某食品废水厌氧处理技术节能效果与经济效益评估
2023-02-08 01:49林俊敏明玲玲徐骥
当代化工研究 2023年1期
*林俊敏 明玲玲 徐骥
(上海庞科环境技术有限公司 上海 200120)
1.引言
在水污染处理中,特别是BOD含量较高的废水,利用微生物降解水中的有机物是最经济,同时也是最常用的工艺,被广泛应用于各行各业中[1-3]。其中,好氧活性污泥法需要不断的向废水中通入大量的空气或者氧气,来维持适合好氧微生物的溶解氧,能耗比较高,特别是在高浓度有机废水的治理中[4-6];而厌氧生物处理则是利用厌氧微生物的代谢过程,在无需提供氧气的情况下,把有机物转化为甲烷、二氧化碳和水等,在高浓度有机废水中,它能耗少、二氧化碳排放少,并且还可以回收大量的能源[7-9],是我国在环保领域,推进节能减排,助力实现碳中和碳达峰的可靠技术。
本文以广东省某食品厂污水站为实际案例,利用其在技术改、扩建过程中,先运行的好氧MBR,后运行的厌氧+好氧MBR工艺的条件。通过前后运行数据分析,对比单独的好氧MBR与厌氧+好氧MBR工艺在中高浓度有机废水中的实际运行效果和能耗差异,评估厌氧技术带来的实际节能效果和经济效益,为其他行业作参考。
2.金项概况
(1)好氧MBR工艺介绍
好氧MBR工艺如图1所示。车间废水首先进入调节池进行均质、均量;后泵送至进水池,在进水池中进行pH和温度的调节;经pH和温度调节后,废水泵入好氧池中进行有机物的生物降解,好氧池采用全混式的活性污泥法;经过好氧池后的废水自流进入膜池,在膜池中,水透过膜片进入后续深度处理工艺,污泥则被膜截留在膜池中,通过污泥回流泵打回好氧池中,以保持好氧池的污泥浓度,剩余污泥则通过旁通排至污泥处理设施。

图1 好氧MBR工艺流程图
各构筑物的有效容积汇总如表1所示。

表1 污水站各主要构筑物有效容积表

续表
(2)厌氧+好氧MBR工艺介绍

图2 厌氧+好氧MBR工艺流程图
与好氧MBR工艺相比,厌氧+好氧MBR工艺流程仅在好氧池的前端增加厌氧罐,废水经过均质、调pH、调温度后,先进入厌氧反应器,出水再自流进入好氧池。其他参考2.1的内容。
厌氧反应器采用上海庞科环境技术有限公司的专利技术(专利号CN210313698),反应器示意图如图3所示。厌氧反应器主要分成三个分区:底部的布水区域、中部的污泥床区域和顶部的分离区。污水首先由底部的布水器均匀地进入厌氧反应器,在向上流动的过程中,水中的有机物被厌氧微生物降解并转化为沼气,COD得到去除;在反应器顶部的分离区域,沼气首先释放到灌顶空间,收集后进行后续的沼气处理与利用;污泥和污水经过分离模块时,厌氧污泥被截留下来,重新返回厌氧反应器,以保持厌氧污泥浓度。在厌氧反应器的顶部,部分污水被回流,与进水混合后进入反应器底部,以利用厌氧过程中的COD降低所形成的碱度,并且保持污泥床的上升流速,提高传质效果。
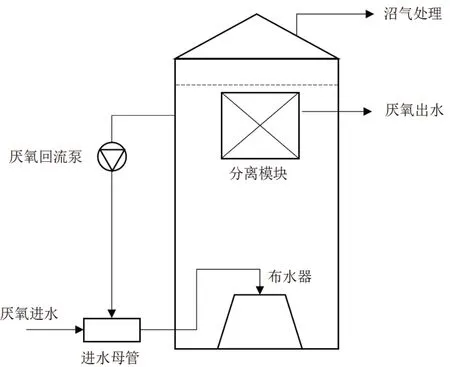
图3 厌氧反应器示意图
3.运行数据分析
(1)好氧MBR数据分析
①进水水质分析
好氧MBR运行期间,控制进水pH在7~8之间,温度在34~38℃之间,好氧池溶解氧在2~3mg/L之间,好氧池污质量泥浓度为6000~8000mg/L,平均值为7000mg/L。
图4表示好氧MBR运行期间每天的平均小时进水量和每天的进水COD总量。由图4可以看出,好氧MBR运行期间进水量为6.0~14.0m³/h,平均进水量为9.0m³/h;进水COD总量为580~1379kg/d,平均进水COD总量为945kg/d,平均污泥负荷为0.36kg COD/(kgMLSS·d)。

图4 好氧MBR进水量和进水COD总量
②运行效果分析
好氧MBR进、出水COD和COD去除率汇总如图5所示。从图中可以看出,好氧池进水COD为2634~6877mg/L,平均值为4408mg/L;膜出水COD为69.3~153.3mg/L,平均值为84.5mg/L;好氧MBR的COD去除率为96.73%~98.90%,COD平均去除率高达98.02%。因此,对于食品废水,单独采用活性污泥法与膜技术的结合,仍然可以取得比较好的COD去除率。

图5 好氧MBR系统进出水COD及COD去除率
(2)厌氧+好氧MBR数据分析
①进水水质分析
厌氧+好氧MBR运行期间,厌氧反应器控制pH在6.8~7.2之间,温度在34℃~38℃之间;好氧池溶解氧在2~3mg/L之间,好氧池污泥质量浓度为5000~5500mg/L。
图6表示厌氧+好氧MBR运行期间每天的平均小时进水量和每天的进水COD总量。由图6可以看出,厌氧+好氧MBR运行期间进水量为9.0~20.6m³/h,平均进水量为16.3m³/h;进水COD总量为780~3195kg/d,平均进水COD总量为1945kg/d。

图6 厌氧+好氧MBR进水量和进水COD总量
②运行效果分析
厌氧+好氧MBR的进、出水COD以及COD去除率汇总如图7和图8所示。由图可知,厌氧进水COD为2024~10313mg/L,平均值为5275mg/L,厌氧出水COD为158.3~337mg/L,平均值为225mg/L。厌氧反应器对COD的去除效率为90.65%~97.9%,平均去除效率为95.16%;好氧MBR出水COD为27.3~94.3mg/L,平均出水COD为56.6mg/L,好氧MBR对COD的去除率为59.17%~84.93%,平均去除率为74.82%;废水经过厌氧+好氧MBR工艺总的COD去除率平均值达到98.93%。

图7 厌氧+好氧MBR系统进出水COD

图8 厌氧+好氧MBR系统COD去除率曲线
对比单独好氧MBR工艺与厌氧+好氧MBR工艺的运行情况。在单独的好氧MBR处理工艺中,平均进水COD为4408mg/L,平均出水COD为84.5mg/L,COD的平均去除率为98.02%;在厌氧+好氧MBR工艺中,厌氧平均进水COD为5275mg/L,厌氧平均出水COD为225mg/L,厌氧COD平均去除效率为95.16%。可见,单独的厌氧反应器出水水质差于好氧MBR出水水质,这与相关书籍和文献指出的结论,厌氧反应器出水水质较差,常需要与好氧联合使用一致[10]。本案例中,厌氧+好氧MBR工艺的出水COD为56.5mg/L,总COD去除率高达98.93%,优于单独好氧MBR的条件下。
(3)厌氧反应器的节能减排效益分析
为了研究厌氧反应器实际产生的效益,需要对比前后工艺的运行能耗、药剂消耗量、污泥处理费用以及沼气产生的收益。
①运行能耗
表2列出了单独好氧MBR和厌氧+好氧MBR运行时各主要设备的运行能耗。由表可以看出,单独好氧MBR吨水运行能耗为7.33kWh/m³;厌氧+好氧MBR吨水运行能耗降低至3.64kWh/m³,节能效果显著。

表2 各主要设备的运行能耗

续表
从水质和工艺上分析,活性污泥法的能耗主要来源于鼓风机的运行能耗,鼓风机的大小又取决于进水水质中有机物的多少,因此,对于高浓度的有机废水,往往能耗比较高,例如本项目单独好氧MBR,鼓风机的运行功率占总运行功率的70%;而厌氧与好氧技术的结合,可以利用节能的厌氧技术降解大部分的有机物,例如本项目厌氧反应器的COD去除率达到95.16%,剩余的4.84%的有机物再利用鼓风曝气去除,可以节约大部分能耗。

表3 鼓风机频率与输出功率
(1)其他损耗
表4汇总了污泥调理药剂消耗量,污泥处置费用。由表可知,单独好氧MBR系统,吨水费用约为1.38元/m³污水;厌氧+好氧MBR系统,不计沼气收益,吨水费用为0.35元/m³污水。

表4 药剂消耗、污泥处置和沼气收益费用
(2)沼气收益及汇总
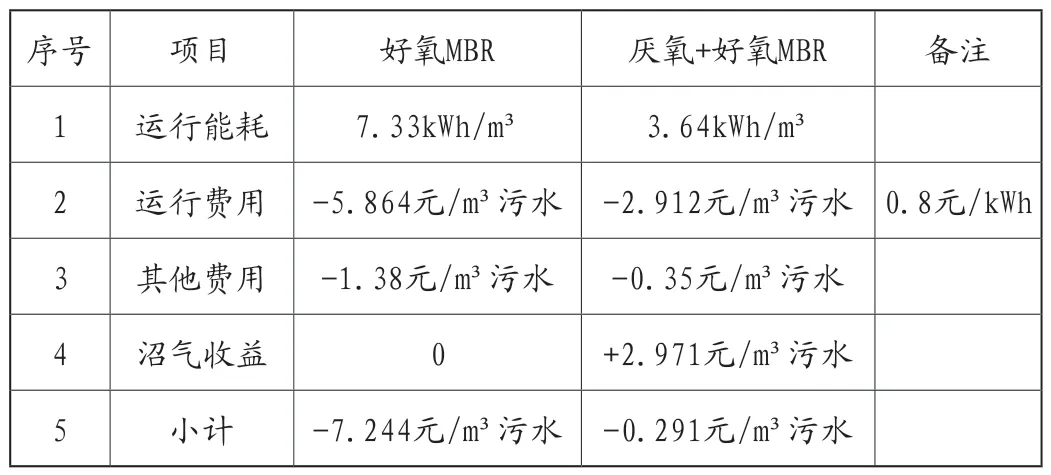
表5 费用汇总表
按照厌氧进水平均COD为1945kg/d,COD去除率为95.16%,沼气产量为0.40m³沼气/去除kgCOD,每天产生沼气量740m³。
4.结论
(1)单独好氧MBR和厌氧+好氧MBR,对食品废水有机物的生物降解效果均较好,COD去除率分别达到98.02%和98.93%。
(2)从运行能耗看。单独好氧MBR吨水运行能耗为7.33kWh/m³,而厌氧+好氧MBR吨水运行能耗为3.64kWh/m³,约节50.34%的运行能耗,节能效果显著。
(3)从经济效益看。单独好氧MBR吨水处理费用约为7.244元/m³;厌氧+好氧MBR不计沼气的收益,吨水处理费用为3.262元/m³,计入沼气收益吨水运行费用为0.291元/m³,经济效益显著。
猜你喜欢
节能与环保(2022年6期)2022-08-06
能源研究与信息(2022年2期)2022-08-05
节能与环保(2022年3期)2022-04-26
海洋石油(2021年3期)2021-11-05
区域治理(2021年37期)2021-11-01
小学科学(学生版)(2020年3期)2020-03-25
小学科学(学生版)(2020年2期)2020-03-03
中氮肥(2019年2期)2019-04-22
中国沼气(2017年4期)2017-11-08
山东工业技术(2016年15期)2016-12-01