PID控制回路评估与优化研究
2023-01-11 03:05王玉芹
今日自动化 2022年10期
王玉芹
(国家能源集团宁夏煤业公司,宁夏银川 750004)
宁夏煤业百万吨级烯烃智能制造新模式项目2016年列为智能制造新模式应用试点项目,包括100万t/a 裂解、45万t/a PE、60万t/a PP、15万t/a 合成氨及公用工程。在这个项目中充分发挥了“产、学、研、用”相结合的优势,通过联合项目攻关团队建设,完成了百万吨级烯烃智能制造新模式的研究和推广应用。项目建设过程中应用并集成优化了大量国内国际先进技术,形成了具有自主知识产权的新技术和新模式。其中PID 控制回路的应用与分析优化技术取得了良好的效果。
1 技术简介
百万吨级烯烃裂解装置是石化领域集成度最高的装置之一,整个装置共设计500多回路,其模式涵盖选择控制+分程+超弛分程、分程+超弛、分程+高低选以及标准PID 等,涉及到的过程物料集成度以及热集成度都很高,耦合严重,给回路参数的优化造成了很大难度。为实现全装置回路有效管理及参数优化,采用PID 性能评估及优化技术,该技术方法主要分为MVC 评估方法、LQG 分析方法、频率分析等,对装置所有回路信息进行提取、分类、评估、辨识、分级,并生成一系列模型,形成新的PID 参数,应用综合指标策略进行统一评估并在web 端进行展示管理,实现基础回路统一管理、优化,提升了装置回路级别管路运行水平。
2 关键技术
2.1 MVC
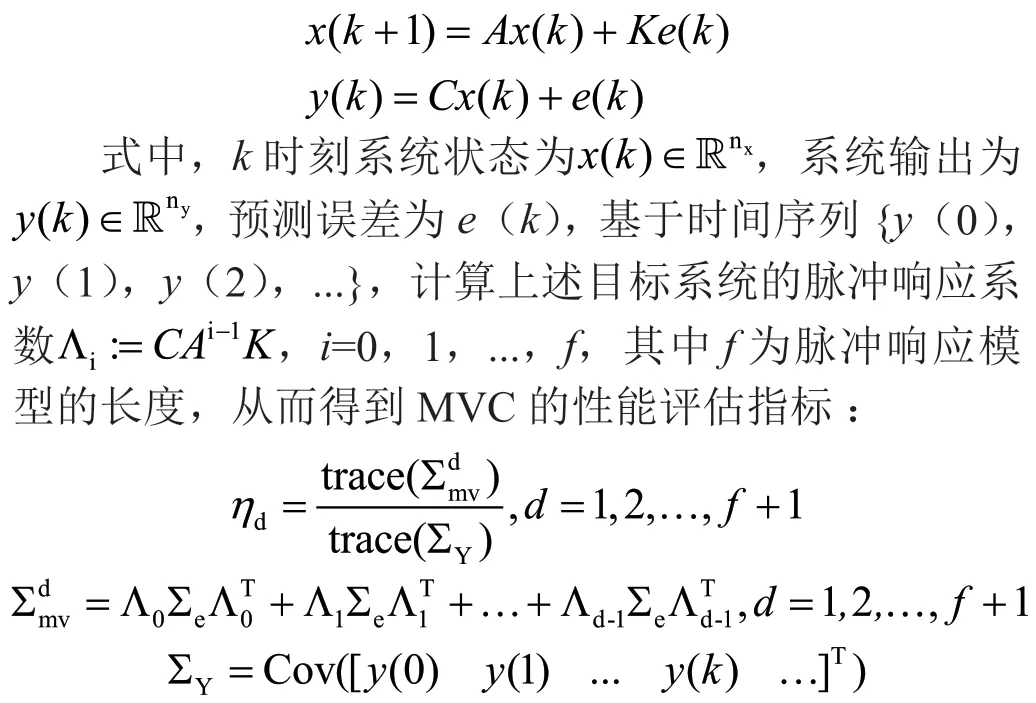
MVC 全称是最小方差控制,将最小方差作为控制器性能基准,来进行性能评价,它是理想状态下的控制回路动态响应。在PID 性能评估中,可以用来衡量当前PID 控制性能的优劣。该技术的基本思路是把目标回路表示成以下模型:
2.2 LQG
LQG 是另外一种基于子空间辨识方法的性能评估方法,相比MVC 方法同时考虑了过程输出yt的方差和过程输入(控制变量)ut的方差影响:

通过求解最优状态反馈控制律,得到控制变量ut、过程输出yt方差的关系点。通过改变关键参数λ,即可拟合出系统性能曲线,从而求出当前控制方案的性能指标。
PID 整定技术采用了一种全面的基于模型的方法来设计PID 控制器,能够根据不同的PID 控制结构(常规PID、微分先行PID、比例微分先行PID)切换对应的整定算法。其核心思想采用基于内模控制(IMC)的方法实现。图1是内模控制器设计图。
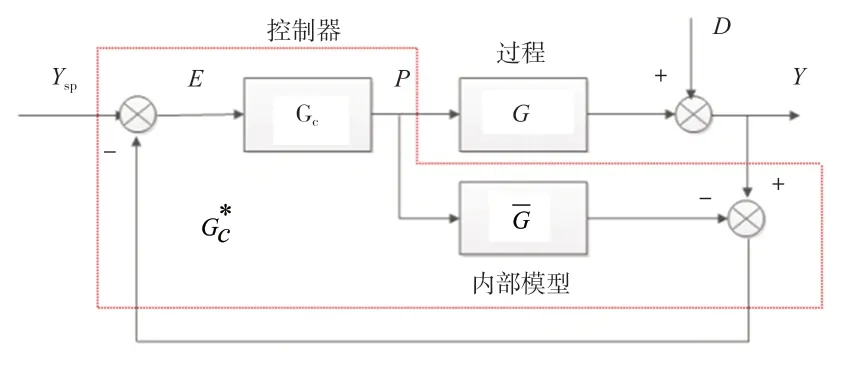
图1 内模控制器设计图
闭环系统的传递函数为:
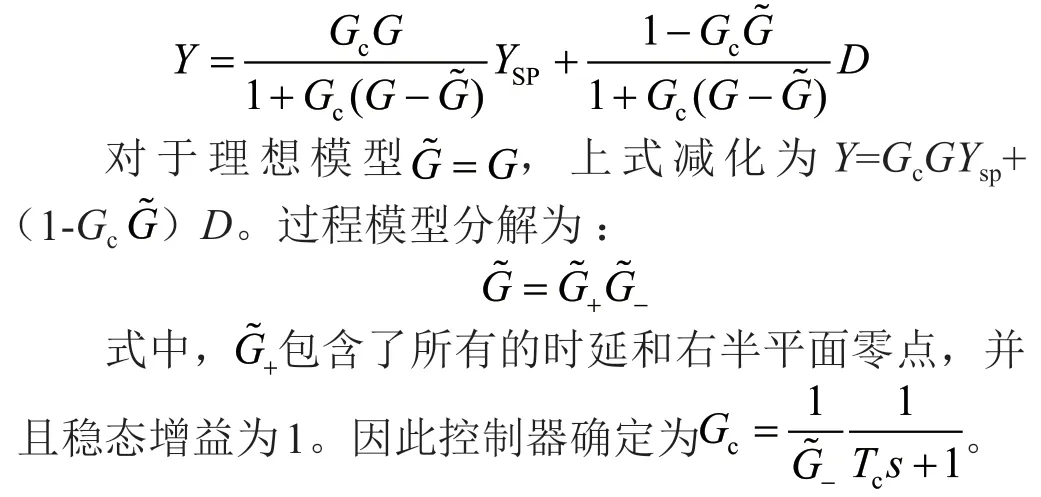
对于高级用户,PID 整定软件还提供了动态性能的需求。算法可以根据用户提出的动态响应需求,转化成增益裕度和相位裕度的要求;然后,算法再根据两者的要求,计算出对应的PID 三个参数。最终,使得闭环系统的控制性能符合用户的期望。另外,对于历史数据缺乏的情况,PID 整定软件提供了交互式整定的功能。用户可以不需要测试,通过在线的指定系统响应的特征点来实时地得到PID 参数。
3 技术特点
可视化的PID 评估优化技术居国内先进水平,使专业化的基础回路管理维护工作更加便捷、标准化。该技术的应用使单个回路优化时间从平均2h 缩短到5min 以内,提升了工作效率。
以PID 优化技术为基础,通过多目标协调优化以实现全工况负荷升降,在百万吨煤基烯烃二期裂解装置上进行了整体应用,降低了生产的波动,降低了操作人员的劳动强度,充分挖掘装置的工艺和设备能力,以更加接近于装置约束条件下可靠运行,实现全自动升降负荷、“卡边”优化控制,使生产条件推向最优工况边界,实现装置长周期、满负荷,高效、优质运行。
4 实施效果
实现对回路的实时有效管理,便于管理人员实时掌控装置运行情况,实时定位运行不佳回路并准确识别其原因(如参数不合适或参数需优化等);对运行性能不佳回路进行实时滚动优化,并及时提供当前最优的PID 参数,供管理人员参考。
工厂追求的是装置经济效益和社会效益的最佳化,即产品质量、产品收率及装置能耗、物耗等各个方面协调最优化。在实际生产过程中需要对各种指标进行统筹考虑和优化,优化结构如图2所示。
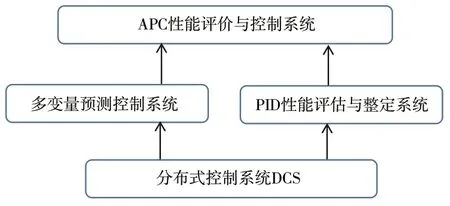
图2 优化结构图
充分利用APC 和PID 控制技术,建立了生产操作自动化平台。
4.1 通过PID控制器阵列实现先进控制
脱甲烷塔主要目的是脱去甲烷,进行甲烷和C2和C2以上组分的分割。脱甲烷塔中含有H2,分离温度最低。脱甲烷塔切割精度直接关系到乙烯塔产品质量深冷及相关单元的稳定控制。通过先控应用实现上下游平衡解耦,达到降低塔顶甲烷气体中乙烯损失、降低塔釜甲烷杂质含量,同时控制脱甲烷塔回流罐液位的稳定。当控制对象存在耦合时会导致控制系统品质下降,在控制对象G(S)和PID 控制器阵列间插入前置模型P(S)进行解耦。表1为脱甲烷塔子控制器矩阵结构。
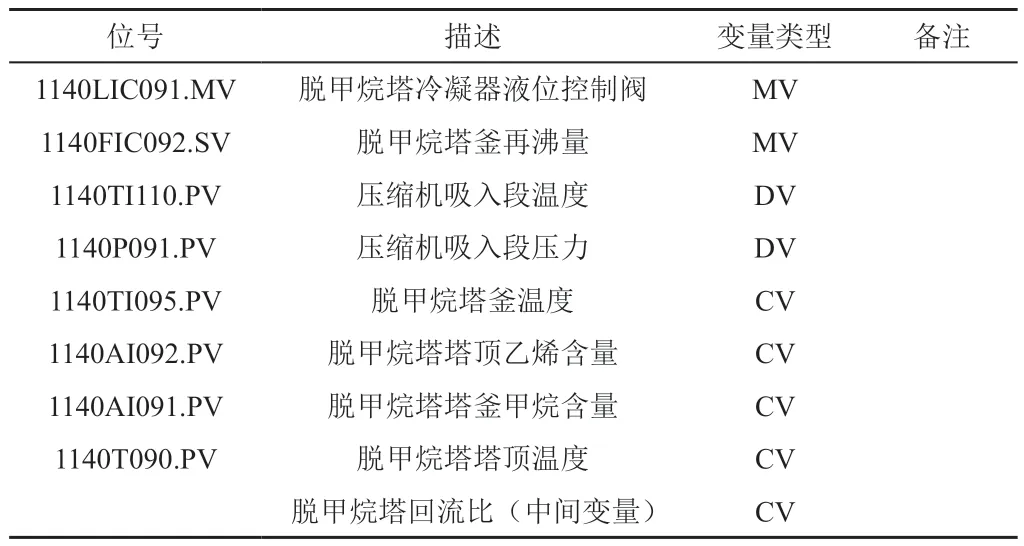
表1 脱甲烷塔子控制器矩阵结构
R(S)、U(S)和M(S)的关系如图3所示。
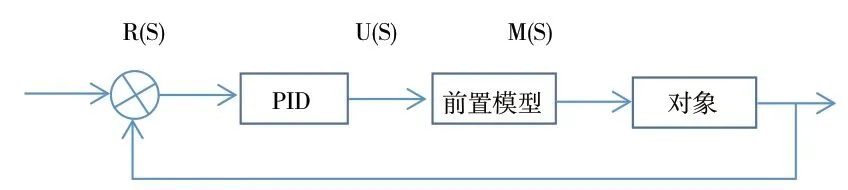
图3 R(S)、U(S)和M(S)的关系
4.2 PID控制器的设计与优化
完成了对大滞后数据的控制以及测量信息不完全的解决方案,通过扩充或补偿来解决生产过程出现的一些问题。
例如丙烯精馏塔的主要产品是高纯度聚合级丙烯,丙烯精馏塔的进料中主要包括丙烯和丙烷,二者沸点非常接近,分离的塔顶高纯度丙烯产品的纯度要求较高,降低塔釜的丙烯浓度。需要达到的具体控制目标为降低装置能耗、提高丙烯产量、减少丙烯分离塔塔底的丙烯损失。丙烯塔子控制器矩阵结构如表2所示。

表2 丙烯塔子控制器矩阵结构
通过智能工厂的实施和应用使得该厂的烯烃收率和能耗水平均达到国内先进水平,运行成本降低了33.25%,能源利用率提高了10.6%,经济和社会效益显著。其中PID 优化的APC 先进控制系统贡献达15%以上。
猜你喜欢
大众文艺(2022年16期)2022-09-07
中国民族美术(2021年4期)2021-07-14
中学生数理化(高中版.高考数学)(2021年3期)2021-06-09
军民两用技术与产品(2021年10期)2021-03-16
水上消防(2020年1期)2020-07-24
农药科学与管理(2019年5期)2019-08-13
中学生数理化·七年级数学人教版(2019年6期)2019-06-25
中学生数理化·七年级数学人教版(2019年6期)2019-06-25
疯狂英语·新读写(2018年3期)2018-11-29
画刊(2018年2期)2018-03-06