
基于重用的相似曲面零件快速数控加工
2023-02-21 01:55郑成凯王洪申
机械设计与制造工程 2023年1期
郑成凯,王洪申
(兰州理工大学机电工程学院,甘肃 兰州 730050)
随着现代科技的快速发展,产品中含有自由曲面的零件逐渐增多。目前自由曲面类零件主要通过数控机床实现生产加工[1]。因为自由曲面的多样化、复杂化,所以其在数控加工过程中往往会出现加工精度不足、加工效率低下等问题[2],而且在实际加工自由曲面零件的过程中,不仅需要加工人员拥有一定的理论基础,还需要其拥有丰富的实际加工经验,加工过程需要耗费大量时间和精力。本文通过对已有的加工自由曲面的成功案例进行分析,借鉴其加工参数与加工策略,根据待加工零件的加工要求,制定出新的待加工曲面的加工规划,将规划参数输入UG(Unigraphics NX)软件生成新的自由曲面的数控加工刀具轨迹,从而提高加工效率,降低加工成本。
1 基于相似自由曲面零件的加工信息重用
自由曲面零件的形状复杂多样,对于初涉加工领域的新手来说,要想按照加工要求,一次性完整地加工出合格的零件难度较大。本文提出相似自由曲面数控信息规划重用的方法,通过分析已有的自由曲面数控加工成功案例,借鉴其成功的加工经验,重用到待加工零件中,实现待加工零件的数控信息规划[3-4]。
主要思路为:首先根据待加工零件的几何形状从数据库中找到与之相似的加工实例,提取已知成功加工自由曲面零件的加工信息,得到其仿真加工时的数控规划;然后将加工规划信息分为加工策略、加工参数两个层次进行借鉴,根据加工要求的异同,修改部分加工参数后重用到待加工零件的加工规划中,通过计算与实验验证重用的效果,完成待加工零件的加工规划。具体步骤如图1所示。
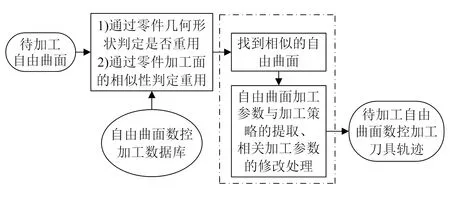
图1 自由曲面数控加工规划信息重用简图
1.1 已知自由曲面零件加工信息提取
利用UG软件对零件进行仿真加工后,会生成一个包含标准APT(the advanced packaging tool,高级包装工具)命令的文本文件,即CLSF(cutter location source file,刀具位置源文件),该文件主要用于供第三方在后置处理程序中使用,可以最直观地体现零件的加工信息[5-6]。同时由于现今机床的种类繁多,数控系统也大不相同,UG软件生成的CLSF需要通过专用的后置处理器转化为可以被机床识别的NC(numerical control)代码,然后进行数控机床加工。本文通过加工实例的CLSF获取已知自由曲面零件的加工信息,并从中提取参数。
通过对UG软件数控加工的参数进行分析,找到影响数控加工轨迹以及加工要求的参数,并进行提取。提取的自由曲面零件数控加工信息见表1。由于自由曲面的数控加工通常使用球头刀,因此本文直接选用球头铣刀作为刀具类型。

表1 已知自由曲面零件数控加工信息提取
1.2 待加工相似自由曲面加工信息重用
本文在已知待加工自由曲面与已知自由曲面相似的前提下,分两个层次进行加工信息借鉴:加工策略、加工参数。在实际应用时,应首先根据待加工零件的加工要求,选择是否修改部分加工参数,然后重用加工策略,最后通过实验验证重用效果。重用的数控加工信息见表2。
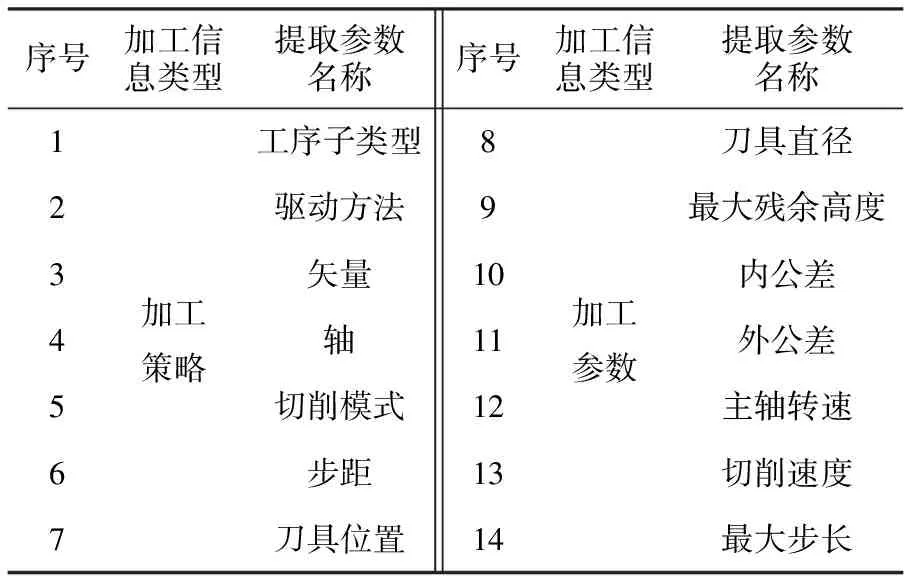
表2 重用的数控加工信息
2 仿真验证
基于VS2012(Visual Studio 2012)软件平台对UG10.0进行二次开发,通过加工信息的统一输入,对本文提出的相似曲面零件数控信息重用方法进行验证。实验的两相似曲面零件如图2所示,其中已知曲面零件与待加工曲面零件仅部分节点坐标不同。

图2 两相似零件三维模型
已知曲面零件与待加工曲面零件的不同点主要为两曲面局部曲率半径不同,根据步长计算公式(式(1))与行距计算公式(式(2))可得:局部曲率半径不同时,行距Lw、步长Ls也不相同。
(1)
(2)
式中:h为残高;ε为误差;ρ为局部曲率。
因为已知曲面与待加工曲面的相似性,曲面不会发生太大变化,直接重用刀具半径对局部曲率的影响可以忽略不计,故本文直接重用刀具半径参数。在实际加工时,加工精度是数控加工首要考虑条件,是描述产品是否合格的重要因素,因此代表加工精度的参数,即公差和残高通常是已知条件[7-8]。因此,本文根据待加工零件的加工要求(公差与残高),分两种情况进行讨论,验证重用方法的正确性。
2.1 验证方案
验证一:两相似曲面零件加工要求相同。
验证条件:已知曲面公差为0.03 mm、残高为0.1 mm;待加工曲面公差为0.03 mm、残高为0.1 mm。
当两个相似零件的加工要求(公差和残余高度)相同时,可以分两个层次进行重用:加工策略、加工参数。重用后两相似曲面数控信息对比见表3。
根据已知零件的CLSF与式(1)、(2)计算得到:行距为0.693 7 mm、步长为0.416 9 mm。重用数控信息后,根据待加工零件的CLSF与式(1)、(2)计算得到:行距为0.934 1 mm、步长为1.381 6 mm。根据两相似曲面的行距、步长信息以及表3数据可得,局部曲率的变化只会影响行距与步长,重用后仍然满足待加工零件的加工要求,证明两相似曲面加工要求一致时的重用策略是正确的。

表3 两相似曲面加工要求相同时数控信息对比
验证二:两相似曲面零件加工要求不同。
验证条件:已知曲面公差为0.03 mm、残高为0.1 mm;待加工曲面公差为0.05 mm、残高为0.5 mm。
当两个相似零件的加工要求(公差和残余高度)不同时,也可以分两个层次进行重用:加工策略、加工参数。由于此时待加工零件的加工要求不同于已知零件,因此需要修改待加工零件的公差与残余高度的值,然后进行重用。重用后两相似曲面数控信息对比情况见表4。

表4 两相似曲面加工要求不同时数控信息对比
其中根据已知零件的CLSF与式(1)、(2)计算得到:行距为0.693 7 mm、步长为0.416 9 mm。重用数控信息后,根据待加工零件的CLSF与式(1)、(2)计算得到:行距为1.371 5 mm、步长为1.593 1 mm。根据计算得到的行距、步长数据以及表4可得,两相似曲面零件的局部曲率仅影响步长与行距,待加工零件仍满足加工要求,证明两相似曲面加工要求不同时的重用策略是正确的。
2.2 UG软件仿真分析
本文设计了一种快速数控加工系统,将需要重用的数控加工信息统一整理到一个界面,加工时只需要输入相关参数,点击确定按钮就可创建刀具以及对应加工操作,极大简化了UG软件的仿真加工,提高了加工效率。具体开发流程如下:
步骤1,在UG安装目录新建二次开发文件夹,文件夹可以任意命名,但必须是英文,在此文件夹下新建application、startup两个文件夹,分别用于存放编程文件(.dll)、UI界面文件(.dlx)与菜单脚本文件。
步骤2,通过VS2012软件平台中的NX Open Wizard开发向导,自动完成NX二次开发程序编写环境配置。打开VS2012软件,新建项目,选择NX Open Wizard,输入文件名称,弹出对话框,点击完成即可进入编程页面。
步骤3,新建NXOpenCode作为代码文件夹,存放UI界面文件与相应代码文件,使用UG软件的块UI样式编辑器,编写自己需要的UI界面。将保存UI界面时生成的头文件与代码文件,复制到二次开发文件目录下的Debug文件夹中,其中.cpp的文件作为本文二次开发系统的编译框架。
步骤4,在apply_cb()下编写代码,编写前首先要注意使用UF_initialize()进行初始化,以获得许可权限,编写完成后,使用UF_terminate()来释放权限。
步骤5,编译通过后将UG生成的.dll界面代码文件与.dlx UI界面文件复制到application文件夹下,并将代码文件名挂载在菜单脚本文件上,启动UG软件即可成功运行。
其中二次开发系统UI界面如图3所示。
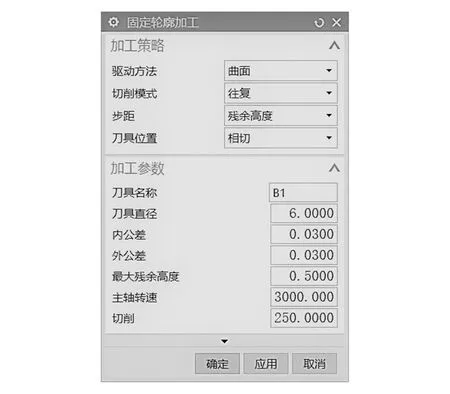
图3 二次开发系统UI界面
将重用的加工信息输入到二次开发界面中,点击确定后,生成加工工序,选择要加工的自由曲面进行加工即可。
2.3 相似曲面重用策略的合理性评价
一般情况下,在实际加工曲面零件时,都是基于自身加工经验反复实验后,才能得到最终的数控加工信息规划;而本文提出的相似曲面重用数控信息方法,通过实验验证,证明了本文数控加工信息重用方法的合理性。虽然相似自由曲面的数控加工规划方法,是基于成功的加工案例和加工经验,但理论上该方法只是较优解并不一定是最优解。根据实际情况可以将数控加工信息重用分为2种情况。
第1种情况:当待加工零件加工曲面要求较低时,可以直接采用本文提出的数控信息重用方法,生成刀具轨迹,优点是操作简单、人工成本低;
第2种情况:当待加工零件加工曲面要求较高时,可以通过比较重用数控加工信息方法和人为经验规划方法后,找到其中的最优加工方法,以尽量降低加工误差和生产成本,最大化满足实际加工需要。
选用图4所示的数控铣床XKA714对待加工零件进行加工,结合本文提出的相似曲面零件数控重用方法对上述两种不同情况进行实验验证,加工结果如图5所示,其中1号与2号进行效果对比,3号与4号进行效果对比。

图4 数控铣床XKA714

图5 实际加工验证
1号与3号为人为经验规划方法产生的加工效果,2号与4号为重用相似曲面数控信息后产生的加工效果。2号与4号零件的加工参数除公差与残高外,均采用表4中待加工零件的数据。同时,为了区分人为经验规划方法与本文提出的重用相似曲面数控信息方法,1号和3号选择切削模式为单向,其余数控信息分别与2号和4号相同,4组实验对比情况见表5。

表5 实际加工实验数据对比
根据实际加工效果以及表5的数据可以得出:当加工要求较低时,1号与2号满足加工要求,加工效果无明显差异,但2号加工时间短、加工效率高;当加工要求较高时,3号与4号满足加工要求,加工效果无明显差异,但4号加工时间短,加工效率高于3号,因此本文提出的相似曲面数控信息重用方法为其中的最优加工方案。
3 结束语
本文提出通过借鉴已有的相似曲面数控加工成功案例,生成新的自由曲面加工规划的方法,并以UG软件为工具,设计了一种快速加工系统,同时利用实际机床加工验证了相似曲面重用方法的正确性与可行性。本文的重用借鉴思路,可以扩展到UG软件其他加工子类型以及相应的自由曲面零件上,如深度轮廓加工、可变轮廓加工、叶片精加工等。自由曲面数控加工规划难度大,对技术人员的领域知识、加工经验要求都比较高,如运用本文提出的方法可以大幅降低规划难度,通过借鉴成功的加工案例中的经验,在满足加工精度的同时,还能提高产品的加工效率。
猜你喜欢
新农民(2021年15期)2021-09-16
甘肃科技(2020年20期)2020-04-13
模具制造(2019年3期)2019-06-06
西藏农业科技(2018年4期)2018-04-25
制造技术与机床(2017年11期)2017-12-18
综合智慧能源(2017年10期)2017-01-18
综合智慧能源(2016年1期)2016-02-03
安徽农业科学(2015年33期)2015-03-19
湖南农业科学(2014年20期)2014-02-27
华北水利水电大学学报(自然科学版)(2014年1期)2014-02-27
