
高频红外吸收光谱法测定钛条铁中硫含量
2023-02-02 04:11:50赵绥郑文倩陈涛阚绍宽
昆钢科技 2023年4期
赵绥 郑文倩 陈涛 阚绍宽
(武昆股份制造管理部)
1 前言
钛条铁是炼钢企业的原材料,有优良的强度,硬度,密度小质量轻,耐高温,耐低温,有良好的机械加工性能,耐腐蚀性能极好,无磁无毒,换热性能良好。它的加入主要有以下几个作用:1)冷却作用。使转炉在吹炼过程中达到热平衡,达到合格的终点温度。若过程温度很高容易造成喷溅,对去磷不利;2)降低炼钢成本,一般情况下,钛条铁的成本要低于铁水成本。多加入可以降低炼钢成本。有一些钢厂都会根据市场钢材价格来合理控制废钢的加入,钛条铁也是可以考虑的。3)在某些钢厂由于炼钢能力大于炼铁能力,尽量多吃废钢少消耗铁水,尽可能的扩大产能,钛条铁的加入既降低了炼钢成本,又可以提高钢的性能。钛条铁组成Fe2O3为92—96 %,MgO 为0.02—0.1%,CaO 为0.1—0.2 %,TiO2为0.3—0.8 %,P2O5为0.3—0.5 %。在钢铁的冶炼过程中,当铁矿石成本上涨时,钛条铁的生产和应用,有着提高钢材强度,降低生产成本和节约资源的作用,并取得了可观的经济效益。
高频燃烧红外吸收技术被广泛应用于合金、钢铁﹑矿物等的碳元素和硫元素含量的分析中。本实验中,将这一方法应用于钛条铁中硫含量测定,同时研究了称样量和助熔剂种类、不同的用量,助熔剂的不同放置,叠加顺序,研究出一种方法分析速度快,而且具有较高的准确度和较好的重复性。本实验为钛条铁样品中硫含量的测定提供了方法。
2 实验部分
2.1 实验试剂
(1)碳硫分析专用高纯坩埚:PT 型Φ25 mm×25 mm;
(2)纯铁助熔剂:纯度>99.8 %,粒度<1.25 mm,C:<0.000 5 %,S:<0.000 5 %;
(3)纯钨助熔剂:W ≥99.95 %,规格:-20目~+40 目,C:≤0.000 8 %,S:≤0.000 5 %;
(4)碳硫专用标准样品:YSBC11114-94。
2.2 实验仪器及工作条件
钢研纳克高频红外碳硫分析仪(CS-3 000),LE84E 型电子分析天平。
仪器的工作条件如下:分析流量3 L/min,氧气压力0.3 MPa,氮气压力0.3 MPa,分析时间1 min,室内相对湿度不大于60 %。
2.3 实验方法
在碳硫专用瓷坩埚中称取一定质量的试样,录入试样质量,再加入适量助熔剂,得到混合试料;将混合试料放入高频红外碳硫分析仪,按高频红外碳硫分析仪选定的工作条件,在新建的钛条铁通道中进行混合试料硫含量测量,仪器自动计算得到测量值,并多次重复测定。
3 实验结果与讨论
3.1 称样量的选择
钛条铁中铁含量高,能正常燃烧,但由于钛条铁没有方法标准可以借鉴测样,只能根据经验采用基体相同的样品配合做样,为了能出合理的结果,待测样品不能多放,逐次少量增加。本实验分别对称样量为10 mg、20 mg、30 mg、40 mg和50 mg 时对硫含量测定结果的影响,分析结果见表1。
由表1 可知:当称样量增加时,分析结果降低,表明称样量过多导致燃烧不充分。当称样量为30 mg 和20 mg 时,试验测定结果较稳定,试样可以得到充分的燃烧;称样量在10 mg 时,RSD 为2.80 %,重复性较差,可能是因为试样不均匀,天平的称量误差或仪器的重复性误差等造成的。从称样量30 mg 和20 mg 时来看,20 mg 比较准确。
3.2 助熔剂的种类和叠放顺序
考虑到钛条铁能否充分燃烧,尝试添加多元助熔剂。本试验采用钨-铁助熔体系,其中纯铁的作用是提供导磁性能,纯钨则是用于提高熔融温度。另外试样与多元助熔剂的叠放顺序也能够影响试验效果。本实验中发现当样品置于上层时,石英管污染较为严重,因此采用了这种叠放次序,钛条铁样品置于坩埚最底部,纯铁置于中间,纯钨置于上层的方式,这种叠放次序不仅可以保证样品能够充分燃烧,还可以避免污染石英管以及防止熔融物的飞溅。
3.3 助熔剂配比的选择
选择试样称样量为20 mg,对纯铁和纯钨的用量分别进行测定,分析结果见表2。
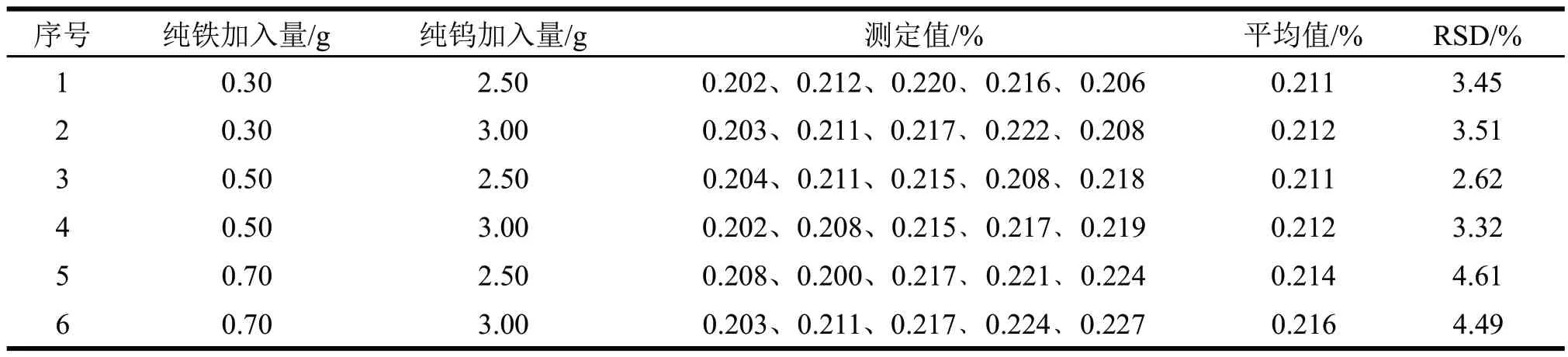
表2 助熔剂用量及配比对测定结果的影响(n=5)
由表2 可以看出:方案3 和4 的结果较为理想,且平均值和RSD 均相同,但考虑到节约成本,因此选择方案3 作为最佳分析条件,因此选择添加0.50 g 的纯铁,然后再加入2.50 g 纯钨。
3.4 精密度实验
平行测定11 组试样,测定其精密度,结果见表3。

表3 精密度试验(n=11)
由表3 可以看出:采用高频红外吸收光谱法来对钛条铁中的硫含量进行测定时,精密度较好。
3.5 加标回收实验
称取不同质量的碳硫专用标准样品:GBW01310(S 标准值0.122 %)添加到试样中,分别配制3 组,测定其回收率,分析结果见表4。

表4 加标回收试验结果
由表4 可以看出:加标回收率在100.88%~102.56 %之间,能够满足钛条铁中硫含量的准确测定。
4 结论
本实验利用高频红外吸收光谱法对钛条铁中硫含量进行测定,通过实验条件的优化出,称样量0.020 0 g,纯铁0.50 g,纯钨2.50 g 时,测定效果最好。这一方法分析速度较快,具有精密度高,稳定性好等优点,能够满足日常分析的需要,同时也解决了钛条铁样品中硫含量的测定问题。
猜你喜欢
分析仪器(2022年5期)2022-10-14 09:58:04
中国石油大学学报(自然科学版)(2022年4期)2022-09-05 06:34:14
科学导报(2022年47期)2022-05-30 10:48:04
科学导报(2022年53期)2022-05-30 10:48:04
陶瓷学报(2021年3期)2021-07-22 01:05:00
化工管理(2021年7期)2021-05-13 00:45:08
应用技术学报(2020年2期)2020-02-21 21:25:06
中国铸造装备与技术(2017年3期)2017-06-21 11:33:42
铜业工程(2015年4期)2015-12-29 02:48:27
资源再生(2010年5期)2010-09-14 07:05:06
