
集成电路锁相环在特种加工专机自适应控制电路中的应用
2023-02-19 12:24沈斌
数字技术与应用 2023年1期
沈斌
1.苏州高等职业技术学校;2.江苏联合职业技术学院苏州分院
集成锁相环技术(PLL)广泛运用于广播通讯、自动电子控制、电子检测等场合。本设计介绍了该项技术通过频率锁定、自适应控制在压电式频率自动跟踪超声波抛光机以及金刚石砂轮电火花成型修整机床自适应控制电路中的应用。在提高工作频率稳定性,以及减少电路误动作方面效果显著。
锁相环简称PLL,是广泛应用于广播通讯、自动电子控制、电子检测等场合的一种功能部件。它由3 个基本部件组成:相位比较器、电压控制振荡器、低通滤波器。是一个自动相位控制系统,也是一种负反馈系统[1]。该系统的传递函数H(S)可用下列方程描述:
公式中:K0为压控振荡器的转换增益,KP为相位比较器的增益,F(S)为低通滤波器的传递函数。其主要特性由K0和KP决定,而F(S)则取决于外部电路特性。下面介绍两个应用实例。
1 锁相环在压电式频率自动跟踪超声波抛光机的应用
超声波抛光机在对各种模具等材料进行抛光加工时,随着负载加工条件的不断变化,其谐振频率也随之改变,必须不断调整超声波发生器的最佳工作频率,才能获得良好的加工效果。
国内超声发生器的频率跟踪形式均为自激振荡式,其反馈方式有声反馈和电反馈[2-4]。声反馈是在换能器上粘一块压电片来获取振动信号,电反馈是从发生器末级取出反馈信号。信号经移相后反馈输入放大器形成自激振荡。其框图如图1 所示。该方案的缺点是:不易起振,性能不稳,跟踪范围窄。国外(如日本)已有的锁相式频率自动跟踪,其框图如图2 所示。

图1 自激振荡式超声波发生器框图Fig.1 Block diagram of self-excited oscillation ultrasonic generator
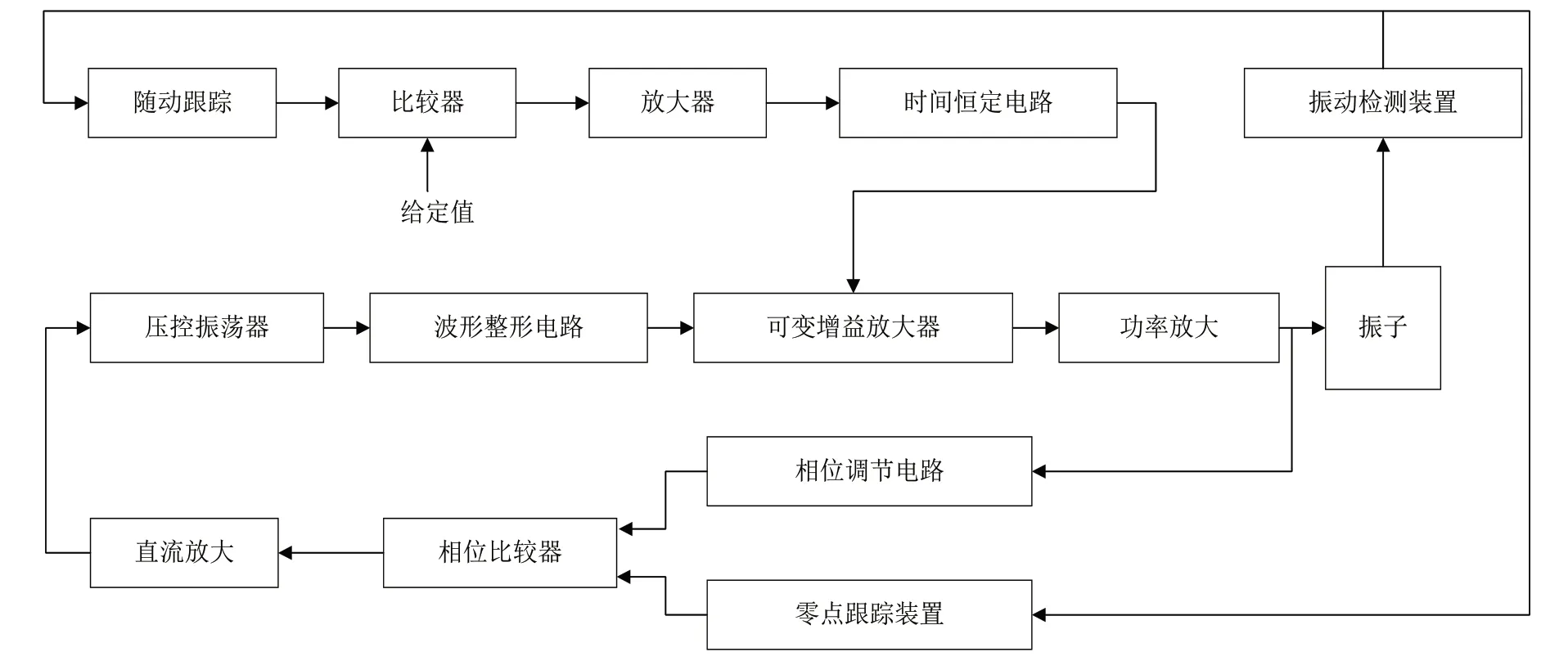
图2 (日本)锁相式频率跟踪超声波发生器框图Fig.2 (Japan)Block diagram of phase locked frequency tracking ultrasonic generator
本设计采用新型的超声波频率跟踪线路,能在不同的加工条件下起振可靠,工作稳定,跟踪范围宽(几KHZ),具有良好的工作效率。其框图如图3 所示。
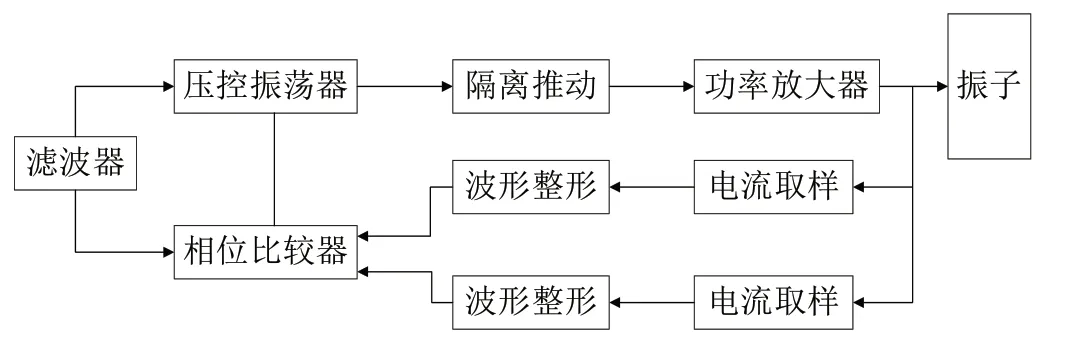
图3 (本设计)频率跟踪超声波发生器框图Fig.3 (This design)Block diagram of frequency tracking ultrasonic generator
因本设计的超声波发生器选用压电振子方式。由该振子的阻抗一频率特性曲线可知:在小于谐振频率处其电抗呈容性,在大于谐振频率处其电抗呈感性,振子上电压电流的相位是随频率变化的[5]。
电路的基本原理是:用电反馈的方式,取得工作时电流电压的相位差信号,转换为对应的直流电压去调节压控振荡源的自由振荡频率,经隔离、放大后推动振子始终工作在谐振状态[6]。
与已有技术不同:取样信号不是通过胶在振子上的振动检测器来获得,而是在末级功放级用简单的分压分流电阻取回的。表证工作状况的反馈信号经带通滤波器、波形整形电路得到两个矩形波,再送入相位比较电路,输出相对应的直流电压来调节压控振荡器初设的中心振荡频率,使振荡源提供的波形频率适应随机变化的振子固有谐振频率的需要。振荡源产生的矩形波经隔离、电流放大、功率放大成为振子的驱动源[7-9]。
带通滤波器用来滤去高次谐波,滤波器可用集成运放来实现。
波形整形电路可以用CMOS 的多电压比较器或CMOS与非门,也可以用集成运放构成的触发器。
相位比较器采用边沿控制的数字存储网络,由一系列R-S 触发器和控制门构成,如图4 所示:电路用脉冲上跳边触发,输出端用“三态”结构,这样电路一旦入锁,输出处于高阻状态,以便保持最小的功耗[10]。并对输入波无严格要求。由数字电路的功能可得:
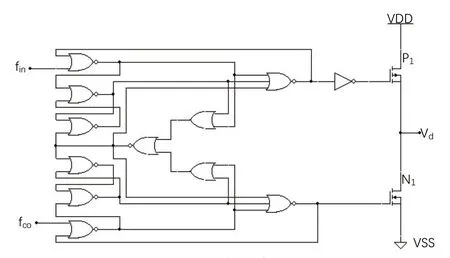
图4 相位比较器电路图Fig.4 Circuit diagram of phase comparator
当fin和fCO同时上跳或同时下跳,即fin和fCO同相位时,P1、N1场截止,Vd=0。
当fin相位超前fCO时,P1管导通N1管截止,Vd输出高电平,直至fCO上跳P1才截止,恢复高阻状态。
当fin相位滞后fCO时,N1管导通Vd输出高电平,直至fin上跳来时再度截止。检相器的工作波形如图5 所示。

图5 相位比较器工作波形图Fig.5 Working waveform diagram of phase comparator
压控振荡器VCO为电流控制型振荡器,电流源电流IO受相位比较器输出电压(经滤波后)的控制。由于VCO线性良好,输出阻抗高,外部控制灵活,只需适当地选择参数,就可以方便地确定FO和频率锁定范围。
由于压控振荡器的输入阻抗高,故介于检相器和压控振荡器之间的低通滤波器很简单,用R-C 滞后型无源滤波即可。滤波器的参数选择可以改变电路的锁定范围和转换速率。
根据振子特性及检相器的功能,现把电流信号作为fin,电压信号作为fCO。当加工时负载发生变化,引起振子固有谐振频率的变化,若此时驱动源的频率低于振子的谐振频率,则振子呈容性,电流相位超前电压,检相器输出高电平,经滤波后控制电压升高,使压控振荡器的输出频率升高,接近振子的谐振频率。
同样,当驱动源的频率高于振子的谐振频率,电路也能使驱动源的频率靠近振子的谐振频率,达到了频率自动跟踪。
本设计与已有技术的区别:驱动源采用矩形波,输入检相器的两个反馈信号的相位差不必调节为90°。
本设计的最佳实施方法是:将检相器、压控振荡器、滤波器等用一个CMOS 锁相环4046 代替。其显著优点是元件集成度高,体积小,工作稳定可靠,性价比高,整个电路十分简洁。锁相环4046 频率跟踪范围为28-30kHz。
设计制造中须注意振子和发生器的阻抗匹配,以达到高效率地工作。
2 锁相环在金刚石砂轮电火花成型修整机床自适应控制电路中的应用
金刚石砂轮电火花成型修整技术,来源于1982 年治金部、一机部联合攻关项目“硬质合金轧辊电解磨削的成套技术”的科研成果,是国内钢铁行业高速线材厂45度线材轧机的关键配套设备。
金刚石砂轮电火花成型修整机床在建材行业、汽车玻璃磨边,特别在新兴的陶瓷材料的磨削加工中,得到了广泛应用[11-14]。
金刚石砂轮电火花成型修整机床的基本原理是:将金属结合剂金刚石砂轮,放在绝缘工作液中,通过电火花放电蚀除加工来获得各种规则或不规则型状,以满足对硬质合金、陶瓷、玻璃等复杂型面的磨削加工。
该机床的砂轮架装有三相异步电机,通过齿轮变速至砂轮主轴(即石墨轮电极主轴),转速降为恒速10 转/分。石墨轮电极与主轴之间是绝缘的。石墨轮选用电火花加工专用的高纯高密石墨。
头架部分由反应式步进电机通过蜗轮蜗杆变速带动头架主轴(工件主轴)转动,主轴的转速根据电火花放电加工的情况在0.008-0.5 转/分范围内自动调节。头架顶尖与主轴、尾架顶尖与套筒之间均须绝缘。
即待修整工件和石墨电极两者与机床床身均是绝缘的,也称双绝缘。
金刚石砂轮电火花成型修整机床的脉冲电源由低压主振级、低压功率放大级;高频叠加振荡器、高压叠加功放级组成。脉冲宽度、脉冲间隔八档可调;电源规格分30A、50A 由用户选择。
金刚石砂轮电火花成型修整机床的自适应控制是指工件主轴转动的自动调节。工件主轴的自动调节电机步进电机。它的步距角为0.36/0.72,电压24V,相电流为3A,保持转矩22KG.CM。工件主轴的转速控制范围在0.008-0.5 转/分。控制系统由取样电路,光电隔离,数模转换,环形分配器,功放电路,步进电机组成。控制系统的方框图如图6 所示。

图6 工件轴自适应控制系统框图Fig.6 Block diagram of adaptive control system for workpiece axis
其工作原理为:从放电间隙处通过电容、电阻分压取样,经过两只GO103 光电隔离,信号进入由5G1555时基电路组成的模一数转换器,将电压的变化值转为变化的频率进入由CD4013 双D 触发器构成的环形分配器,经功率放大,驱动步进电机,带动工件轴运转。当石墨轮电极正常进给,放电间隙处的动态状况会呈现在电控柜操作面板的电压表、电流表上,根据不同工件的修整要求,间隙加工电压在50V 左右摆动,高效的正常工作。若加工中遇到工件上的大颗粒时,工件轴会停止转动,间隙电压自动停在低电压状态,将大颗粒烧尽,再恢复正常转动。
自适应控制电路中关键部分:数模转换电路。
在十几年的使用实践中发现自动控制电路的光电隔离和模数转换电路经常误动作:当工件配方中含有较大颗粒时,石墨电极与工件亲密接触,烧伤工件,电极撞坏,严重时导致主回路脉冲电源的大功率管损坏。因此决定改进设计。
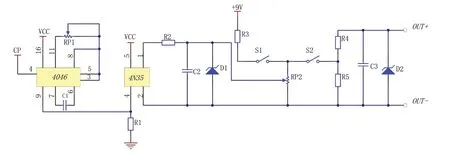
图7 选用锁相环4046 设计的数模转换电路Fig.7 Digital to analog conversion circuit designed by phase locked loop 4046
新设计的自适应控制系统,用光电耦合器4N35 代替2 只GO103;用锁相环CD4046 代替555 时基电路,新设计的自适应控制系统,在几十台金刚石砂轮电火花成型修整机床的应用,效果显著。选用锁相环4046 设计的数模转换电路如图7 所示。
引用
[1] 陈桂生.超声波换能器设计[M].北京:海洋出版社,1988.
[2] 张艺鑫.基于35K换能器的超声发生器匹配模块研究[D].太原:中北大学,2020.
[3] 张立新,王庆艳.微细电火花加工用脉冲电源的研究[J].吉林工程技术师范学院学报,2006(3):10-12.
[4] 黄海清,刘伟,曾令燎,等.微细电火花加工可控式RC脉冲电源研究[J].电加工与模具,2013(2):12-15
[5] 薛二强.在机超声测厚系统中的关键问题研究[D].成都:电子科技大学,2021.
[6] 刘广民,吉方,戴晓静,等.基于ARM和CPLD平台的微细电加工电源脉冲控制技术[J].机械与电子,2013(9):24-27.
[7] 梁劲斐,于兆勤,郭钟宁.基于FPGA的纳秒级微细电解加工脉冲电源的研制[J].机电工程技术,2013(9):87-90.
[8] 孙术发,狄士春,韦东波,等.基于非共振固有振荡的微细电火花加工脉冲电源的研究[J].电加工与模具,2012(3):14-16+26.
[9] 张敏,王洋,吉方,等.防电解智能微细电火花脉冲电源设计[J].制造技术与机床,2011(4):47-51.
[10] CIMT 2011特种加工机床评述专家组.第十二届中国国际机床展览会特种加工机床评述[J].电加工与模具,2011(3):1-8.
[11] 崔晶,李勇,熊英.微细电火花加工多模式脉冲电源的研究[J].电加工与模具,2009(3):19-22.
[12] 张勇,赵航,王振龙,等.高频窄脉宽微细电火花加工用微能脉冲电源的研究[J].制造技术与机床,2007(10):19-22.
[13] 韩福柱,陈丽,周晓光,等.微细电火花加工用脉冲电源技术的基础研究[J].电加工与模具,2005(6):9-11+33.
[14] 李文卓,颜国正,蔡彬,等.RC脉冲电源维持电压问题的研究[J].电加工与模具,2005(4):10-13.
猜你喜欢
中学生数理化·自主招生(2021年8期)2021-05-30
湖北农机化(2020年4期)2020-07-24
电子测试(2018年14期)2018-09-26
制造技术与机床(2018年9期)2018-09-19
数学物理学报(2018年1期)2018-03-26
电测与仪表(2017年24期)2017-12-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年4期)2017-06-22
电测与仪表(2016年18期)2016-04-11
电测与仪表(2015年9期)2015-04-09
