高铁智能化接触网腕臂柔性预配平台设计开发与应用研究
2023-02-16 10:09:48刘海斌朱兴华包剑波
中国设备工程 2023年3期
刘海斌,朱兴华,包剑波
(常州数控技术研究所,江苏 常州 213164)
随着我国高速铁路的迅速发展,优秀工程项目硕果累累,四电工程的施工规范、工艺标准和装备配套等也达到了前所未有的高度,高铁建造配套智能装备的设计开发也不断取得创新成果。常州数控技术研究所发挥其在数控技术和自动化发面的技术优势和产学研合作模式优势,联合中铁建电气化局集团轨道交通器材有限公司,于2021年成功开发融合了可以生产铝腕臂、钢腕臂和简统化腕臂的高铁智能化接触网腕臂柔性预配平台,于2022年在新福厦高铁项目莆田和漳州料库投入应用。
本文将从施工现状和腕臂零件类型、柔性预配平台设计(以铝腕臂为例)与开发和现场实际应用效果3个方面进行介绍。
1 施工现状和腕臂零件类型
当前高铁接触网腕臂施工建造过程,依然存在人工预配和机器预配并存的局面。
人工预配,在一定程度依赖技术工人和管理人员的能力和水平。如图1所示,腕臂切割采用手动切管机、打孔采用手动台钻、划线采用卷尺和记号笔、预配采用投线仪和扭矩扳手,工艺水平还是受到工器具和传统半自动设备的约束。人工预配的优势仅仅在于项目紧张大干时候,多上几个小组保证进度,但是人工预配的局限性越来越多越严重。

图1 人工预配腕臂工艺流程
机器预配,主要还是配套半自动或者自动化水平偏低的腕臂预配设备。要么是简易的切割打孔人工上料的辅助平台,要么是基于数控系统或者小型PLC的自动化生产线,实现了自动化上下料和紧固,但是工艺单一,稳定性较差,无法适应大批量生产。国内多个施工单位很早就开始不断摸索,但是很难集成所有功能,难以适应多个厂家多种类型腕臂零件,无法满足大批量生产。
根据铁标《TB/T 2075-2010电气化铁路接触网零部件》和《TB/T 2075-2020电气化铁路接触网零部件》,结合近5年开通铁路所使用的接触网腕臂零部件,总结出目前并存的四种接触网腕臂零件类型,主要分为350Km/h铝腕臂、250Km/h钢腕臂、350Km/h简统化铝腕臂和250Km/h简统化钢腕臂四种。如表1所示,以中铁建电气化局集团轨道交通器材有限公司生产的350Km/h铝腕臂零件为例。
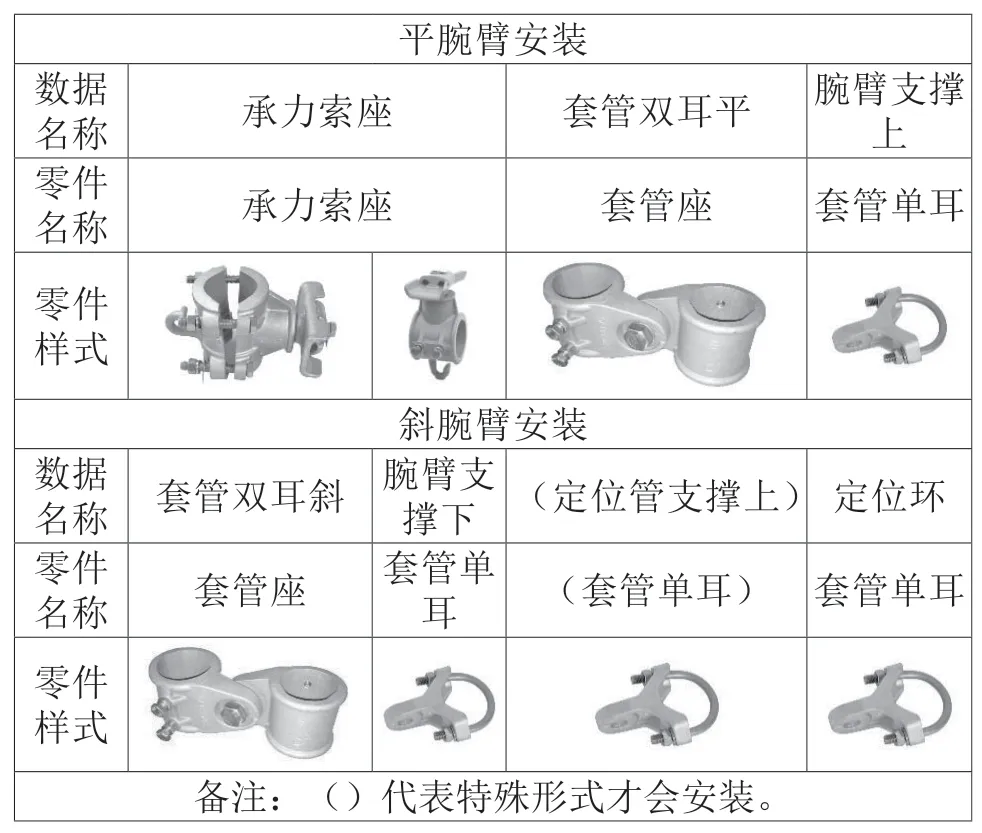
表1 350Km/h铝腕臂零件
2 柔性预配平台设计与开发
本文以350Km/h铝合金腕臂为例,从腕臂柔性预配平台结构设计、预配工艺流程设计和控制系统功能设计3个方面重点介绍。如果需要更换腕臂类型,如从铝腕臂更换为简统化铝腕臂,只需要更换交换料仓和装配工装即可,因为这些零件的设计是根据腕臂零件的外形进行定位。
2.1 腕臂柔性预配平台结构设计
如图2所示,腕臂柔性平台整体结构分为管子上料区、一段加工区、二段预配区、三段预配区、成品码垛转运区五大部分,全长近50m。平台分区设计和功能分段,将上料、加工和预配和下料区分开来,模块化设计便于设备运输安装调试,便于车间设备布局和车间分区管理。分区设计,可以将生产流程分解,流水线作业,将工序的时间并联叠加,缩短成品下线的效率。

图2 腕臂柔性预配平台
管子上料区,主要由4台上料输送机和桁架机械手组成。如果生产钢腕臂或者简统化腕臂,可以根据不同来料长度的腕臂管进行间隔布置,大大提升了腕臂管上料灵活性。如果生产是12m来料长度的腕臂管,可以根据图3所示布置。4台上料输送机同步运行,步进送料,通过桁架机械手单根喂料。
一段加工区,主要将腕臂管的钻孔、锯切、喷码等加工工艺全部集中,还包括任意长度腕臂管测长,旋转定位单耳连接板和销孔,修磨管头等功能。此段夹紧定位需要采用液压系统和气压系统,也创新采用伺服液压站,响应极快,节能环保。钻孔、锯切和修磨产生的铝屑在加工区处理和收集,锯切下来的管头废料也可以快速处理。由于此处的加工环节具有一定的操作风险,增加了机械防护和安全程序,确保人员和生产安全。
二段预配区,设置2个装配工位,主要以一个六轴关节机器人为工作中心,进行零件上料和紧固螺丝工作。此处的料仓上料模具和装配工位装配模具,可以根据腕臂类型不同,更换模具。
三段预配区,设置3个装配工位,工作内容与二段预配区类似。
成品码垛转运区,主要是通过六轴关节机器人将预配完成的腕臂管取下,码放到成品托盘上。AGV小车自动将码垛完成的成品托盘运输到下一个生产工位。
腕臂柔性平台可以根据实际生产要求,选择3种生产模式。第一种扭矩生产模式,全自动生产完成所有既定设计的工艺流程,螺栓扭矩紧固到位,下料即成品,此模式每根生产效率为3~5min。第二种快速生产模式,全自动生产完成所有既定设计的工艺流程,螺栓扭矩不需要紧固到位,便于现场安装调整,此模式每根生产效率为2~4min,在任务进度较为紧张时选择使用。第三种半成品模式,管子上料区和一段加工区加工完成后的腕臂管,被一号六轴关节机器人取下放置到半成品料架,可由人工安装零件,此模式每根生产效率2min,在任务进度最为紧张或者设备故障检修时选择使用。3种生产模式,满足了不同项目不同时期的使用要求,深受操作人员的喜爱。
2.2 预配工艺流程设计
由于高铁线路设计时考虑到回避穿山和特殊地段,基本都是弯曲的,即由若干个不同曲线半径的线路组成。接触网的承力索和接触线随着铁轨的弯曲而弯曲,这就会导致设计院最终测算出来的腕臂预配数据每一根都互不相同。腕臂预配数据互不相同,主要体现在腕臂类型和安装尺寸。腕臂类型主要是,考虑到正反定位、隧道内外、定位管支撑型式、车站、隧道、锚段关节等等特殊形式,腕臂预配平台需要考虑腕臂零件的类型和数量。安装尺寸主要是,从预配数据表格中的安装尺寸和安装角度,腕臂预配平台需要考虑是否干涉能否安装到位、零件装配顺序、安装角度和尺寸精度等。
腕臂柔性预配工艺流程基本相同,控制系统的上位软件再根据预配数据进行实际调整。如图3所示,可以在上位界面上进行参数设置,上位软件最终会针对每一个腕臂的类型和尺寸数据生成一个最终的生产工艺流程。
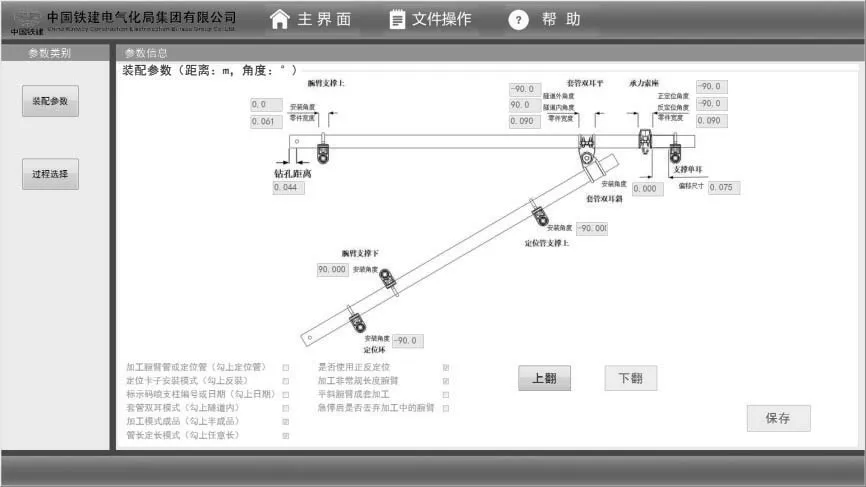
图3 上位软件装配参数设置
2.3 控制系统功能设计
如图4所示,腕臂柔性预配控制系统平台硬件架构。上位工控机主要选在研华IPC系列工控机,安装有自主开发的上位软件和搭建的数据库。PLC控制器主要为安川MP3000系列,配套安川Σ7系列伺服驱动器。与PLC通过交换机通讯的设备有LINX8900系列小字符喷码机,ABB6700系列六轴关节机器人和国内知名品牌地牛式AGV小车。
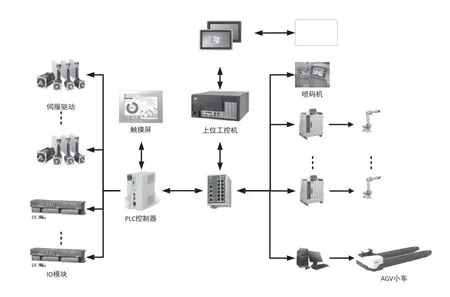
图4 腕臂柔性预配平台控制系统硬件架构
控制系统以上位软件为核心,腕臂预配所有功能均可以在软件界面选择,生产运行在软件界面操作,如图5所示。上位系统是基于 Visual Studio 2015C#编程实现Window应用软件,数据库使用SQL Server 2014。在C#中使用 YcsMPScope.dll实现MP Scope的连接,从而与MP3300控制器之间的通信和数据的读取。

图5 上位软件界面主页
上位软件还具有的功能主要有腕臂预配数据的导入导出,腕臂预配工艺和参数设置、腕臂预配工艺流程生成与下发、腕臂预配信息的存储与上传、AGV系统的调度。
3 现场实际应用效果
如图6所示,2022年3~12月,高铁智能化接触网腕臂柔性预配平台第一台在新福厦高铁一分部莆田料库生产运行,172公里632个锚段10632套腕臂预配基本完成。2022年5月起,高铁智能化接触网腕臂柔性预配平台第二台在新福厦高铁二分部漳州料库生产运行,目前已经完成一半预配任务。目前2台平台运行状态良好,全自动预配铝腕臂,满足设计指标和使用要求。设备生产效率高,预配精度和一致性较高,减轻劳动强度、减少人工数量降低人工成本,其智能化和自动化水平,符合“智能建造精品工程”的建设理念。

图6 新福厦高铁莆田料库腕臂柔性预配平台现场照片
腕臂柔性预配平台不足和未来的发展方向:
(1)提高生产效率,优化生产工艺,提升设备故障诊断水平和自我处理故障能力,兼顾更多的特殊数据生产能力。
(2)设备布局更加模块化,便于运输,便于安装调试,缩短腕臂生产类型的切换周期,缩短安装调试时间,以便快速恢复生产,增强灵活性和机动性。
(3)扩展和优化数据库结构,便于数据的存储和追溯;预留更多数据通讯接口,可以对接工厂ERP和MES系统,对接BIM和智慧工地等平台,实现预配大数据的获取融合及协同共享。
(4)测试平台在高低气压、高低温度和潮湿等复杂气候条件下的工作稳定性,以适应不同地区不同维度和不同国家的铁路项目现场的要求。
猜你喜欢
中学生数理化·自主招生(2024年6期)2024-06-24 11:15:29
云南画报(2021年10期)2021-11-24 01:06:38
西南交通大学学报(2021年2期)2021-06-06 08:39:00
铁道机车车辆(2021年2期)2021-05-21 01:54:32
中学生数理化·高一版(2020年2期)2020-04-21 07:42:50
上海铁道增刊(2017年3期)2018-01-22 03:01:24
西南交通大学学报(2016年3期)2016-06-15 20:29:35
现代工业经济和信息化(2016年4期)2016-05-17 05:35:37
电子世界(2016年16期)2016-03-14 09:27:49
电气化铁道(2015年2期)2015-06-29 10:05:40