原子吸收分光光度计测量乳制品铅含量的影响因素研究
2023-02-26 07:43陈柏锡于苗苗付桂萍管凯莉李志广
食品安全导刊 2023年4期
陈柏锡,于苗苗,付桂萍,管凯莉,李志广
(青岛新希望琴牌乳业有限公司,山东青岛 266000)
铅能使儿童发育迟缓,对其智力造成影响。血管和造血系统被铅侵害后,会发生病变[1]。乳制品中铅的检测多使用原子吸收分光光度计配合石墨炉原子化器进行,石墨炉原子吸收光谱法具有进样量少、原子化效率高、检出限低的优势[2]。但操作时若前处理消解不良或者仪器关键参数设置不当等,则会出现干扰信号较高、重复性偏低的情况。本实验分别研究了前处理中硝酸的添加量以及基改剂浓度、灰化温度和原子化温度4 个因素对实验结果的影响,最终得到适合当前实验室的前处理步骤及仪器参数。
1 材料与方法
1.1 材料与试剂
本实验用到的材料与试剂如表1 所示。

表1 材料与试剂
1.2 仪器与设备
本实验用到仪器与设备如表2 所示。
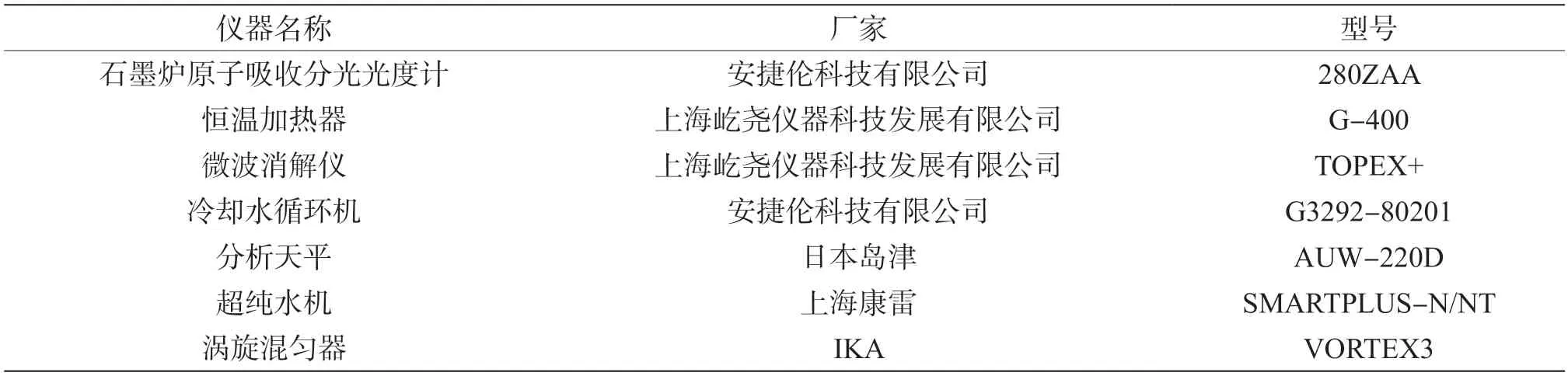
表2 仪器与设备
1.3 实验方法
本次实验参照《食品安全国家标准 食品中铅的测定》(GB 5009.12—2017)中的第一法 石墨炉原子吸收光谱法进行生牛乳中铅含量的测定。
称取阴性本底生牛乳1 g 至消解管中,加入1 mg·kg-1的 铅 标 准 溶 液50 μL 制 成 理 论 浓 度 为50 μ·kg-1的加标样。每个样品中添加3 mL 硝酸,混合均匀后再加入2 mL 双氧水,组装消解罐并使用微波消解仪进行程序消解。消解参数:在110 ℃、10 ATM 压力下消解3 min,随后升温升压至150 ℃,20 ATM 保持3 min,最后升温至180 ℃,30 ATM 保持10 min。消解完成后冷却,用超纯水润洗消解罐盖子上残留液体后转移至消解管内后放置于赶酸仪器中进行赶酸。赶酸仪设置温度为150 ℃,赶酸至管内残留体积约为0.5 mL 时停止赶酸。转移消解液于10 mL 比色管中,润洗消解管内残留消解液,使用超纯水定容至10 mL,摇匀后上机检测。
基改剂选用0.5%磷酸二氢铵,原子吸收载气调整至0.2 ~0.3 MPa。设置元素灯电流为4.0 mA,干燥温度为100 ℃,灰化温度为600 ℃,原子化温度为2 000 ℃[3]。石墨炉程序升温很难避免待分析物和基体同时原子化,因此有效的背景校正是必要的[3],本次实验开启扣背景测量模式。
2 结果与分析
2.1 不同硝酸体积对实验结果的影响
硝酸是一种具有强氧化性的强酸,是重要的硝化试剂,随着温度和浓度的增加,硝酸的氧化能力增强。被测金属被硝酸氧化后变为硝酸盐,其溶解度增大,利于后续测定。前处理时,分别添加1 ~5 mL 硝酸,其余实验步骤和仪器条件按1.3 项实验流程进行。其实验结果见表3。

表3 不同硝酸体积对加标样品回收率的影响
随着前处理硝酸体积的增加,样品的吸光度和回收率呈增大趋势。硝酸体积≥3 mL 时,回收率和吸光度基本稳定,但过多的酸会导致外来引入污染的可能性增加以及赶酸时间的延长;硝酸体积<3 mL时,样品的消解效果较差,导致回收率不符合要求,因此综合考虑后,建议选取3 mL 或4 mL 硝酸用于实验前处理。
2.2 不同浓度基体改进剂对实验结果的影响
实际检测过程中为了增加待测样品溶液基体的挥发性,或者为了提高待测元素的稳定性,会向样品中加入一些试剂用以提高样品耐受的灰化温度。特别是当基体成分复杂时,加入基体改进剂能够更好地去除复杂基体造成的干扰,提高灵敏度和准确度[4]。本实验研究0 ~1.0 g/100 mL 的磷酸二氢铵溶液作为基体改进剂时对实验结果的影响,实验步骤和仪器条件按1.3 实验流程进行,实验结果如表4 所示。

表4 不同基改剂浓度对加标样品回收率的影响
当基改剂浓度超过0.2 g/100 mL 时,加标样品的吸光度不再发生明显变化,而使用纯水作为基改剂时,通过工作站配制的石墨炉观察窗可以发现在灰化过程中,样品有轻微的迸溅显现,这有可能是由于未加基改剂导致样品回收率偏低且重复性不好。常规检验中,选取0.2 g/100 mL 及以上的磷酸二氢铵溶液作为基改剂可以实现较好的吸光度及回收率。
2.3 不同灰化温度对实验结果的影响
灰化阶段处于干燥阶段和原子化阶段之间,其作用是除去样品基体中的干扰组分。如果灰化温度过低,会导致基体中干扰组分清除效果不好,导致样品检测结果重复性差,影响检测结果;而灰化温度过高又会导致待测样品迸溅,造成样品损失,同样会对检测结果造成影响,所以选取合适的灰化温度是至关重要的。本实验选取灰化温度为500 ~700 ℃进行实验,其实验步骤和仪器条件按1.3 实验流程进行,实验结果如表5 所示。

表5 不同灰化温度对加标样品回收率的影响
当灰化温度为500 ℃时,本底样品和加标样品的吸光度水平较低,且回收率仅有60%左右。随着温度的升高,样品整体的吸光度和回收率均出现明显的上升,在灰化温度为600 ℃时回收率稳定,600 ℃以上时,回收率和吸光度出现一定的波动,故选取600 ℃作为实验的灰化温度。
2.4 不同原子化温度对实验结果的影响
原子化阶段是整个实验最关键的步骤,石墨炉内原子化的效果将直接影响最终的检测结果。本次实验选取1 800 ~2 200 ℃进行实验,其实验步骤和仪器条件按1.3 实验流程进行,实验结果如表6 所示。

表6 不同原子化温度对加标样品回收率的影响
在原子化温度低于2 100 ℃时,加标样品的吸光度和回收率随着原子化温度的升高而逐渐提升,并于2 100 ℃时达到最高。继续升高温度,加标样品的回收率和吸光度开始降低。所以2 100 ℃是较为合适的原子化温度。
3 结论
石墨炉原子吸收分光光度计检测的吸光度及回收率受多方面因素的影响。当硝酸体积为3 mL 及以上时样品回收率和吸光度趋于稳定;使用0.2 g/100 mL的磷酸二氢铵作为基改剂可以满足实验要求,但基改剂浓度过低会导致样品在加热阶段在石墨炉内迸溅,导致回收率和吸光度大幅降低;灰化温度和原子化温度是实验的关键,当灰化温度高于600 ℃、原子化温度高于2 100 ℃以后,样品的回收率、吸光度均有明显的下降。王凤娇等[5]对大米中铅进行检测,发现灰化温度和原子化温度达到特定温度后,吸光度开始下降,与本实验结论基本相符。综上,使用原子吸收分光光度计石墨炉法检测铅含量时,可以通过本研究的几个方面去摸索和调整前处理的方法和设备参数,以达到较好的实验效果。
猜你喜欢
云南化工(2021年7期)2021-12-21
天津行政学院学报(2019年4期)2019-10-08
中国资源综合利用(2017年2期)2018-01-22
电镀与环保(2017年2期)2017-05-17
中外书摘(2017年2期)2017-02-10
湖南有色金属(2016年3期)2016-05-18
中国资源综合利用(2016年6期)2016-01-22
分析测试学报(2015年7期)2016-01-13
江西理工大学学报(2015年3期)2015-12-22
社会科学研究(2014年4期)2014-08-16