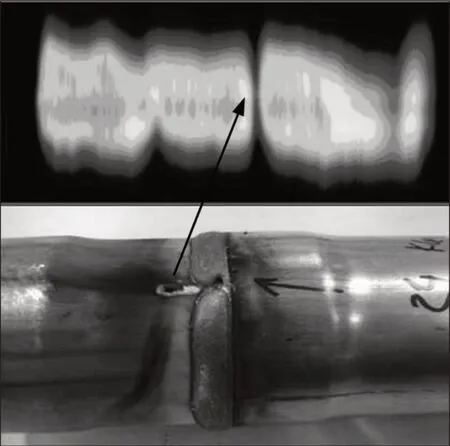
图6 TPS检测焊缝缺陷图像Fig.6 The Image of Defect Inspection of TPS
电涡流传感技术可以检测焊缝表面缺陷和浅层缺陷,但是到目前为止,统一的涡流检测标准尚未建立,而通过实际的数据建立数据库完善标准需要耗费大量的时间和资源,因此文献[32]提出建立与实际焊缝参数一致的有限元模型,利用模型进行批量计算构建焊缝缺陷与涡流信号的相关关系。文献[33]利用支持向量机对焊缝缺陷进行分类识别,运用经验模态和主成分分析算法提取电涡流信号的特征值,在高维特征空间中构建超平面对涡流特征进行分类。实验结果显示该系统对焊缝样本分类准确率达到89.4%。上述的方法仅能检测焊缝中是否存在缺陷或者判定是否属于已知缺陷的类型,但对于缺陷外形或者缺陷的位置却难以判断,因此文献[34]提出了涡流热感应技术(PECT),该技术是利用涡流加热工件,因为缺陷的存在会干扰甚至阻断热流动或者涡流的流动,流动受到阻碍时会转移流动方向导致部分区域涡流密度变大,而密度增大的区域将会产生更大的热量,红外相机将过程完整记录下来。PECT技术检测的裂纹结果与激光共焦显微镜检测结果的一致性证明了该技术的可靠性,检测结果,如图7所示。
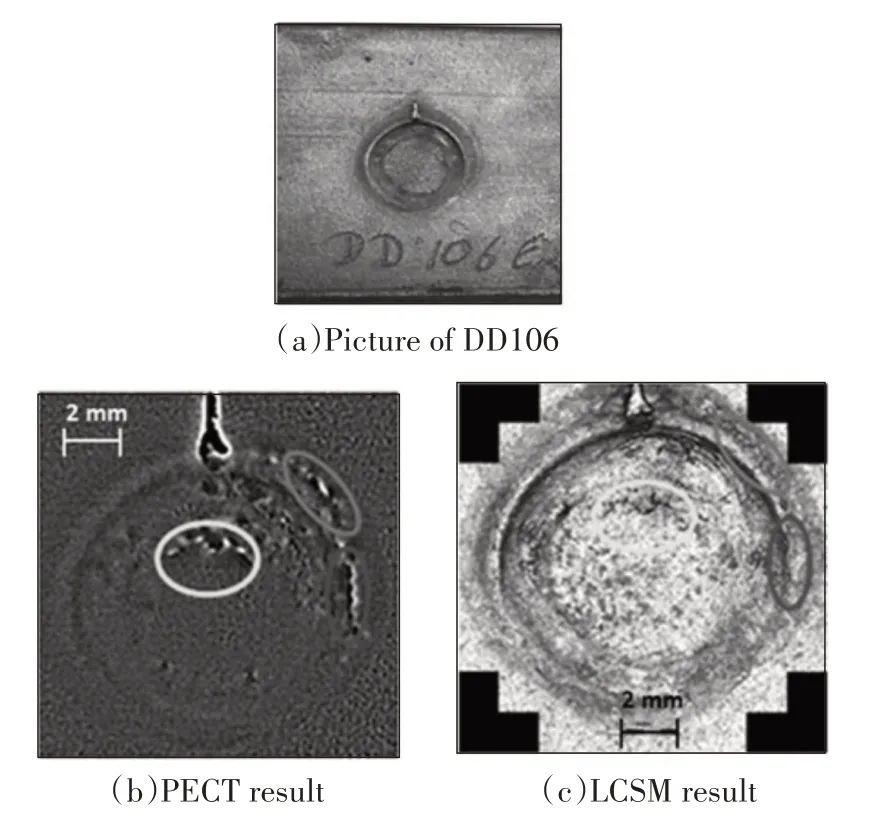
图7 PECT检测结果对照Fig.7 The Contrasted Test Result of PECT
文献[35]提出使用电涡流检测技术(ETC)和多频磁通量穿透技术能检测熔核的形成和熔核轮廓尺寸。上述的电涡流检测系统一般都能达到较高的精度,但是大部分的系统仅能在实验室中运用。因为电涡流传感器的安装有很高的精度要求,而生产系统的复杂性难以满足其精度要求。其次工厂生产中存在诸多电磁干扰,会影响检测的结果。
在近些年,有很多学者进行了超声检测焊缝中缺陷的相关研究,文献[36]使用一组超声波换能器接收由焊接交界面反射的声波信号,将声波中的信息转化为焊接接头的轮廓图像并从中测量熔核直径。然而常规的超声检测对耦合剂、耦合条件、焊接表面质量要求严格,导致常规的超声检测无法广泛应用于工业生产。为此,文献[37]介绍了一种基于电磁超声技术的检测设备,能检测出焊缝中包括夹杂,气孔等缺陷。电磁超声换能器(Electromagnet‐ic Acoustic Transducer,EMAT)的声波激发原理,如图8所示。它具备所有的超声检测的优点,此外它还是一种非接触式检测技术,不需要耦合剂,能够穿透涂层[38]。在检测过程中,电磁超声不仅可以产生的各种各样的波形,而且能改变声波对工件辐射角度,适合表面缺陷的检测[35]。但是电磁超声检测技术也存在不足,在检测过程中,电磁线圈与工件之间的间隙不能太大,如果距离增大,会导致声波信号的幅值减少,影响检测的精度。
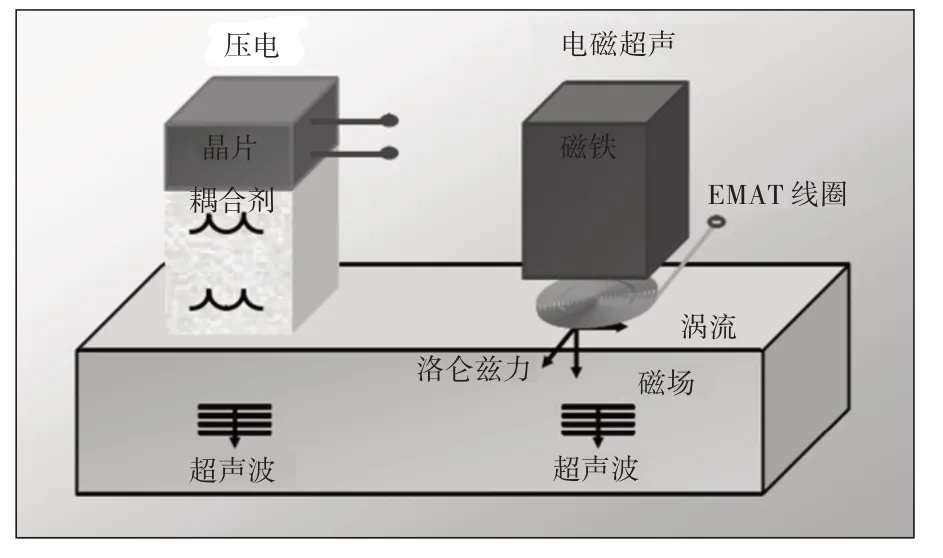
图8 电磁超声与压电超声的声波激发原理对比Fig.8 Comparison of Acoustic Excitation Principle between Electromagnetic Ultrasonic and Piezoelectric Ultrasonic
为了克服电磁超声检测的不足,文献[39]研制了用于焊缝缺陷检测的高频激光超声检测系统,它也是一种非接触式无损检测技术,利用激光辐照工件表面,在工件内部激发超声波进行裂纹检测。激发的声波具备频域宽、分辨率高、可非接触激发与接收的特点,实验结果表明该系统能有效的分析出工件表面及内部缺陷的位置,检测分辨率可达到0.01mm,检测缺陷位置误差在2%以下。然而传统的激光超声技术采用激光干涉仪接收激光超声波信号,但是激光干涉仪内部结构复杂,对检测环境稳定性要求较高,限制了激光超声的广泛应用。因此文献[40]提出了激光超声与电磁超声结合的方法对金属表面缺陷进行无损检测,实验结果显示采用激光超声与电磁超声相结合的方法可以有效的提高检测精度,提高激光超声检测技术的实用性。但是该方法仍然受限于电磁超声的不足,所以应用超声技术检测金属表面及内部缺陷仍存在一些问题,需要学者们开展进一步的研究。
6 技术发展趋势
这里针对电阻焊质量评估技术展开了综述和分析,根据评估方法的特点将其分析三类,各类方法的优势及其面临的挑战,如表1所示。
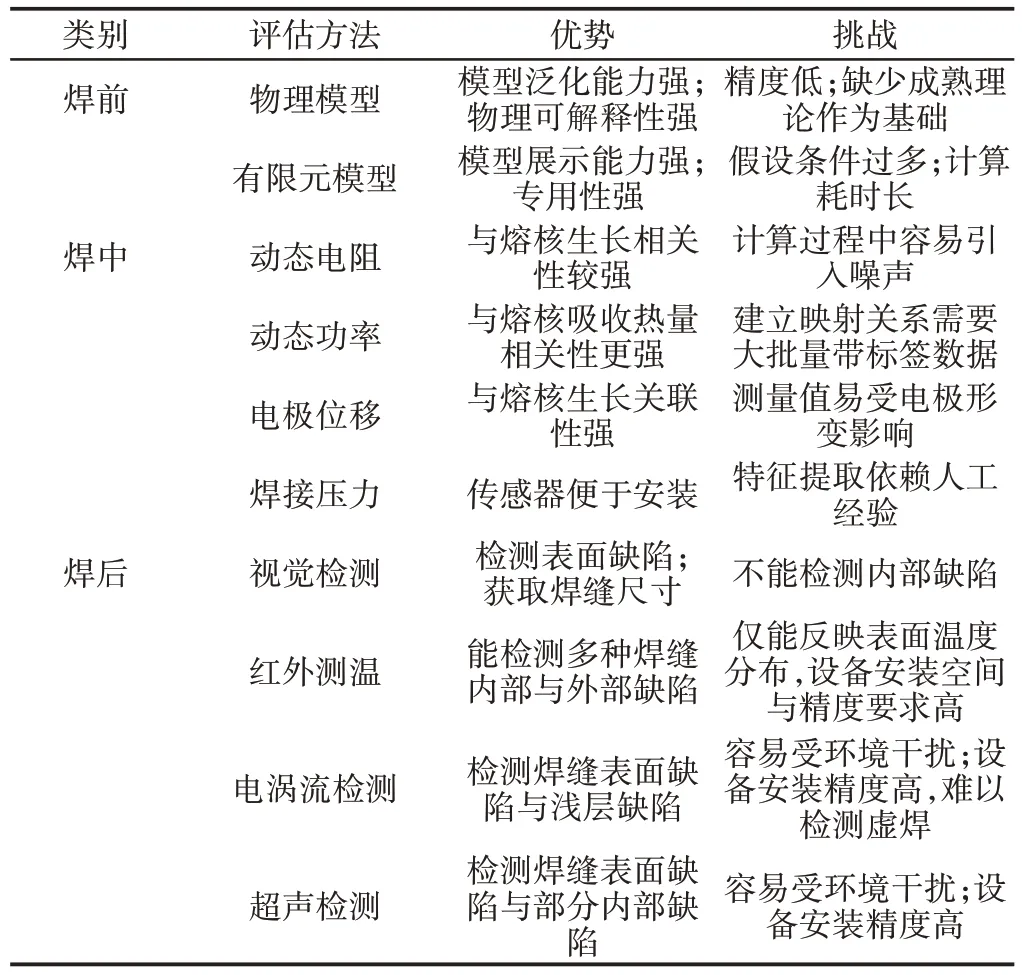
表1 评估技术对比Tab.1 Comparison of Evaluation Method
焊接质量取决于焊接材料、焊接工艺、焊机状态以及工况环境等多种因素。由于焊接过程的复杂性,依靠单一的检测技术及模型预测,往往难以得到可靠的结果。综合采用几种检测技术,检测系统将会比较复杂,可靠性反而有可能会明显降低,检查结果未必可靠,甚至会更差。常规焊机系统提供的焊接温度、电流、电压等关键信号,受检测技术和环境干扰等影响,有时候并不是很准确、可靠。因此,根据具体的应用要求和工况条件等,综合分析比较多种检测技术,并从中优化选择出合适的检测方案则显得至关重要。在此基础上,将检测结果数据和焊接材料、工艺、焊机状态等大数据分析与人工智能分析算法,人工操作与维护经验规则自主学习优化等几个方面有机的结合起来,有可能取得焊接质量在线检测与自动判定、焊机无人值守等方面的技术突破。
猜你喜欢
建材发展导向(2021年6期)2021-06-09
中学生数理化·中考版(2020年10期)2020-11-27
中学生数理化(高中版.高二数学)(2020年2期)2020-04-21
金属加工(热加工)(2020年12期)2020-02-06
商品与质量(2019年42期)2020-01-17
中学生数理化·中考版(2018年11期)2019-01-31
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年3期)2017-06-23
制造业自动化(2017年2期)2017-03-20
通信电源技术(2016年5期)2016-03-22