
集装箱板SPA-H翘曲原因及改善措施
2023-01-16 04:03粟劲超
四川冶金 2022年6期
粟劲超,周 靓,周 波
(柳州钢铁集团有限公司,广西 柳州 545002)
近年来,物流行业蓬勃发展,集装箱运输以其装卸方便,运费便宜等优点越来越受到运输行业的欢迎。随着集装箱板的市场份额急速扩大,使用要求的提升,客户对其外形精度的要求也越来越高。虽然明确板形控制是带钢外形精度的关键,但生产过程中板形问题仍难以解决[1]。高强集装箱板带钢在生产过程的不均匀延伸和后续裁切加工过程中几何尺寸改变使应力重新分布都会导致翘曲现象,这使翘曲问题日益成为提高产品质量的一个重要瓶颈[2]。集装箱板作为柳钢热轧厂的主导品种之一,其性能与板形等质量因素对成品合格与否有重要影响。柳钢热轧厂生产的集装箱板存在板形翘曲的现象,特别是2021年二季度生产的集装箱板,客户反馈在进行板带裁切加工后,出现了严重的翘曲现象,给后续加工造成很大困难。因此,为了解决集装箱板翘曲问题,本文将通过生产情况统计分析,力学性能试验等方法,对集装箱板翘曲的原因进行了分析,并通过对成分、轧制工艺、冷却工艺和矫直工艺等进行优化,改善集装箱板裁切加工后翘曲问题。
1 材料及生产过程
以柳钢热轧厂1450 mm线生产的4 mm×1350 mm规格集装箱板SPA-H为试验对象,主要化学成分如表1所示。批量跟踪该钢种的生产情况,其主要生产流程为:铁水脱S→转炉冶炼→LF(浅)精炼→板坯连铸(电搅+软压下)→精整→送热轧→铸坯加热→粗轧→精轧→卷取→(平整)→包装→入库,具体轧制工艺参数如表2所示。

表1 集装箱钢板SPA-H的化学成分 单位:%

表2 带钢轧制工艺参数
2 翘曲原因分析
轧制过程实质上是单向压缩、双向延伸的塑性变形的过程。而塑性变形是一个复杂的物理过程,受到许多因素的影响,再加上材料本身的特性,就形成了最终的轧制状态。翘曲的力学机理是带钢在宽度和厚度方向的不均匀延伸分布导致的弯曲变形。相关研究表明造成翘曲的原因主要为[3]:(1)热轧带钢在宽度和厚度方向上变形和应力分布不均匀;(2)热轧带钢长度方向上曲率分布不均匀;(3)热轧钢板内部出现内应力,如冷却不均匀形成各种不均匀的残余应力等。
针对用户反馈的问题,对热轧现场的生产情况以及客户的生产状况进行了分析。集装箱板带钢在使用过程中一般都要经历三个加工过程,下料裁切、塑性成形、焊接连接。其中,下料裁切后由于高强集装箱板固有的内应力较大特性,导致使用中带钢开卷为平板时,存在沿长度方向的板形翘曲缺陷,并且用户反馈裁切后,在较大的内应力释放同时还会出现边浪,如图1所示,这给后续加工造成很大的困难。此外,用户在反映钢卷翘曲的同时,提出了强度较高现象,这对其后序的成型工序有不少的压力,为此我们获取了二季度生产钢卷的强度情况,如表3所示。由表3可知,其对应的屈服强度和抗拉强度在满足了标准的要求的同时都比较高。强度较高会影响平整矫直能力,如果用户矫直能力较弱,难以消除残余应力的不均匀性,就越易造成裁切后的翘曲程度,可见强度较高也是影响带钢翘曲严重的一个重要原因。

图1 集装箱板裁切后钢板翘曲情况

表3 2021年二季度生产的集装箱板SPA-H的力学性能
2.1 成分与轧制工艺
为了降低集装箱板强度因素对翘曲的影响,首先对集装箱板的轧制工艺进行了优化。2021年5月份通过调整轧制工艺参数,进行了不同轧制速度、不同终轧温度和不同卷取温度对集装箱板性能的影响的试验,得到了降低轧制速度、提高终轧温度和卷取温度有利于降低集装箱板强度的规律。在综合考虑了轧线的因素,2021年6月份对1450线的热轧4 mm×1350 mm规格的集装箱板的终轧温度和卷取温度进行优化调整,将终轧温度提高20 ℃,卷取温度提高了30 ℃,具体工艺调整如表4所示。6月份实施轧制工艺优化以来,厚规格箱板强度降低约10~20 MPa,且整体性能波动性略有改善,工艺调整前后集装箱板强度变化趋势如图2所示,用户反馈使用效果有一定改善,批量性下料变形问题总体有所缓解,但强度偏高、钢板回弹较大的问题依然存在。

表4 带钢轧制工艺参数

图2 轧制工艺优化前后性能对比
对不同工艺调整后带钢的性能变化情况进行大量的对比跟踪试验,确认大范围工艺调整均对厚规格箱板的性能调控作用不明显。为了进一步的缓解强度因素对翘曲回弹的影响,在优化轧制工艺的基础上,采取了成分优化的方式,通过降低了SPA-H集装箱板中的Si、Mn元素,达到进一步降低集装箱板强度,具体成分变化如表5所示。对采取成分和轧制工艺优化的集装箱板进行拉伸试验,其性能情况如表6所示。由表6可知,对比未采取成分优化的试样,集装箱板的强度降低了20~30 MPa,用户反馈钢卷裁切后翘曲的现象有进一步的缓解,但总体的性能波动大,翘曲情况仍然存在。

表5 调整后集装箱钢板SPA-H的化学成分 单位:%

表6 成分和轧制工艺优化后集装箱板SPA-H的力学性能
2.2 残余应力的降低和均匀化
通过优化成分和轧制工艺后,集装箱板的翘曲严重性有了明显的缓解,但由于性能波动较大,集装箱板还存在翘曲情况,而且裁切后集装箱板的浪形也存在,这说明集装箱板中的还存在大量不均匀分布的残余应力。集装箱板在自然冷却到室温后,其每一个横截面内均存在残余应力,一般情况下沿厚度方向上的任一点上的应力分布形状,如图3所示[3]。如果应力分布沿厚度宽度方向上是一样的话,矢量和及力矩和都为零,这样的钢板在裁切之后,就不会翘曲。然而热连轧生产的带钢其内部和上下表面都还残留着局部的残余应力,由于这种残余应力延长度和宽度方向不均匀分布,会对钢板截面产生一个力矩,这样的力矩往往会导致钢板在裁切后发生翘曲。
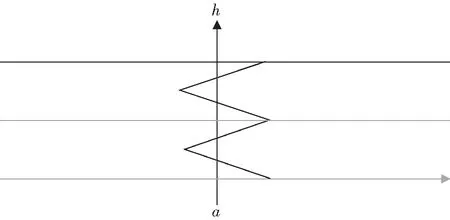
图3 带钢沿厚度方向的残余应力的分布示意图
为了缓解残余应力对裁切后钢板翘曲的影响。针对冶炼成分、轧制工艺调整后性能稳定性不足、残余应力分布不均的情况,对轧后的冷却工艺进行了优化。在前期试验跟踪的基础上,对不同冷却模式条件下的性能变化情况进行大量的对比试验,最终得到了将轧后冷却模式由急冷调整为快冷,同时对轧制速度、机架间带钢水的选用进行相应的窄窗口优化控制,旨在进一步降低轧后冷却速度和冷却均匀性,缓解强度偏高、钢板内应力不均匀导致的裁切翘曲变形问题。对冷却工艺优化后的集装箱板性能进行测试,其强度情况如表7所示。集装箱板强度较6月份,再次下降15~20 MPa,性能稳定性也得到进一步提升。经跟踪确认,用户反馈冷却工艺优化后的钢卷,残余应力降低的同时均匀性也提高了,裁切后钢板翘曲问题基本消除。

表7 2021年二季度生产的SPA-H的力学性能
2.3 矫直工艺优化
柳钢热轧厂对裁切后集装箱板矫直工作进行了跟踪,选取了与用户同批次有翘曲问题的钢卷进行平整矫直试验。经过对比发现,试验钢卷在经过热轧厂内正常的矫直后,均没有翘曲问题,但当采用降低矫直能力的手段后,裁切后的钢板翘曲现象就出现了,而且强度越高,翘曲现象越严重。由此可推断,用户反馈裁切后钢板的翘曲问题与其矫直设备能力和工艺有关。当集装箱板的强度较高时,矫直难度加大,就会出现矫直效果不明显,带钢矫直后仍存在边浪、翘曲等问题。生产实践证明,在矫直设备能力足够的条件下,合理设置矫直工艺可以得到整张平直的钢板[4]。
相关文献表明,随着带钢的强度及原始曲率增大,残余应力值有增大的趋势,翘曲程度则随钢板的强度和原始曲率越大而增大,并且裁切后的翘曲情况很可能是一致的。要解决热连轧集装箱板裁切后翘曲的问题,必须消除带钢沿长度方向上的曲率,然后使上下表面的残余应力均匀化。因此,技术人员需根据集装箱板带翘曲情况,对用户矫直的工艺参数进行优化。(1)改进矫直机深弯辊和反弯辊的使用方式。在开卷穿带完成后继续保持深弯辊与反弯辊的配合,使其一直紧紧压着带钢,达到消除原始曲率的目的。(2)对矫直机辊缝设定进行优化。重新调整矫直机的辊缝初始设定值,并且保证在矫直过程中辊缝根据带钢厚度变化进行调整,利用粗矫直辅助精矫直对带钢的残余应力进行均匀化。(3)优化支撑辊的位置设定。在矫直过程中,保证矫直辊受到支撑辊的支撑作用,避免矫直过程中矫直辊产生弯曲,未使整个带钢表面受到矫直作用。对集装箱热轧带钢采用优化的矫直工艺后,带钢矫直效果大幅度提升,用户反馈裁切翘曲情况基本消除。
3 结语
(1)针对用户反馈的问题,对热轧现场的生产情况以及客户的生产状况进行了分析,认为集装箱板翘曲的主要原因是带钢局部残余应力分布不均匀和强度较高。
(2)对集装箱板的成分和轧制工艺调整后,带钢的强度降低了20~30 MPa,翘曲现象有一定改善。通过轧后冷却工艺的优化,降低冷却速度和冷却均匀性,带钢的强度再次降低了15~20 MPa,进一步缓解强度偏高、钢板内应力不均匀导致的裁切翘曲变形问题,裁切后翘曲问题明显改善。
(3)针对用户集装箱板矫直效果差的问题,通过优化矫直工艺,矫直效果大幅提升,裁切翘曲情况基本消除。
猜你喜欢
山西冶金(2022年2期)2022-06-04
昆明医科大学学报(2022年2期)2022-03-29
设备管理与维修(2021年1期)2021-03-05
重型机械(2020年3期)2020-08-24
中国重型装备(2020年2期)2020-04-08
现代装饰(2019年7期)2019-07-25
中国公路(2017年8期)2017-07-21
制造业自动化(2017年2期)2017-03-20
中国医疗美容(2015年1期)2015-07-12
专用汽车(2015年2期)2015-03-01
