
清洗工艺对GH4099蜂窝夹层结构钎焊性能的影响
2023-02-07 07:43马平义陈旭韩兴刘海建石文展彭赫力
表面技术 2023年1期
马平义,陈旭,韩兴,刘海建,石文展,彭赫力
清洗工艺对GH4099蜂窝夹层结构钎焊性能的影响
马平义1,2,3,陈旭1,2,3,韩兴1,2,3,刘海建1,2,3,石文展1,2,3,彭赫力1,2,3
(1.上海神剑精密机械科技有限公司,上海 201600;2.上海航天精密机械研究所,上海 201600;3.上海金属材料近净成形工程技术研究中心,上海 201600)
研究激光清洗和离子轰击对GH4099蜂窝夹层结构钎焊性能的影响,优化GH4099蜂窝夹层结构焊前清洗工艺。分别用400#砂纸、不同激光功率(60~200 W)、不同离子轰击时间(1~2 h)对GH4099带材表面进行了砂纸打磨、激光清洗和离子轰击试验,分析了激光清洗和离子轰击对GH4099表面形貌、O元素含量、BNi2钎料润湿性的影响,测试了不同清洗工艺下蜂窝夹层结构钎焊接头的拉伸性能。随激光功率从60 W增加到100 W,GH4099表面O含量逐渐降低,表面粗糙度逐渐增大,钎料润湿面积百分比增加到83.5%,润湿性增加。当激光功率大于100 W时,表面残留网状分布的氧化物,导致钎料润湿性降低。当激光功率进一步增加到200 W时,氧化物网状分布现象减轻,润湿性随之增加,粗糙度也有所降低;随离子轰击时间从1 h增加到2 h时,带材表面氧化皮逐渐去除干净,钎料润湿性随之增加,钎料对离子轰击2 h的表面的润湿面积百分比达到91.2%,与400#砂纸打磨的相当。经离子轰击2 h、1 020 ℃-15 min钎焊获得的夹层结构等效抗拉强度为11.9 MPa。与激光清洗相比,离子轰击可以同时去除蜂窝型面及附近侧壁部分的氧化皮,能更有效地改善钎料对蜂窝基体的润湿性。
GH4099;蜂窝夹层结构;激光清洗;离子轰击;钎焊
随着飞行器设计性能的不断提高,其服役环境越来越恶劣,这对结构的轻质、高强、耐高温性能提出了更高的要求。镍基高温合金蜂窝夹层结构以其比强度和比刚度大、隔热,同时兼具优异的抗高温性能,在航空航天领域获得了广泛关注,但由于高温合金蜂窝夹层结构的制造工艺比较复杂,目前国内还没有得到大规模的生产和应用[1-5]。
蜂窝夹层结构的制造主要分为蜂窝芯的成形加工以及芯体与面板的连接2个阶段。高温合金蜂窝所需型面采用常规机加工方法难以进行[6-8],通常采用电火花或短电弧等方式加工,但会在加工面产生重熔层,并且在蜂窝侧壁靠近端面部分产生氧化层[9-10]。芯体与面板通常采用钎焊连接,在钎焊前需去除重熔层及氧化层以增加钎料对基体的润湿性,提高钎焊接头强度。由于蜂窝芯面内刚性较差,难以直接进行打磨,比较有效的方法是非接触式清洗,如激光清洗和离子轰击。目前已经有较多学者对不同材料的激光清洗工艺开展了研究,但对蜂窝结构的激光清洗研究还比较少[11-15]。陈峰等[3]针对GH4099蜂窝芯提出了无保护气氛下金属薄壁结构的飞秒激光冷抛光工艺,优化了GH4099蜂窝激光清洗工艺参数。但是作者仅用粗糙度来表征激光清洗效果,未对清洗后的蜂窝进行焊接试验验证。同时由于焦距的影响,激光仅能对蜂窝端面进行清洗,而对蜂窝侧壁的清洗效果有限,并且对型面为空间曲面的蜂窝来说则更加难以进行均匀清洗。
离子轰击是在真空及惰性气氛下,通过辉光放电使惰性气体电离从而产生大量的等离子体,在偏压的控制下,大量的正离子高速飞向基体并产生轰击作用[16]。离子轰击可有效去除基体表面氧化膜和其他杂质。对蜂窝来说,由于蜂窝整体浸没在等离子体中,因此离子清洗可以同时对蜂窝端面和侧壁进行清洗。但目前关于蜂窝结构离子清洗方面的研究还未见报道,因此有必要开展蜂窝的离子轰击清洗工艺研究。文中针对GH4099蜂窝夹层结构,对比研究了激光清洗和离子轰击2种清洗工艺对表面形貌、钎焊效果的影响,进而优化蜂窝清洗工艺,为蜂窝夹层结构的制备提供技术支持。
1 试验
试验选用轧制并固溶处理的0.12 mm厚GH4099带材。将带材经成形、电阻点焊后制成蜂窝芯,蜂窝芯内切圆直径为10 mm。面板采用GH4099锻件。钎料选用BNi2钎料。GH4099和BNi2成分如表1所示。

表1 GH4099和BNi2的主要化学成分
首先针对GH4099带材,分别采用400#砂纸打磨、激光清洗和离子轰击方法去除表面氧化皮。采用砂纸打磨时,砂纸沿不同方向交替打磨至带材表面呈现金属光泽。激光清洗设备采用200 W纳秒光纤激光清洗机(HL200-RSP2),该设备采用国产纳秒脉冲光纤激光器,激光波长为1 064 nm,输出功率可在20~200 W调节。清洗时,固定激光频率2 000 Hz,扫描速度7 000 mm/s,分别采用60~200 W不同激光功率对带材表面进行清洗。真空离子轰击设备采用自制真空双室表面活化/连接复合成形装备,该装备具备离子去膜、溅射镀膜、焊接等功能。清洗时,将试样放入去膜室中,抽真空至5×10‒3Pa以下后通入高纯Ar气体,在Ar气氛下进行辉光放电产生Ar离子,在200 V偏压作用下,Ar离子对试样表面进行轰击。激光清洗和离子轰击清洗具体工艺参数如表2所示。将0.05 mm厚的BNi2钎料裁剪成10 mm×10 mm箔片,对不同工艺清洗后的表面进行钎焊润湿试验。采用场发射扫描电镜(FEI Nova 450)及其配备的X射线能谱仪(EDS)、表面粗糙度仪(Mitutoyo SJ-210)、ZEISS体视显微镜(SteREO Discovery.V8),对清洗后的带材表面组织成分、粗糙度()、钎料润湿形貌进行检测,对比分析不同清洗工艺对氧化皮和钎料润湿性的影响,优化清洗参数。
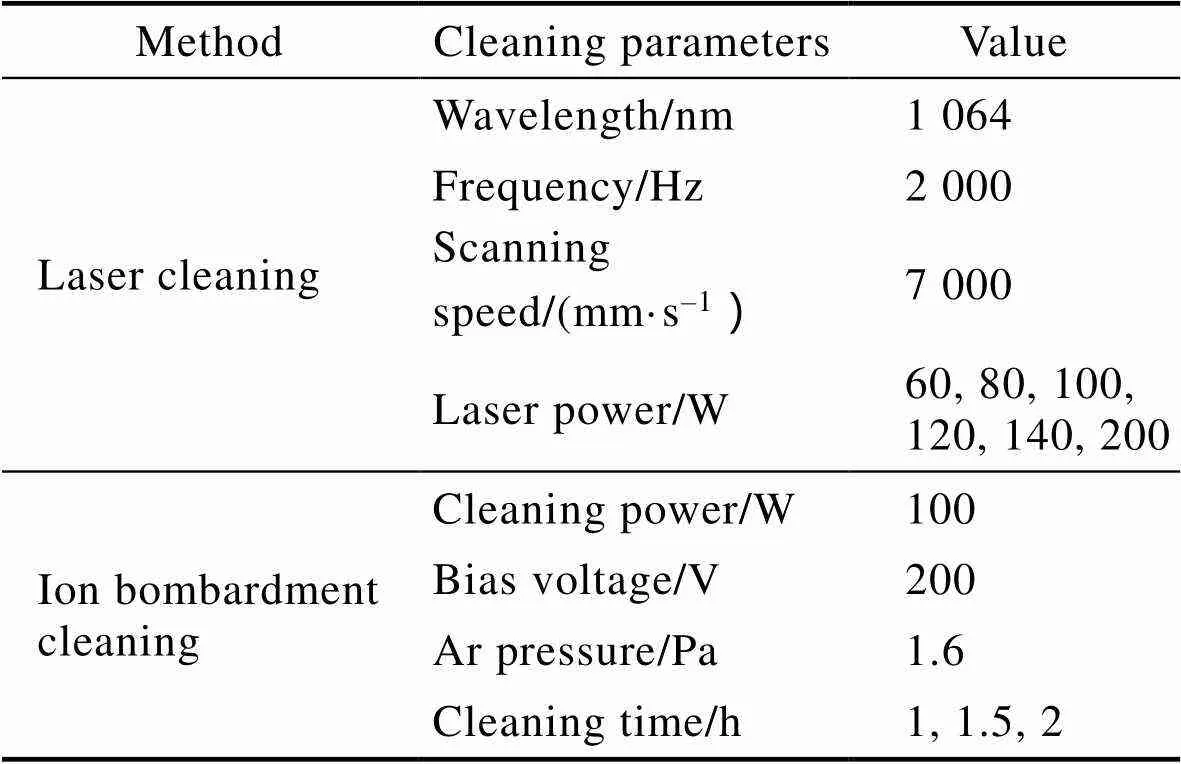
表2 GH4099带材清洗工艺参数
采用慢走丝电火花线切割将蜂窝芯切割成60 mm× 40 mm×15 mm,超声去除蜂窝芯油污后用优化的清洗工艺对蜂窝芯进行清洗。将面板机加成60 mm×40 mm× 10 mm,选用3层0.05 mm厚的BNi2钎料,将面板、蜂窝芯、钎料按图1所示装配后入炉完成蜂窝与面板的钎焊。润湿试验和钎焊试验在真空双室表面活化/连接复合成形装备焊接室中进行,工艺参数为1 020 ℃-15 min,升温速度为10 ℃/min,真空度小于5×10‒3Pa,保温完成后随炉冷却,润湿试验和钎焊试验均分别在同一炉次中完成。对钎焊后的夹层结构分别制取金相试样和拉伸试样,金相试样经镶嵌、抛光并用硝酸酒精溶液腐蚀后,用前述扫描电镜观察接头组织。每组钎焊试样沿厚度方向制取3根拉伸试样,试样直径为14 mm,横截面如图2所示。用CMT5504型电子万能试验机测试接头力学性能,拉伸速度为1 mm/min,用前述体视显微镜和扫描电镜对接头断口形貌进行分析。
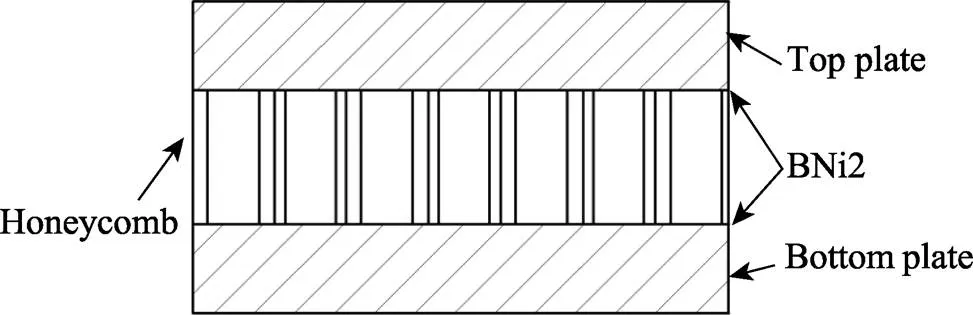
图1 蜂窝夹层结构钎焊装配示意图
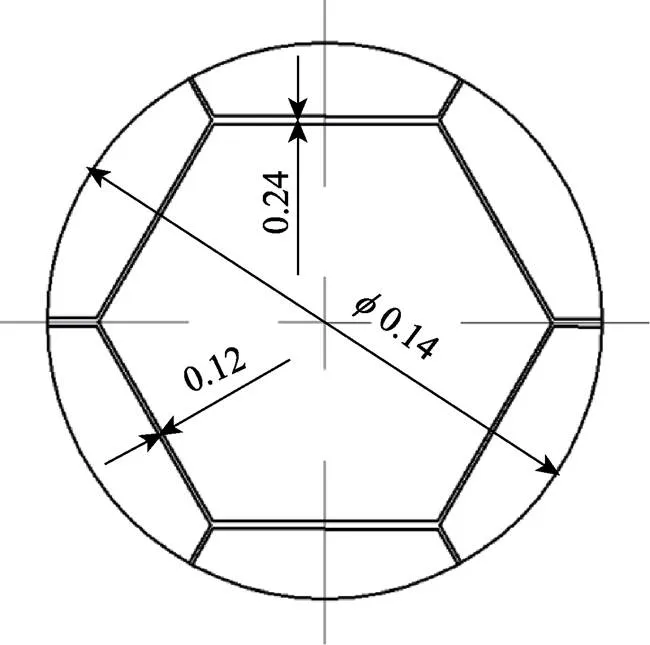
图2 蜂窝夹层结构钎焊接头拉伸试样横截面示意图
2 结果与分析
2.1 表面显微分析
GH4099带材经砂纸打磨和激光清洗前后表面SEM显微形貌如图3所示。图3a是未经清洗的GH4099带材原始表面,其上可见沿轧制方向的条带。图3b是经砂纸打磨后的表面,其上存在沿打磨方向的划痕。图3c—g分别是激光功率为60~140 W时清洗后的表面,随激光功率增加,带材表面未发生明显的烧损现象,其上逐渐出现网格状纹理结构。图3h显示了图3g中矩形区域的主要元素分布,可以看出矩形区域中深色部分含有较多的O和Al。图4为不同离子轰击时间后的带材表面显微形貌,可以看出,当清洗时间仅为1 h时,带材表面氧化皮去除不均匀,仍有大面积氧化皮残留,随清洗时间增加,氧化皮去除量逐渐增加,当清洗时间为2 h时,氧化皮基本去除干净,带材表面呈现金属光泽。从图4d可见,表面较为光滑,无明显纹理结构出现。图4e所示表面能谱结果显示,离子轰击2 h后的表面与GH4099名义成分相比无新的元素出现。
图5为不同清洗工艺下带材表面平均O含量及粗糙度()变化。首先从其中O含量变化曲线可以看出,随着激光功率的增加,带材表面O含量逐渐下降。当激光功率增加至80 W时,带材表面O含量显著降低。由于当入射激光功率密度低于激光烧蚀阈值时,材料不发生去除导致没有抛光效果,因此对GH4099带材来说,在激光频率为2 000 Hz、扫描速度为7 000 mm/s的条件下,激光烧蚀阈值在80 W左右。同时可以看出离子轰击2 h后的表面O含量较140 W激光清洗后的更低,并且与砂纸打磨状态的O含量接近。对图3g中网格状区域的网格中心(浅色区域,点)和网格边缘(深色区域,点)成分进行具体分析,结果如表3所示。可以看出,浅色区域O含量较低,表明此区域氧化皮大部分已去除,而深色区域部分O含量较高,表明网格线部分氧化皮仅部分去除,结合图3h显示的元素面分布结果,深色区域残留大量Al2O3。由于高温合金表面氧化皮由3层组成,外层为Cr2O3和TiO2,中层为致密的Cr2O3,内层主要为Al2O3[17-18],因此深色区域表层氧化皮已经去除,而最内层的Al2O3残留了下来,这也说明带材表面氧化皮是不均匀去除的。从图5中粗糙度变化曲线可以看到,带材原始表面较为光滑,值约为0.08 μm,随着激光功率增加,值逐渐增加。这可能是由于激光清洗过程中,表面氧化皮不是同步去除的,因而在材料表面留下了微结构,导致表面粗糙度增加,并且激光功率越高,微结构比例越大,因此表面粗糙度随之增加。离子轰击2 h后,带材表面氧化皮已均匀去除,此时值较小,约为0.13 μm。

图3 GH4099带材经砂纸打磨和激光清洗前后SEM显微形貌及相应矩形区域元素分布

图4 GH4099带材离子轰击后表面显微形貌及能谱分析结果
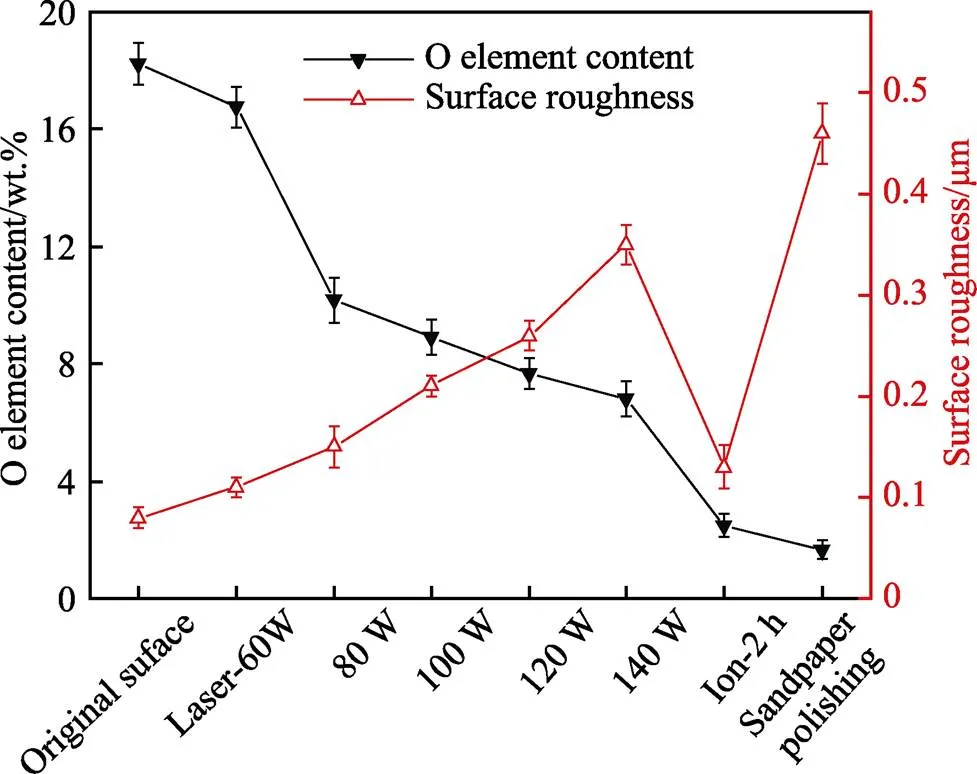
图5 不同清洗工艺下GH4099带材表面 O元素含量和粗糙度

表3 图3g中网状组织O元素含量
目前已有较多的文献提及到这种网状结构,分析认为其产生原因主要与激光作用下材料的蒸发、温度梯度和表面张力有关[15,19-21]。在激光清洗过程中,光纤脉冲激光器发出的激光束是按给定频率分布的一系列不连续圆形光斑,在圆形区域内激光能量服从高斯分布。当激光能量较低时,光斑中心和边缘能量差别不大,因此能相对均匀地去除材料表层氧化皮;随着激光功率增大,光斑中心能量增加更显著,激光脉冲能量照射材料表面后,表面温度急剧增加,光斑中心温度显著高于边缘,在温度梯度和表面张力作用下,表面氧化皮发生多点破碎,在极高的脉冲能量下,材料气化电离,处于高压、高温、高密度的等离子体状态。随着激光功率增加,等离子体能量逐渐增大,当其超过材料内部原有的约束力时,等离子体向外喷发,去除表面氧化皮。由于等离子体喷发时几乎带走全部热量,并且等离子体对激光束有屏蔽效应,激光光斑作用区域内的温度骤然降低,氧化皮碎片之间的区域未能得到有效去除,因此材料表面产生了以氧化物为网格线的网格状纹理结构[15,20]。
2.2 润湿试验
对经不同清洗工艺后的表面进行润湿试验,用体视显微镜观察钎料在不同表面的润湿形貌如图6所示。用Image Pro-Plus软件对钎料面积进行测量,并用润湿面积百分比(即钎料润湿后的面积与初始面积比值)来表征钎料对带材表面的润湿性。经测量,钎料在未清洗的原始表面润湿百分比为69.4%,在经砂纸抛光的表面润湿面积百分比为93.3%。清洗工艺对润湿面积百分比的影响如图7所示。
从图7a可以看出,随着激光功率增加,润湿面积百分比先增加后降低,在激光功率为100 W时,润湿面积最大,为83.5%。根据图5所示不同清洗工艺带材表面O元素含量变化规律,当激光功率逐渐从60 W增加到100 W时,带材表面氧化皮逐渐去除干净,因此钎料在带材表面的润湿性随之增加;当激光功率大于100 W时,带材表面平均O含量逐渐降低,并且出现网状结构。根据表3分析结果,该网状结构的网格中心区域是新鲜金属,网格线区域存在较多的氧化物。新鲜金属的表面能较氧化膜的大,钎料由于润湿特性将会自驱地沿着表面能增大的方向移动到亲和力更大的区域,即钎料由于对网格中心的金属润湿性更好,倾向于向网格中心聚集,因此网状分布的氧化物增大了钎料的表观接触角,使得钎料对带材的润湿性降低[21-24]。从图7b可见,延长离子轰击时间,润湿面积百分比逐渐增加,当清洗时间为2 h时达到最大,为91.2%,与砂纸打磨后的状态接近。对比激光清洗和离子轰击表面的润湿试验结果可见,离子轰击清洗效果较激光清洗更佳。这是由于离子轰击在去除材料表面氧化皮的同时,也会冲击材料基体,在材料表面产生各种微观缺陷,如位错、点缺陷,显著提高材料表面能,进而提高钎料的润湿性[25]。

图6 BNi2钎料在不同清洗工艺下的GH4099带材表面润湿形貌

图7 清洗工艺对BNi2钎料在GH4099带材表面润湿性的影响
从以上研究可以看出,BNi2钎料对激光清洗后的表面润湿性低于离子轰击后的表面,这可能是由于激光清洗后的表面O含量高于离子轰击后的表面。由于随着激光功率增加,带材表面O含量逐渐降低,因此为验证进一步增加激光功率对降低O含量的可行性,提高激光功率到200 W,此时带材表面形貌如图8a所示。从图8a中可以看出,氧化物网状分布的现象已明显减轻,测得表面粗糙度降低到0.16 μm,表面O含量为5.2%,但带材发生了明显的宏观卷曲变形。因此随着激光功率进一步增加,O含量呈现继续降低的趋势,这是由于激光功率越高,其去除氧化皮的能力越强。但结合图5可以看出,当激光功率大于80 W时,O含量的降低趋势已明显变缓,这可能是由于激光在去除表面氧化皮的同时,激光的热效应会导致材料表面发生二次氧化,激光功率越大,带来的热效应越大,同时由于基材较薄,带来的变形也越大[26]。此时钎料对带材表面的润湿形貌如图8b所示,测得润湿面积百分比为76.3%,钎料润湿性较140 W时有所增加,这是因为激光功率进一步增加时,光斑整体能量密度增加,光斑边缘去除氧化膜的能力及其整体透过等离子体屏蔽的能力均增加,因而能更均匀地去除氧化膜,氧化物网状分布现象得以减轻,粗糙度也有所降低。因此随着激光功率进一步增加,带材表面O含量继续降低,钎料润湿性有所增加。
2.3 钎焊试验
分别采用100 W激光清洗和2 h离子轰击工艺清洗线切割的蜂窝端面后进行钎焊试验,图9为钎焊接头SEM显微组织。从图9a可以看出,钎料对直接线切割蜂窝端面润湿角大于90°,润湿性较差。根据图9b,蜂窝端面经激光清洗后钎料润湿性有所增加,但对蜂窝侧壁润湿还不明显;根据图9c所示离子轰击后接头组织,钎料对蜂窝侧壁的润湿性也有所增加。
对获得的钎焊接头进行拉伸测试,测得线切割、100 W激光清洗和2 h离子轰击试样的平均抗拉力分别为510、1 509、1 837 N,拉伸曲线如图10所示。因此直接线切割后仅经超声去油清洗的钎焊接头性能较差,经100 W激光清洗后,抗拉力有所提升,而经离子轰击2 h后平均抗拉力最大,此时夹层结构等效抗拉强度为11.9 MPa。拉伸断口如图11所示,可以看出,所有接头均断于蜂窝与面板钎焊连接处。根据图11a可知,直接线切割后的夹层结构蜂窝侧断口处基本无钎料粘连,说明钎料对线切割的表面润湿性较差。根据图11b可知,当采用100 W激光清洗后,有部分钎料粘连在断口上,断口钎料处分布有解理面和解理台阶,说明钎料对蜂窝结合力有所增加。根据图11c可知,当采用离子轰击2 h后,断口上粘连钎料明显增加,说明钎料润湿性显著增加,断面上可见明显晶粒,为沿晶脆性断裂,这是由于钎料中的B、Si等降熔元素沿晶界分布,导致晶界性能降低。因此根据钎焊试验结果,与激光清洗相比,离子轰击对改善钎料润湿性、提高接头性能更明显,这与前述润湿试验结果一致。
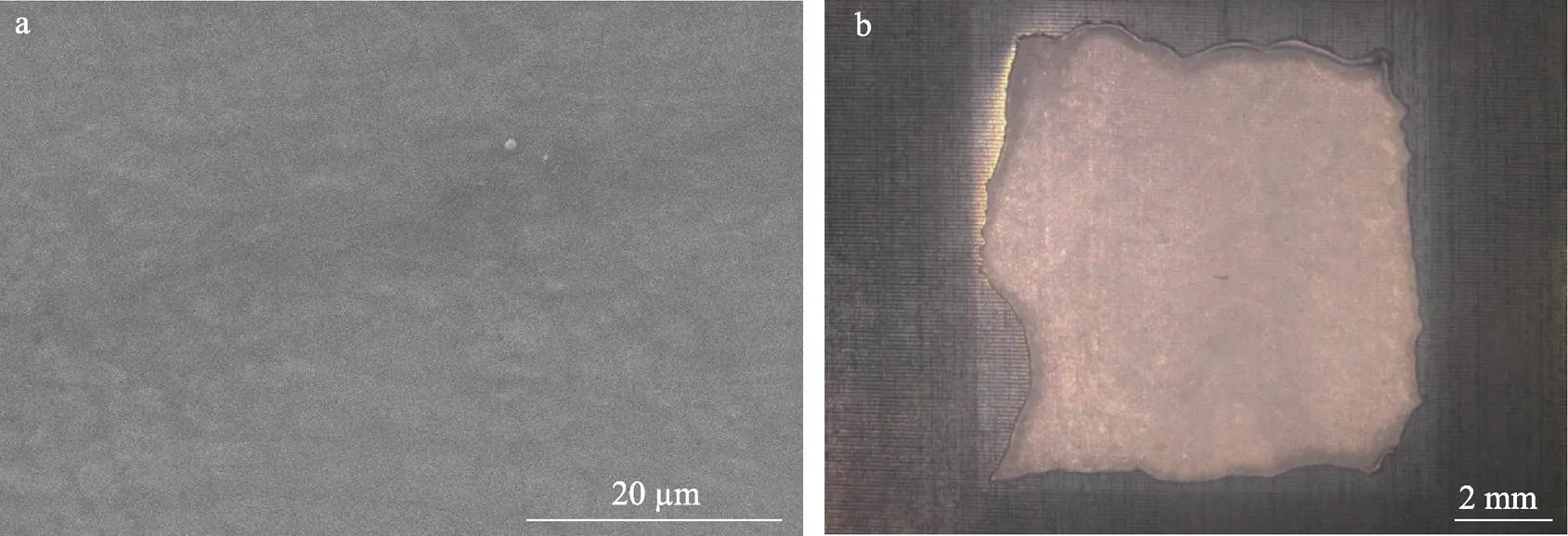
图8 GH4099带材经200W激光清洗后表面(a)和BNi2钎料润湿形貌(b)

图9 不同清洗工艺下钎焊接头SEM显微组织

图10 不同清洗工艺下钎焊接头拉伸曲线

图11 蜂窝夹层结构钎焊接头断口宏观光镜形貌及相应SEM形貌
3 结论
1)随着激光清洗功率的增加,GH4099带材表面的平均O含量逐渐降低,钎料润湿性随之增加,当激光功率大于100 W时,带材表面残留网格状分布的氧化物,导致钎料润湿性降低,当激光功率进一步增加到200 W时,氧化物网状分布现象减轻,钎料润湿性又有所增加。
2)随着离子轰击时间增加,GH4099带材表面氧化皮逐渐清洗干净,当清洗时间为2 h时,氧化皮基本清洗干净,呈现金属光泽,钎料润湿性随之增加。
3)与激光清洗相比,离子轰击可同时对蜂窝端面和附近侧壁部分进行清洗,能更好地改善钎料润湿性,经离子轰击2 h、1 020 ℃-15 min钎焊获得的GH4099蜂窝夹层结构等效抗拉强度为11.9 MPa。
[1] 王琦, 童国权, 陈峰, 等. 缺陷对高温合金蜂窝板弯曲力学性能的影响[J]. 航空制造技术, 2017, 60(S1): 106-111.
WANG Qi, TONG Guo-quan, CHEN Feng, et al. Effect of Defects on Bending Mechanical Property of High Temperature Alloy Honeycomb Panels[J]. Aeronautical Manufacturing Technology, 2017, 60(S1): 106-111.
[2] 刘艳辉, 童国权, 王辉, 等. GH99高温合金蜂窝板的制备及力学性能[J]. 机械工程材料, 2013, 37(2): 82-85.
LIU Yan-hui, TONG Guo-quan, WANG Hui, et al. Preparation and Mechanical Properties of GH99 High Temperature Alloy Honeycomb Plates[J]. Materials for Mechanical Engineering, 2013, 37(2): 82-85.
[3] 陈峰, 刘巧沐, 杜鹏, 等. GH4099蜂窝芯飞秒激光抛光试验研究[J]. 航空制造技术, 2019, 62(S2): 46-51.
CHEN Feng, LIU Qiao-mu, DU Peng, et al. Experimental Research on Femtosecond Laser Polishing of GH4099 Honeycomb Core[J]. Aeronautical Manufacturing Technology, 2019, 62(S2): 46-51.
[4] PAN Bing, YU Li-ping, WU Da-fang. Thermo-Mechanical Response of Superalloy Honeycomb Sandwich Panels Subjected to Non-Steady Thermal Loading[J]. Materials & Design, 2015, 88: 528-536.
[5] ZHANG Qiu-ming, HE Xiao-dong. Microstructural Evolution and Mechanical Properties of a Nickel-Based Honeycomb Sandwich[J]. Materials Characterization, 2009, 60(3): 178-182.
[6] DEVADULA S, NICOLESCU M. Issues in Machining of Hollow Core Honeycomb Sandwich Structures by Abrasive Waterjet Machining[J]. Journal of Machine Engineering, 2013, 13(1): 117-125.
[7] WANG Yong-qing, GAN Yong-quan, LIU Hai-bo, et al. Surface Quality Improvement in Machining an Aluminum Honeycomb by Ice Fixation[J]. Chinese Journal of Mechanical Engineering, 2020, 33(1): 20.
[8] 王凤彪, 侯博, 袁凯, 等. TC4合金蜂窝冰固持低温铣削研究[J]. 稀有金属材料与工程, 2018, 47(1): 326-332.
WANG Feng-biao, HOU Bo, YUAN Kai, et al. Cryogenic Milling of TC4 Alloy Honeycomb in Ice Fixation[J]. Rare Metal Materials and Engineering, 2018, 47(1): 326-332.
[9] 许燕, 王博, 周建平. 镍基高温合金短电弧加工工艺参数优化[J]. 机床与液压, 2018, 46(11): 106-110.
XU Yan, WANG Bo, ZHOU Jian-ping. Optimization of Process Parameters for Short Arc Machining of Nickel Base Superalloy[J]. Machine Tool & Hydraulics, 2018, 46(11): 106-110.
[10] MOHAMED A R, ASFANA B, ALI M Y. Investigation of Recast Layer of Non-Conductive Ceramic Due to Micro- EDM[J]. Advanced Materials Research, 2013, 845: 857-861.
[11] 万壮, 杨学锋, 夏国峰, 等. 激光频率对激光干式清洗机理及表面性能的影响[J]. 表面技术, 2021, 50(5): 70-77.
WAN Zhuang, YANG Xue-feng, XIA Guo-feng, et al. Effect of Laser Frequency on the Mechanism and Performance of Laser Dry Cleaning[J]. Surface Technology, 2021, 50(5): 70-77.
[12] 徐子法, 焦俊科, 张正, 等. 镍基高温合金激光修复工艺研究[J]. 材料导报, 2019, 33(19): 3196-3202.
XU Zi-fa, JIAO Jun-ke, ZHANG Zheng, et al. Research on Laser Repair Process of Ni-Based Superalloy[J]. Materials Reports, 2019, 33(19): 3196-3202.
[13] 李刚卿, 赵延强, 刘永刚, 等. 301不锈钢焊后氧化物激光清洗工艺研究[J]. 应用激光, 2019, 39(2): 256-262.
LI Gang-qing, ZHAO Yan-qiang, LIU Yong-gang, et al. Laser Cleaning Process of Post-Weld Oxide on 301 Stainless Steel[J]. Applied Laser, 2019, 39(2): 256-262.
[14] 胡太友, 乔红超, 陆莹, 等. 激光除漆对Ti17合金表面组织性能的影响[J]. 表面技术, 2018, 47(3): 7-12.
HU Tai-you, QIAO Hong-chao, LU Ying, et al. Effects of Laser De-Painting on Microstructure and Properties of Ti17 Alloy[J]. Surface Technology, 2018, 47(3): 7-12.
[15] HE Hai-dong, QU Ning-song, ZENG Yong-bin. Lotus- Leaf-Like Microstructures on Tungsten Surface Induced by One-Step Nanosecond Laser Irradiation[J]. Surface and Coatings Technology, 2016, 307: 898-907.
[16] 王付胜, 何鹏, 郁佳琪, 等. 氩离子轰击对中频-直流磁控溅射铝薄膜耐蚀性能的影响[J]. 表面技术, 2019, 48(3): 185-194.
WANG Fu-sheng, HE Peng, YU Jia-qi, et al. Effects of Argon Ion Bombardment on Corrosion Resistance of Al Film Deposited by Medium Frequency Direct Current Magnetron Sputtering[J]. Surface Technology, 2019, 48(3): 185-194.
[17] 郝文慧, 薛绍展. 新型镍基高温合金的高温氧化行为研究[J]. 稀有金属材料与工程, 2015, 44(2): 419-423.
HAO Wen-hui, XUE Shao-zhan. High Temperature Oxidation Behavior of a New Nickel-Base Superalloy[J]. Rare Metal Materials and Engineering, 2015, 44(2): 419-423.
[18] ARCHANA M, RAO C J, NINGSHEN S, et al. High- Temperature Air and Steam Oxidation and Oxide Layer Characteristics of Alloy 617[J]. Journal of Materials Engineering and Performance, 2021, 30(2): 931-943.
[19] 朱明, 周建忠, 孟宪凯, 等. 基于响应面的Q345C钢锈层激光清洗工艺参数优化[J]. 表面技术, 2019, 48(11): 381-391.
ZHU Ming, ZHOU Jian-zhong, MENG Xian-kai, et al. Optimization of Laser Cleaning Process Parameters for Q345C Steel Rust Layer Based on Response Surface[J]. Surface Technology, 2019, 48(11): 381-391.
[20] 张伟, 冯强, 程光华, 等. 飞秒激光对镍基合金的损伤机制和阈值行为[J]. 光学学报, 2014, 34(12): 348-354.
ZHANG Wei, FENG Qiang, CHENG Guang-hua, et al. Femtoseoncd Laser-Induced Ablation Regimes and Thresholds in a Nickel-Based Superalloy[J]. Acta Optica Sinica, 2014, 34(12): 348-354.
[21] 连峰, 张会臣, 庞连云. Ti6Al4V表面纹理制备及其润湿性[J]. 功能材料, 2011, 42(S3): 464-467.
LIAN Feng, ZHANG Hui-chen, PANG Lian-yun. Fabrication of Surface Texture on Ti6Al4V Alloy and Its Wettability[J]. Journal of Functional Materials, 2011, 42(S3): 464-467.
[22] 杨焕, 曹宇, 李峰平, 等. 激光制备超疏水表面研究进展[J]. 光电工程, 2017, 44(12): 1160-1168, 1252.
YANG Huan, CAO Yu, LI Feng-ping, et al. Research Progress in Superhydrophobic Surfaces Fabricated by Laser[J]. Opto-Electronic Engineering, 2017, 44(12): 1160-1168, 1252.
[23] JIANG Tao, KOCH J, UNGER C, et al. Ultrashort Picosecond Laser Processing of Micro-Molds for Fabricating Plastic Parts with Superhydrophobic Surfaces[J]. Applied Physics A, 2012, 108(4): 863-869.
[24] 丁雅玉, 苏亚辉, 陈亮. 纳秒激光加工(超)疏水/(超)亲水铝膜的润湿性和雾水收集实验研究[J]. 激光与光电子学进展, 2020, 57(11): 144-150.
DING Ya-yu, SU Ya-hui, CHEN Liang. Experimentally Investigating Wettability and Fog Collection Characteristics of (Super) Hydrophobic/(Super)Hydrophilic Aluminum Membranes Processed by Nanosecond Laser[J]. Laser & Optoelectronics Progress, 2020, 57(11): 144-150.
[25] NIU Chao-nan, HAN Jiang-yue, HU Sheng-peng, et al. Surface Modification and Structure Evolution of Aluminum under Argon Ion Bombardment[J]. Applied Surface Science, 2021, 536: 147819.
[26] 马玉山, 王鑫林, 何涛, 等. 金属表面腐蚀层及涂层的激光干式清洗研究进展[J]. 表面技术, 2020, 49(2): 124-134.
MA Yu-shan, WANG Xin-lin, HE Tao, et al. Research Progress in Dry Laser Cleaning on Corrosion and Coating Layers of Metal Surfaces[J]. Surface Technology, 2020, 49(2): 124-134.
Effect of Cleaning Process on Brazing Property of GH4099 Honeycomb Sandwich Structure
1,2,3,1,2,3,1,2,3,1,2,3,1,2,3,1,2,3
(1. Shanghai Shenjian Precision Machinery Technology Co., Ltd., Shanghai 201600, China; 2. Shanghai Spaceflight Precision Machinery Institute, Shanghai 201600, China; 3. Shanghai Engineering Technology Research Center of Near-Net Shape Forming for Metallic Materials, Shanghai 201600, China)
Pre-welding cleaning process is of great importance for honeycomb sandwich structure to gain a satisfactory brazed joint. Due to the poor stiffness in plane direction of honeycomb core, the more effective cleaning method for honeycomb is non-contact cleaning, including laser cleaning and ion bombardment cleaning. The work aims to study the effects of laser cleaning and ion bombardment cleaning methods on brazing property of GH4099 honeycomb sandwich structure, and optimize the pre-welding cleaning process of honeycomb sandwich structure.
The GH4099 strips were cleaned to remove oxide layers by polishing with 400-grit sandpaper, laser cleaning and ion bombardment respectively. Laser cleaning was performed on 200 W nanosecond fiber laser cleaning machine (HL200- RSP2) with the frequency of 2 000 Hz, and scanning speed of 7 000 mm/s, and laser power varying from 60 w to 200 W. Ion bombardment cleaning was performed on homemade surface activation/joining combined forming equipment. The cleaning time was varied from 1 h to 2 h with cleaning power of 100 W and acceleration voltage of 200 V and vacuum pressure of 1.6 Pa. Characters of morphology, roughness and O element content of the cleaned strip surface were detected by using stereo microscope (ZEISS, SteREO Discovery.V8), surface roughness measuring instrument (Mitutoyo SJ-210) and scanning electron microscope (FEI Nova 450); BNi2 brazing filler metal foil with thickness of 0.05 mm was cut into squares with size of 10 mm×10 mm, and wettabilities of BNi2 foils on cleaned surfaces with different cleaning processes were characterized by brazing wetting test. The cleaning parameters were optimized by the comparative analysis of these test results. Then honeycombs were cleaned at the optimized parameters of laser cleaning and ion bombardment respectively, and honeycomb sandwich structures were brazed. Both wetting test and brazing process were performed in the joining chamber of surface activation/joining combined forming equipment at the temperature of 1 020 ℃ for 15 min with vacuum pressure less than 5×10‒3Pa and heating rate of 10 ℃ per minute. And samples were cooled to room temperature with furnace after brazing. Tensile properties of brazed joints of honeycomb sandwich structure with different cleaning methods were tested on CMT 5504 tensile test machine at tensile speed of 1 mm/min. Microstructures of brazed joints and fracture morphologies of tensile test specimens were examined by using stereo microscope and SEM respectively.
Results show that the mean content of O element of surface decreased and wettability of filler metal increased with the increasing of laser power, and wetting area fraction increased to 83.5% when laser power increased to 100 W. While the wettability of filler metal decreased since there were residual reticulated oxide on the strip surface when laser power higher than 100 W. With the laser power increased to 200 W, residual reticulated oxide was reduced. With the cleaning time of ion bombardment increased from 1 h to 2 h, oxide layer on the strip surface was gradually removed, and wetting area fraction reached to 91.2% with the cleaning time of 2 h, which was corresponding to that on the surface polished by 400-grit sandpaper. Honeycomb sandwich structure cleaned by ion bombardment for 2 h and brazed at 1 020 ℃ for 15 min had the highest tensile force, and the equivalent tensile strength was 11.9 MPa.
Compared to laser cleaning, ion bombardment can remove the oxides on the honeycomb surface and the nearby side wall simultaneously, and improve the wettability of filler metal to the honeycomb matrix more effectively.
GH4099; honeycomb sandwich structure; laser cleaning; ion bombardment; brazing
V261.8
A
1001-3660(2023)01-0372-09
10.16490/j.cnki.issn.1001-3660.2023.01.038
2021–12–30;
2022–03–11
2021-12-30;
2022-03-11
上海市优秀学术/技术带头人计划项目(21XD1433900);航天八院产学研合作基金项目(USCAST2020-3)
Program of Shanghai Academic/Technology Research Leader (21XD1433900); Industry University Research Cooperation Fund Project of the Eighth Academy of Astronautics (USCAST2020-3)
马平义(1992—),男,硕士,工程师,主要研究方向为材料加工。
MA Ping-yi (1992-), Male, Master, Engineer, Research focus: materials manufacturing.
彭赫力(1986—),男,博士,研究员,主要研究方向为材料加工。
PENG He-li (1986-), Male, Doctor, Researcher, Research focus: materials manufacturing.
马平义, 陈旭, 韩兴, 等. 清洗工艺对GH4099蜂窝夹层结构钎焊性能的影响[J]. 表面技术, 2023, 52(1): 372-380.
MA Ping-yi, CHEN Xu, HAN Xing, et al. Effect of Cleaning Process on Brazing Property of GH4099 Honeycomb Sandwich Structure[J]. Surface Technology, 2023, 52(1): 372-380.
责任编辑:万长清
猜你喜欢
中国钢铁业(2022年8期)2022-12-21
中国钢铁业(2022年7期)2022-12-21
中国钢铁业(2022年6期)2022-09-03
中国钢铁业(2022年4期)2022-07-06
科技视界(2017年15期)2017-10-28
西南石油大学学报(自然科学版)(2016年6期)2017-01-15
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
