高速叶尖磨床综述
2023-02-16 10:11雷凯淞
中国设备工程 2023年3期
雷凯淞
(中国航空规划设计研究总院有限公司,北京 100120)
高速叶尖磨床是专为航空发动机叶尖磨削设计的,设备配有自动平衡装置、自动激光实时测量系统、自动去毛刺系统以及砂轮修整系统。适合磨削压气机叶片叶尖和涡轮叶片叶冠。
1 应用特点
高速叶尖磨床主要用于风扇转子、压气机转子、高/低压涡轮转子叶尖的组合磨削加工,模拟发动机工作转速状态进行叶尖磨削,同时,可以在叶尖磨削后进行平衡,有助于提高部件的平衡质量,从而做到提高、稳定整机性能和质量。
以某发动机风扇增压级转子为例,如图1所示,其叶片材料为Ti-6Al-4V MAS3004,转子直径Ф1009mm,加工精度0.1mm,叶尖跳动要求不大于0.04mm,表面粗糙度大于Ra0.8μm,叶片叶尖与轴线的夹角最大16°59′,公差均为±5′。由于风扇增压级组件的叶片榫头与榫槽之间存在间隙,要求加工转子叶片叶尖尺寸时,须保证增压级各级叶片榫头工作表面与增压级鼓筒贴合。因此,需采用高转速的高速叶尖磨床,提高转子加工时的转速,以便通过离心力的作用将转子叶片榫头工作表面与增压级鼓筒贴合,从而进行叶尖的磨削加工。
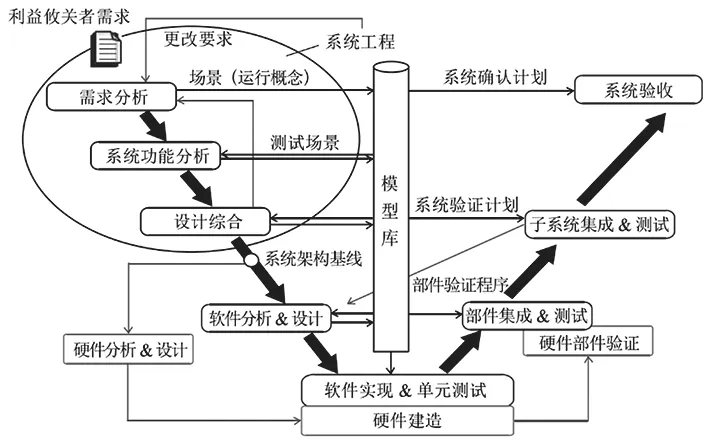
图1 发动机风扇增压级

表1 高速叶尖磨技术指标对比表
2 设备原理及组成
高速叶尖磨床的原理,是通过提高的工件转速模拟发动机工作状态,使叶片榫头与轮盘或鼓筒的榫槽紧密地贴合,进行磨削与在线测量,从而使得磨削后的叶片外径尺寸与工作状态保持一致。转子叶片高速磨削工艺是保障发动机工作性能的重要工艺方法。
高速叶尖磨床设备主要由床身、工件驱动装置、工件托架、去毛刺单元、修整装置、叶尖测量系统、机床防护罩、电气系统、空气系统、电气控制与数据采集系统、砂轮的自动平衡装置以及中央空气供应和监控系统等组成。

图2 高速叶尖磨示意图
(1)机床床身。由于采用铸铁,机床床身本身稳定性高,并且作为机床的基础,测量系统基座单元以及磨削和刷子附件置于同一机床床身上。所有接触面均经过精加工以及刮研。通过固定元件将床身固定在地基上。
(2)工件驱动装置。工件驱动装置位于机床床身上,主要包括有一个可调节交流伺服电机,用于通过一个平衡驱动轴驱动转子。这一装置用于加工过程中控制转子的速度及方向。工件旋转的速度及方向可在工件参数中设置。

图3 高速叶尖磨床身
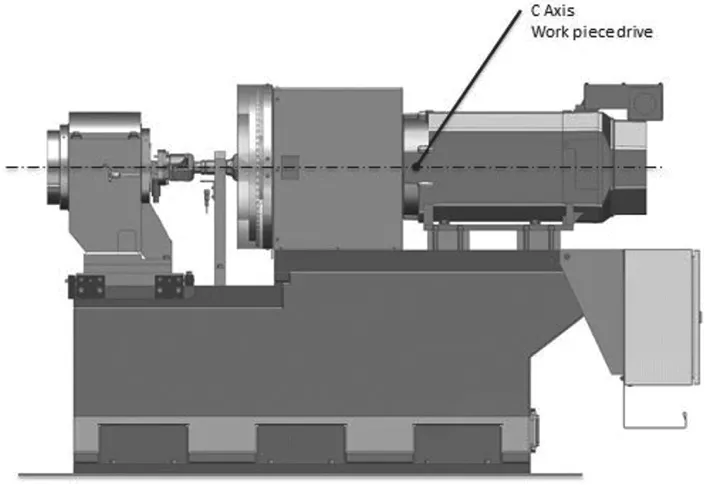
图4 工件驱动装置
(3)工件托架。重型前侧和后侧工件托架均安装在机床底座上。前侧工件托架为固定安装,而后侧托架可以沿着机床底座进行移动和定位,以便适用不同的转子型号。后侧托架的移动是通过滚轴丝杠实现的;在确定的位置上刚性夹紧后侧托架。
固定在前侧和后侧工件托架上的定位基准块用于工件托架的校准。由NC程序自动计算偏差数值。
(4)用于磨削支撑装置/防尘的横向轴和纵向轴。
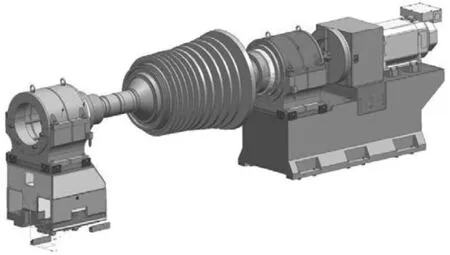
图5 工件托架
线性导轨和滚轴丝杠上配有多层防尘保护罩,确保这些元件能够无故障运行和拥有较长的使用寿命。

图6 首层伸缩式导轨防护罩覆盖导轨以及滚轴丝杠
(5)修整装置。机床包括有一个用于修整砂轮的修整装置。可以通过CNC控制系统进补偿修整数值。通过一个金刚石轮进行修整。这样可以进行几乎没有磨损的修整,特别是在干式磨削的时候。转子驱动侧还装有另外一个修整装置,用于修整曲面叶片的外型。

图7 修整装置
(6)电气设备。机床的控制系统为Siemens 840Dsl系统。开关柜符合VDE标准。电气柜在电缆槽内均配备有完整的绝缘材料,包括冷却单元。CNC控制、可以与电子AC伺服电机连接。
(7)叶尖测量系统。转子测量系统通过正切测量方式对叶尖进行测量。此测量系统可以用于在磨削速度下测量叶尖。可以测量转子上的每个叶片。每一层叶片的最大/最小以及平均半径值都将被测量出来。测量结果将会被储存在数据库中以备将来使用,或者可以以测量报告的形式打印出来。同时,也可以测量任意一个独立的叶片。测量系统配备有充足的防护装置,防止机械撞击以及灰尘。
(8)机床防护罩。吸音外罩带有空调系统,用于温度控制。机床外罩包括有维护门;维护门的状态电气锁紧,带有安全开关等装置。

图8 激光测微仪
机床外罩正好外绕整个机床,以保护操作人员受到高速旋转工件的伤害。机床或者整个系统的噪音等级不会超过75分贝。机床外罩在顶部带有一个上料舱门,可以使用天车系统上料转子。配备有用于装载以及卸载砂轮的附件装置。
(9)空气过滤装置。机床配备有一个粉尘抽排单元,用于收集在磨削和修整操作过程中产生的粉尘。
3 设备选型要点
高速叶尖磨床的主要性能指标包括工作台中心高、磨削直径、最大磨削长度、最大零件重量、砂轮线速度、工件转速、在线测量精度等。在进行设备选型时,需根据设计要求、工艺要求进行参数选择。
目前,国内没有生产高速叶尖磨床的厂家。国际上生产高速叶尖磨床的厂家有西班牙达诺巴特公司、德国锐锋公司等。本文对这两个厂家的高速叶尖磨床进行了调研,以磨削直径Φ1400mm的该设备为例,指标对比如下。
4 设备安装需求
进口高速叶尖磨床集成度较高,对土建、厂房环境和专业消耗的要求并不太高。
(1)土建。需做独立设备基础、隔振沟等。
(2)厂房环境。设备自带防护罩,并配备空调装置以保证温度在工作区域内,保证磨削工艺要求;设备自带抽风除尘装置,以清除磨削和修整操作过程中产生的粉尘。因此,该设备对厂房环境要求不高,一般安装在空调厂房即可。
(3)专业消耗。耗电量:约100kW~200kW;压缩空气:压力0.6~0.8MPa,管径约15mm;循环水:设备一般自带冷却循环系统,需定期加入循环水。
5 结语
采用高速叶尖磨床进行转子叶片叶尖的磨削,已经成为现役航空发动机装配和修理的重要工艺手段。如何选择合适的高速叶尖磨床,如何优化工艺、设定合理的磨削参数,是工程技术人员必须掌握的。未来,我国装备制造业也应朝着集成化、精密化、高效、高可靠性的方向快速发展,尽快打破国外技术垄断,为航空发动机的研发制造助力。
猜你喜欢
金刚石与磨料磨具工程(2021年3期)2021-12-06
哈尔滨轴承(2020年3期)2021-01-26
航空发动机(2020年3期)2020-07-24
装备制造技术(2019年12期)2019-12-25
燃气涡轮试验与研究(2019年5期)2019-12-01
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2019年3期)2019-02-27
创新作文(小学版)(2019年21期)2019-01-11
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年11期)2017-12-18