KGT150机车齿轮油的研制
2023-01-12 10:37廖丰斌黄芸琪张建荣华秀菱陈志忠张遂心
石油商技 2022年5期
廖丰斌 黄芸琪 张建荣 华秀菱 陈志忠 张遂心
中国石油润滑油公司产品设计中心
近年来,中国经济持续快速增长,铁路运输需求也随之增加,对快捷的需求也越来越高,由此带来了电气化线路的扩张和电力机车的快速发展。和谐号机车有CRH、HXD和HXN三个系列,其中HXD系列包括HXD1型、HXD2型和HXD3型机车,该系列是引进技术并国产化的新一代交流传动货运机车[1]。
HXD3D型机车是交流电传动六轴干线客运电力机车,由中国北车集团大连机车车辆有限公司研发及生产,为200 km等级的客运型机车,最大运营速度为160 km/h,功率7 200 kW,为国内最大功率的客运型机车之一。HXD3D型机车可缓解全路准高速机车运用的紧张状况,填补中国内地交流传动大功率机车在准高速范围内实际运用的空白[2]。
HXD3D型客运电力机车是功率最高的新型电力客运机车之一,凭借7 200 kW的功率,可轻松牵引20节的旅客列车,一次最多可输送3 000名旅客[2]。与现有普及的交流客运机车相比,一方面它的牵引性能有了大幅提高,速度提高了30%;另一方面与相同速度的传统直流客运机车相比,它的加速时间和加速距离又缩短了至少一半,从启动到加速至160 km/h,只需5 min,客运机车的轴重20 t,整备质量126t[3],由于该型号机车为高速重载工况,故要求油品在高速冲击和高扭矩等苛刻条件下具有突出的极压抗磨性和优异的承载能力。齿轮箱运行温度在70 ℃左右,最高温度120 ℃,由于车辆的运行区间南北跨度大,要求油品满足-40 ℃环境下的使用要求,因此要求油品具有良好的黏温性能和低温流动性能。
铁路和谐客运电力机车是目前铁路系统主要的运力车辆,中车集团下属各车辆制造企业在研发和谐客运电力机车的过程中大部分关键零部件已经国产化,但在驱动装置部分仍以直接引进国外产品为主,在齿轮油的使用上仍以齿轮箱厂商指定的进口润滑油为主。根据《中国制造2025》要求,我国铁路机车齿轮箱用油国产化迫在眉睫。因此铁路和谐电力机车配套齿轮油的研制,是解决国内铁路和谐客运电力机车齿轮油国产化的重要措施,并具有实际市场推广意义。根据需求,本文对和谐客运电力机车使用工况开展调研,并对国外竞品进行分析,结合油品使用工况和竞品性能特点,通过实验室大量的考察,最终成功研制出满足和谐客运电力机车润滑需求的昆仑KGT150机车齿轮油产品。
铁路机车在用齿轮油调研
通过对HXD3D型客运电力机车在用国外竞品进行调研,这款油品只有150黏度级别产品,主要应用于极端气候和负荷条件下铁路机车驱动装置齿轮的润滑,是一种合成型高性能长寿命齿轮油。该国外竞品理化分析结果见表1。

表1 国外竞品理化分析数据
从表1分析数据可以看出,国外竞品是一款全合成车辆齿轮油,具有良好的黏温性能、低温性能、优异的极压抗磨性及突出的承载能力。
KGT150机车齿轮油的研制
结合油品使用工况和竞品性能特点,通过基础油和添加剂的筛选考察,研制出满足HXD3D型客运电力机车润滑需求的昆仑KGT150机车齿轮油产品。
基础油的选择
首先对KGT150机车齿轮油的基础油进行了筛选,结合HXD3D型客运电力机车齿轮箱运行温度在70 ℃左右,最高温度120 ℃,另外由于车辆的运行区间南北跨度大,要求油品满足-40 ℃环境下的使用要求,因此基础油选用具有优异的黏温性能和低温流动性能的PAO合成油进行复配调合,添加部分酯类油增加油品的溶解性,油品具有优异的黏温性能和低温流动性能。基础油筛选方案见表2。
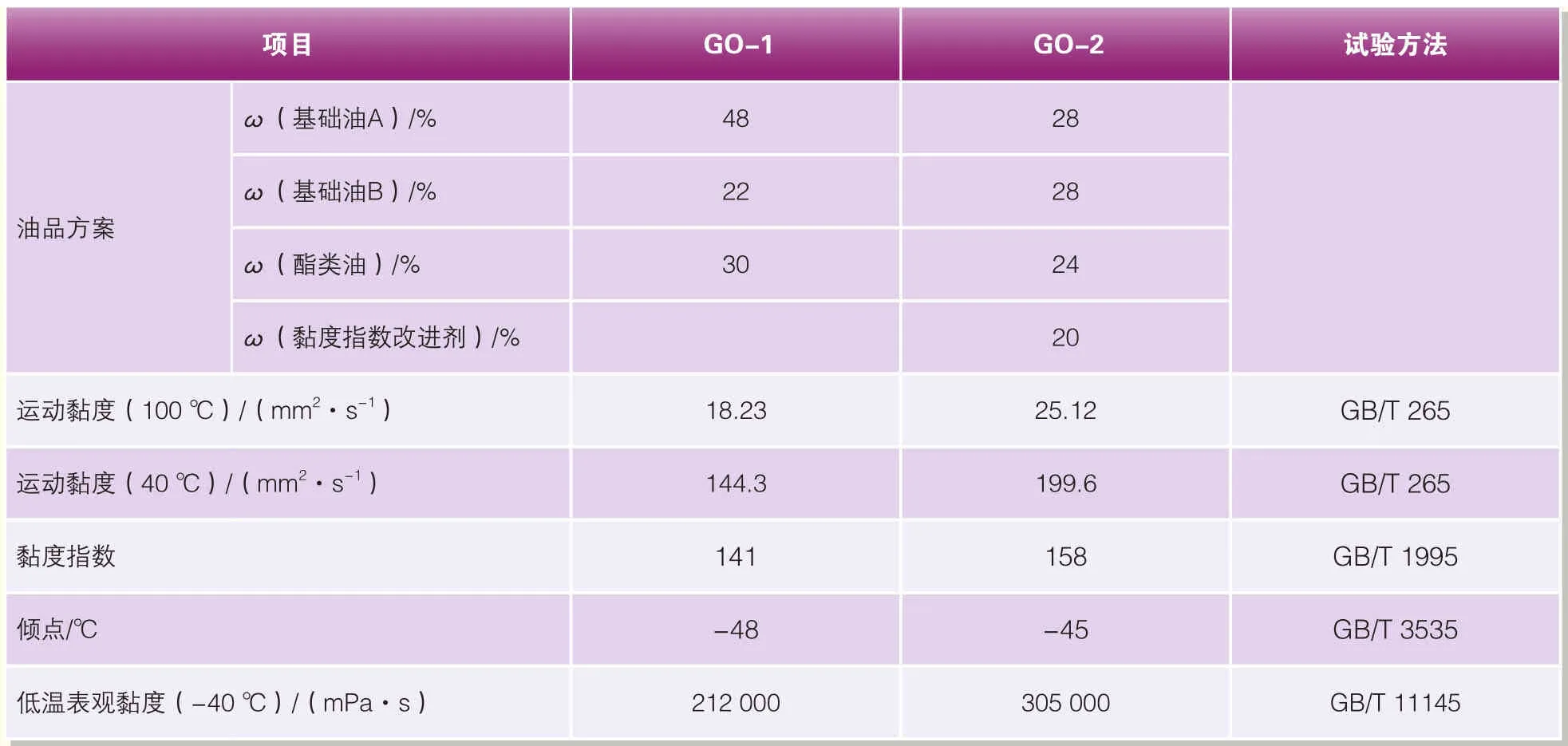
表2 KGT150机车齿轮油基础油的选择
从表2可以看出,GO-2 40 ℃运动黏度不能满足150黏度级别要求,且低温表观黏度不能满足指标要求。经成本核算,GO-2成本远高于GO-1。GO-1 40 ℃运动黏度为144.3 mm2/s,可满足150黏度级别要求,-40 ℃低温表观黏度与国外竞品相当,且引入高黏度合成基础油替代黏度指数改进剂,可以有效避免因齿轮剪切带来的黏度下降问题。因此,初步确定GO-1方案为KGT150机车齿轮油基础油方案。
添加剂的选择
前文提到HXD3D型客运电力机车运行工况为高速重载工况。一般低速重载工况采用重负荷工业齿轮油配方,高速重载工况采用重负荷车辆齿轮油配方,因此添加剂应采用车辆齿轮油配方。借鉴前期长寿命车辆齿轮油配方[4],选用复合剂A。因现有配方体系无法满足20万km换油周期的需求,需添加补强剂对油品的抗氧化性能进行补强。将补强剂、复合剂A加入选定的基础油中进行油品调合,采用强化L-60-1热氧化稳定性台架对油品的抗氧化性能进行考察。具体调合方案及数据见表3。

表3 KGT150机车齿轮油抗氧化性能的考察
从表3数据可以看出,GO-4可以满足台架指标要求。添加补强剂可以有效提高油品的抗氧化性能,以满足20万km换油周期的润滑需求。该配方所有齿轮箱均可用,完全可以满足和谐客运电力机车高速重载的工况。
油品全分析数据
依据确定的配方调配了KGT150机车齿轮油,油品与国外竞品的分析数据对比见表4。

表4 KGT150机车齿轮油数据
从表4可以看出,KGT150机车齿轮油各项性能均与国外竞品相当,且黏度指数到达142,优于国外竞品;倾点为-48 ℃,远低于国外竞品;另外在铜片腐蚀和磨斑直径方面均优于国外竞品。因此,KGT150机车齿轮油在黏温性能、低温性能、防腐蚀性能以及抗磨损性能方面优于国外竞品。
KGT150机车齿轮油与竞品的性能评价
为了更好地评价研制油在实际使用过程中的性能,通过SRV摩擦磨损试验、温升试验以及EHD2油膜厚度测定试验等模拟试验对研制油和国外竞品进行对比分析。
试验方法
SRV摩擦磨损试验:采用德国OPTIMOL公司生产的SRV4高频往复线性振动试验机,按NB/SH/T 0847《极压润滑油摩擦磨损性能的测定SRV试验机法》测定油品的磨斑直径和摩擦系数,试验条件为:负荷300 N,频率为50 Hz,时间为2 h,温度为50 ℃,行程1 mm。
温升试验:采用德国Hansa Press公司生产的VKA 110四球试验机测试油品在使用过程中的温度变化情况。试验条件:轴承浸泡在38 mL被测油品中,转速4 000 r/min,载荷5 000 N,时间为120 min。
EHD2油膜厚度测定试验:采用英国PCS公司生产的EHD2油膜厚度测定仪,测试油品在80 ℃和120 ℃,载荷25 N条件下的油膜厚度。
SRV摩擦磨损试验
SRV摩擦磨损试验为固定载荷和温度的往复运动,主要用于评价润滑油的抗磨损性能和摩擦特性。KGT150机车齿轮油和国外竞品的SRV摩擦磨损试验曲线如图1所示。

图1 SRV摩擦磨损试验曲线
从图1可以看出,KGT150的摩擦系数随首试验时间的进行始终保持平稳,与国外竞品相当,表明两者均具有良好的摩擦特性。
温升试验
润滑油使用过程中受到剪切和压缩作用产生热量,会引起温度升高,从而导致油品黏度下降,进而影响润滑油的承载能力,因此,需要对油品的温升进行考察。采用VKA 110四球试验机进行试验,试验油在一个推力球轴承上进行测试,该轴承通过四球试验机带动。轴承浸泡在38 mL被测的油品中,试验轴承在一个保温材质制成的保护罩中进行试验。借助推力滚子轴承温度适配器测试记录润滑油的温度变化,试验结束后测试得到油品的温度变化值,称之为油品的稳态温度。KGT150机车齿轮油和国外竞品的温升曲线如图2所示。

图2 温升试验曲线
从图2可以看出,KGT150机车齿轮油稳态温度低于竞品,对应实际工况,可以提高齿轮箱传动效率,降低工作温度,并减少功率输出和能源消耗。
EHD2油膜厚度测定试验
成膜能力的评价也是对油品在苛刻工况下减摩特性的考察,成膜能力强,在极端工况下,能够有效对摩擦副起到润滑保护作用,减少摩擦磨损,从而起到减摩作用。KGT150机车齿轮油和国外竞品的油膜厚度曲线如图3、图4所示。

图3 油膜厚度(80 ℃)曲线

图4 油膜厚度(120 ℃)曲线
从图3、图4可以看出,KGT150机车齿轮油在80 ℃条件下平均油膜厚度与国外竞品相当,在120 ℃条件下平均油膜厚度大于国外竞品,表明KGT150相比竞品在高温下具有更为优异的成膜能力,在对应实际工况下可以对设备起到润滑保护作用,减少摩擦磨损。
行车试验
KGT150机车齿轮油在中国北车集团大连机车车辆有限公司生产的HXD3D型机车上开展行车试验,试验线路为西起兰州站、东至连云站的陇海铁路,全长1 759 km,东西跨度大。试验车辆共3台,齿轮箱均加装KGT150机车齿轮油,运行20万km左右数据分析无异常。其中一台车行车试验油液监测数据见表5。
从表5可以看出,初始0 km油样中含有少量铁、铜,推断来源于齿轮箱旧油。因为试验车辆并非新车,试验前需要将齿轮箱内旧油放净后加入新油,但旧油无法完全放净,因此有部分残留。车辆运行20万km铁元素含量未超过100 mg/kg,远低于参考换油指标的要求;铜元素含量未超过10 mg/kg,远低于参考换油指标的要求。另外,黏度变化、酸值变化以及正戊烷不溶物含量都很小,表明KGT150机车齿轮油能够满足HXD3D型机车齿轮箱润滑需求。
结束语
☆通过对HXD3D型客运电力机车使用工况开展调研,并对国外竞品进行分析,结合油品使用工况和竞品性能特点,通过对基础油、添加剂的筛选,成功研制出昆仑KGT150机车齿轮油产品。研制油在黏温性能、低温性能、防腐蚀性能以及抗磨损性能方面优于国外竞品。
☆模拟试验结果表明,研制油相比某国外竞品具有更好的摩擦特性、温升性能以及成膜能力。
☆采用研制油在HXD3D型机车上开展了行车试验,运行20万km时数据分析无异常,研制油能够满足HXD3D型机车齿轮箱润滑需求。
猜你喜欢
现代城市轨道交通(2022年11期)2022-11-21
电气技术(2022年5期)2022-05-23
汽车实用技术(2022年7期)2022-04-20
润滑油(2021年4期)2021-11-27
石油商技(2021年1期)2021-03-29
哈尔滨铁道科技(2020年3期)2021-01-18
铁道通信信号(2020年1期)2020-09-21
北方牧业(2019年22期)2019-12-04
中国科技纵横(2019年10期)2019-07-01
汽车与驾驶维修(维修版)(2018年12期)2019-01-05