绿色加工对全谷物结构及膳食纤维、酚类物质影响的研究进展
2023-01-10 03:17马硕晗徐恩波周建伟陈健初刘东红叶兴乾
食品与生物技术学报 2022年11期
秦 宇,马硕晗,徐恩波*,周建伟,陈健初,刘东红,叶兴乾
(1.浙江大学生物系统工程与食品科学学院,浙江 杭州 310058;2.浙江大学智能食品加工技术与装备国家地方联合工程实验室,浙江 杭州 310058;3.浙大宁波理工学院机电与能源工程学院,浙江宁波 315100)
全谷物是膳食纤维、酚类物质、甾醇、生育酚等功能成分与活性小分子的良好来源。流行病学数据表明,食用全谷物可有效降低机体的糖尿病、高血脂、高血压等多种慢性疾病的发病率[1]。虽然谷物及其加工制品在物理或生理上对人体健康有益的确切机制尚未完全清晰,但20世纪80年代以来,大量研究显示全谷物中膳食纤维具有增加饱腹感、促进胃肠蠕动,以及益生元的形成(包括抗性淀粉经肠道微生物代谢产生短链脂肪酸),对体质有增强效用。此外,全谷物还包括多酚、维生素等生理活性物质,可以通过单个组分或者相互结合或协同增效的作用来产生有益因子[1-2],从而构成了比单营养素更加有利于人体健康的 “全谷物多元功能营养素”复杂体系。《中国居民膳食指南》建议居民日常饮食要以谷物为主,其中摄入全谷物、杂豆类食物50~150 g/d。然而,由于全谷物皮层含有大量糠蜡和纤维物质,造成口感粗糙、质地紧密因而不易消化吸收,目前作为主食的接受度不高,有待新型食品加工技术对全谷物食品品质优化提升[4]。
过度加工的精制谷物是现代饮食模式的主要特征,是亚健康人群“富贵病”即慢性病的诱因之一[3]。随着人们对于营养健康与高质量生活的追求,越来越多的加工技术逐渐被应用于全谷物,以求在保留或提升全谷物营养价值的同时,改善全谷物口感差、熟化不均等缺陷。作者所在团队基于Web of Science 数据库,对近20年来全谷物食品的研究进行了检索 (使用以下关键词:全谷物/谷物whole grain(s)/cereal(s)、结构structure、分布distribution、加工技术 process/treatment/technology、营养健康nutrition/health/intestine、靶向递送targeted delivery、载体carrier)。统计显示,谷物领域研究态势稳步提升,其中全谷物加工与营养健康是近年来的热门研究方向(占约90%)。然而,全谷物的多层级结构复杂、组分分布不均,精准加工难度高、结构调控不易,相关研究较少(<20%),见图1。此外,基于谷物和全谷物相关体系构建的靶向递送与载体等前沿研究尚未取得系统性的突破。
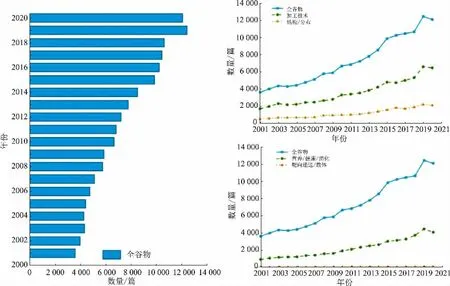
图1 2001-2021年全谷物相关研究趋势统计Fig.1 Research trends in whole grains from 2001 to 2021
目前,工业应用的全谷物粗加工与精加工技术主要为传统的碾磨、蒸煮、烘焙、膨化等方式。现有研究表明,普通的蒸煮和碾磨处理会导致一些全谷物中的总酚含量下降[5-6],降低了功能性化合物的可利用性。此外,全谷物制品如能量棒、面包等对于感官特性的改善也大多通过添加糖、脂肪或者盐等调味剂来实现[7],风味整体均衡度较弱,且过量引入添加剂会存在机体代谢隐患,无法真正达到改善全谷物口感与健康营养的平衡。有些化学加工法例如过氧化氢处理、酸处理等,尽管能有效改变膳食纤维的结构和功能,但是会引起酚酸、类黄酮化合物含量的下降[8],并使处理过的膳食纤维受到SO42-、Cl-等有害化学基团的污染[9]。综上,发展绿色的新型加工技术是未来全谷物食品领域的重要方向之一。
1 全谷物组成
1.1 全谷物多层级结构
全谷物一般指完整的、碾成粉状、碎块状或压成片状的谷物颖果,具有复杂的层—层包裹型亚宏观结构。以稻米为例,完整的谷粒由谷壳、麸皮、胚乳和胚芽几个主要部分组成,见图2。外壳保护谷物基质,由富含纤维素和二氧化硅的纤维组织构成。脱壳后的剩余结构部分为糙米,其麸皮部分由种皮、谷皮构成,此处淀粉含量极低,富含膳食纤维、酚类物质等功能性成分。外壳和麸皮在稻米精制过程中往往作废弃或饲料化处理,缺乏高附加值产品。此外在加工过程中,如物料的胚乳、胚芽和糠麸的比例与其在完整颖果中的比例基本相同,也可称其产品为全谷物制品。
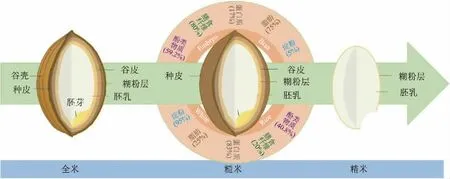
图2 糙米的层-层包裹型结构与组分分布Fig.2 Layer-by-layer structure and component distribution of brown rice
1.2 全谷物功能与活性成分
全谷物中含有较为丰富的营养物质,其功能营养成分主要包括碳水化合物、蛋白质、脂肪、维生素、矿物质等。与精制谷物相比,全谷物保留了糊粉层、外皮层,具有大量膳食纤维和酚类物质。而在不同种类的谷物中,功能组分和活性化合物成分有很大差异,表1总结了部分全谷物中膳食纤维以及酚类物质的质量分数。
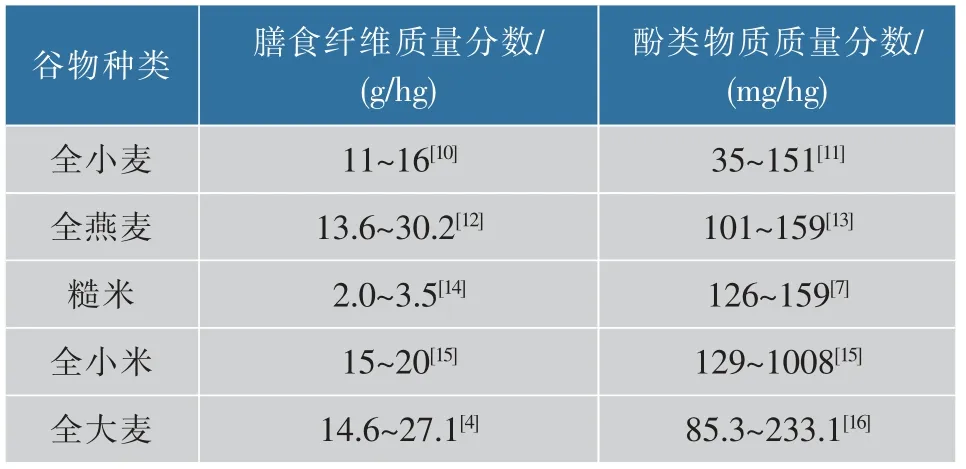
表1 全谷物中膳食纤维和酚类物质质量分数Table 1 Content of dietary fiber and polyphenols in whole grains
1.2.1 膳食纤维膳食纤维是植物器官的结构多糖,可分为可溶性膳食纤维和不溶性膳食纤维,包含纤维素、半纤维素、木质素、β-葡聚糖等。除此之外,抗性淀粉被定义为一种新型的膳食纤维,与常见膳食纤维的生理功能相似,目前主要分为5 类[17-18]。其中第一类为天然物理包埋的抗消化淀粉,主要存在于豆类以及全谷物,与细胞壁结构结合或被细胞壁所包裹,因而限制了淀粉酶的水解作用。它们通常无法在人体小肠中消化吸收,到达大肠后才被完全或部分发酵,生成醋酸盐、丙酸盐和丁酸盐等短链脂肪酸并影响肠道菌群。因而,抗性低聚糖、果聚糖、半乳聚糖等部分膳食纤维被定义为益生元[19]。在Ross 等人进行的一项随机交叉试验中,将参与者分为全谷物饮食组(32 g/d)和精制谷物饮食组(19 g/d),前者体内的共生梭状芽孢杆菌产物乙酸盐和丁酸盐显著增加[20]。另有Roager 等人在一项为期8周的人类交叉研究中发现,一类产丁酸盐梭状芽孢杆菌会在参与者全谷物高消耗量(179 g/d)期间增殖,并在全谷物低消耗量(13 g/d)期间下降[21]。
全谷物膳食纤维主要由植物细胞壁基质组成,大量存在于全谷物的麸皮部分,例如麦麸中膳食纤维达到50%~53%[22]。已有大量研究显示,富含膳食纤维的全谷物食品对人体健康有较大益处,但目前人们仍然倾向于选择精制谷物食品,相关调查表明原因大多集中在全谷物食品入口感官特性差、烹饪加工时间长等方面[23-24]。全谷物食品中含量较高的不溶性纤维是造成全谷物食品上述现状的重要原因(除β-葡聚糖外,大多数膳食纤维是不溶性的),其存在会破坏面筋基质网络,或者与其他聚合物竞争性吸水,从而破坏面团的黏弹性或者延展性[25]。高纤维全谷物食品的口感质量与营养功能之间存在“加工冲突”。目前,通过减小不溶性膳食纤维粒径或者将其转化为可溶性膳食纤维来对该特性进行改善是主要策略,这可能会导致全谷物的微观结构、孔隙率、比表面积等发生一定变化[26]。
1.2.2 酚类物质酚类化合物为植物次生代谢物,主要通过莽草酸和苯丙烷途径合成,包括酚酸、类黄酮、芪和木脂素、单宁以及多酚酰胺。相较于水果和蔬菜,谷物是人们获取酚类物质的重要来源。越来越多的证据表明,全谷物麸皮是酚类化合物的良好来源之一[27-28]。全谷物中的多酚按其存在形式可分为自由态、可溶酯化态和不溶结合态。自由态和可溶酯化态一般统归为游离态酚类物质,其在小麦、糙米等全谷物中占多酚质量分数的30%~50%。结合态酚类物质是全谷物酚类物质存在的主要形式,其往往与细胞壁结构中的碳水化合物、纤维素、蛋白质、木质素成分共价结合(酯键、醚键),以酯、糖苷或聚合物的结合态形式存在。酚类物质的结构特征在于其芳环带有一个或多个羟基取代基,其生物活性与2 型糖尿病、心血管疾病、肥胖症等慢性疾病的发病率有关[29]。有研究发现,高粱麸皮多酚提取物可促进正常个体及肥胖个体粪便样本内双歧杆菌、乳酸杆菌、罗氏菌和普氏菌的生长[30]。研究者通过大鼠实验发现,在高脂肪饮食中添加粗麦麸可使大鼠血清和肝脏总胆固醇水平、甘油三酯、丙二醛、血清低密度脂蛋白和血清葡萄糖降低,并改善血清高密度脂蛋白水平[31]。然而,谷物酚类物质与营养代谢的构效关系仍有待系统性研究。
谷物中的酚类物质与膳食纤维多通过酯键或非共价相互作用连接,例如广泛存在于谷物中的阿魏酸,结合阿拉伯木聚糖并改变其流变特性和物理结构[32]。酚类化合物与膳食纤维共价结合后,在消化过程中难以从细胞壁基质中释放出来,对其在人体内的生物活性及生物可及性有极大影响[33]。两者之间的相互作用或络合作用增加了膳食纤维理化性质和酚类化合物代谢过程的复杂性。由于酚类物质具有热敏性的特点,对于加工条件要求较高,包括蒸煮、焙烤在内的传统热加工在改善全谷物口感的同时往往会导致全谷物内酚类物质的大量损失。
2 全谷物绿色加工技术
全谷物的加工结构变化与其膳食纤维、酚类的状态与分布息息相关。生物酶及发芽、发酵等绿色加工方式对全谷物多层级结构的破坏相对较小,功能成分保留高。而从材料学的角度看,食品是一种亚稳态多相体系,当全谷物系统在加工过程中受到热、压力或其他物理力的外部应力时,易发生局部结构位移甚至重组,并伴随膳食纤维、酚类物质状态的转变[33]。作者对全谷物食品中所应用到的生物、物理加工技术以及其对全谷物食品产品质量、营养特性的改变进行了总结,见表2。

表2 全谷物加工技术概览Table 2 Overview of whole grain processing technologies
2.1 生物加工技术
2.1.1 发芽发芽处理是改善全谷物食用品质,进一步提高其营养价值的有效方法,这一技术除局部膨胀、新长芽头外不改变全谷物整体结构分布。目前常采用的发芽方式为浸泡法,按其吸水过程可细化分为3 个阶段,即快速吸水期、平稳期和后萌发期[34]。在第一阶段中全谷物快速吸收水分,胚芽的吸收量高于谷物其他部分的吸收量;到达第二阶段后谷物吸收水分速度降低,体系内产生大量酶并发生代谢反应,该阶段结束后胚芽鞘从种皮内长出。此时γ-氨基丁酸、酚类等活性物质随之迁移扩散;第三阶段谷物吸水量又迅速上升,是胚芽及胚根的活跃生长期[35]。整个过程受浸泡温度、浸泡时间、浸泡液酸碱度和添加剂、发芽温度和发芽时间等工艺参数的影响,并最终影响膳食纤维和酚类物质的再生成、转化与分布。然而,过长的发芽时间可能导致微生物污染,或者出现根和芽的过度生长的问题,使全谷物不宜再作为食物材料。
全谷物在发芽的过程中营养组分会发生一系列的变化,并影响热处理后风味、口感等性质。Ti 等人发现发芽糙米的所含的酚类物质质量分数比发芽之前提高了63.2%,其中阿魏酸、丁香酸和咖啡酸等含量均显著升高,抗氧化活性明显提高[36]。Mohan等人发现发芽后的糙米总膳食纤维质量分数增加28.2%,可溶性膳食纤维质量分数增加61.0%。不溶性膳食纤维转化成为可溶性膳食纤维,同时释放了结合态酚类物质,使游离态酚质量分数提升[37]。这在实现膳食纤维改性的同时提高了谷物的酚类物质活性。另有研究证明,全谷物发芽后谷物的质地和糊化特性等物理性质发生改变。如Kaosa 等人对糙米进行发芽处理,发现其硬度减小,峰值黏度、分解黏度、最终黏度和回退黏度随着发芽时间的增加而增加[38]。因此,利用可控的萌芽技术来改善全谷物质构及营养水平,在食品工业领域有着良好的前景。
2.1.2 固态发酵固态发酵定义为在不存在或几乎不存在自由水的情况下于固体基质中进行的发酵过程[39]。与传统的深层发酵系统相比,全谷物固态发酵具有对水和能源的需求更低、生产力更高以及对无菌要求更低等优势。但是固体发酵工艺容易受到微小变化的影响,需要仔细考虑到pH、温度、水分活度、湿度、粒度、固体基质类型等各种参数的影响,需要筛选出可用的全谷物基质。大多数固态发酵工艺使用丝状真菌,也不乏其他食品级酵母和细菌菌株,不同菌种在发酵过程中遵循不同的代谢途径和运输机制。在发酵过程中,这些微生物可以产生大量水解酶(酯酶、蛋白酶、果胶酶、纤维素酶、α-淀粉酶、木聚糖酶、β-葡糖苷酶等),它们能够催化底物细胞壁中结构多糖和蛋白质的分解,释放出可供微生物吸收的营养物质[40]。全谷物固态发酵过程见图3。
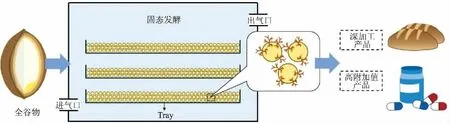
图3 全谷物固态发酵过程Fig.3 Solid-state fermentation process of whole grains
全谷物固态发酵对于改善全谷物食品整体结构、感官特性以及提升功能性化合物含量都有明显作用。发酵过程中可通过酶促反应破坏植物细胞壁,在实现不溶性膳食纤维的转化的同时释放结合态酚类物质[41],并可利用植酸酶和磷酸酶进行植酸降解。另外发酵过程中所产生的挥发性物质,可改善全谷物食品的最终风味特性,提高感官质量。Zhao 等人利用含保加利亚乳杆菌和嗜热链球菌的发酵剂对小麦麸皮进行发酵,发现发酵后的麸皮水溶性阿拉伯木聚糖、可溶性膳食纤维含量以及植酸降解率提高[42]。而随着膳食纤维由不溶性转化为可溶性状态,游离态酚类物质的含量也随之提高,同时水合特性也得到改善。有研究者用鼠李糖乳杆菌菌株发酵麦麸,发现发酵后的样品中植酸减少近37%,而水溶性阿拉伯木聚糖升高了3倍[43],此外还在发酵麦麸的挥发性成分中检测出了具有面包香气特征的呋喃衍生物。综上,固态发酵技术是改善全谷物的结构、营养与感官特性的有效途径。
2.1.3 酶技术酶制剂是一种天然绿色食品添加剂,其安全性高,在改善产品品质的同时不会对人体产生危害。研究表明,戊聚糖酶可促进阿拉伯木聚糖由不可溶态转化为可溶态;纤维素酶可降解纤维素;葡萄糖氧化酶可将巯基氧化为二硫键,并促进可溶性阿拉伯木聚糖氧化凝胶[44-46]。刘丽娅等人利用以上3 种酶处理全麦粉,膳食纤维发生了结构的改变或由不溶性转化为可溶性膳食纤维,全谷物面粉质地变软,所制成的馒头内部结构明显改善,气孔均匀、质地疏松、富有弹性、粗糙感显著降低,证明该方法对于全谷物食品感官特性提升有效[46]。另有研究团队利用中性蛋白酶处理全谷物燕麦后显著提高燕麦中可溶性β-葡聚糖含量,推断其原因可能是蛋白质在中性蛋白酶的作用下被分解,细胞壁整体结构被破坏,进而释放出可溶性膳食纤维[47]。
2.2 物理加工技术
2.2.1 挤压挤压加工技术是一种集混合、剪切、加热、输送、高压为一体的加工手段,具有快速、高效、绿色、节能的特点,食品工业常用单螺杆或双螺杆挤压机。单螺杆的摩擦力较强,双螺杆挤压可以在非常低的进料水分下运行,并可更加灵活地控制时间、温度和螺杆速度等变量。当谷物物料进入挤压设备机筒后,通过螺杆逐渐输送到模头,在此过程中样品逐渐变得更加致密、黏稠,塑性增强。降低进料水分会削弱水分子引起的润滑作用,并增强谷物基质与螺杆/机筒之间的摩擦力;提高螺杆速度可能会产生更高的输入机械能[48]。提高挤出温度有利于淀粉的解聚,加速破坏纤维分子之间的糖苷键,将大分子的不可溶膳食纤维转化为小分子可溶膳食纤维[49]。全谷物挤压重构与功能组分转化见图4。
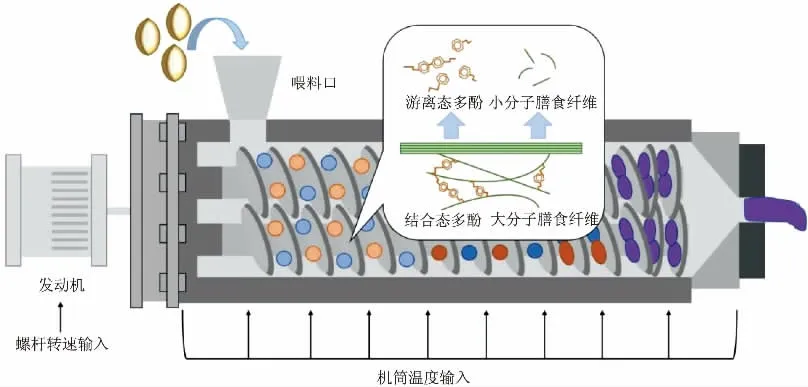
图4 全谷物挤压重构与功能组分转化Fig.4 Structure reorganization and functional component transformation of whole grains under extrusion
全谷物在挤压加工过程中所发生的反应和结构变化主要为淀粉颗粒瓦解与糊化、膳食纤维的改性以及酚类物质的转化和保留。挤压后谷物的糊化度得到较大幅度提高,吸水指数和水溶性指数也不同程度提高,这些都有利于谷物产品的消化吸收[51]。同时相对较为温和的生物加工技术,挤压机械作用对全谷物亚宏观结构的破坏彻底,而微观分子链结构变化主要取决于水分、温度等协同效应。由于加工过程中存在的高温、高压、高剪切等作用,全谷物的植物细胞壁破裂,膳食纤维粒径减小,部分由不溶性转化为可溶性,结合在细胞壁上的酚类物质则得以释放。Sun 等人对全荞麦面粉进行了热挤压处理,其可溶性膳食纤维的质量分数从3.13%提升至4.73%[52];当样品水分质量分数为40%时,总酚含量和总黄酮含量的保留率较高。挤压后全荞麦的糊化度也有大幅度提升,抗性淀粉含量随着挤压温度的升高和含水率的降低而升高。然而,过高的挤压温度会导致淀粉彻底糊化和酚类物质损失,对全谷物的深加工产生不利影响[50]。
2.2.2 3D 打印目前食品领域应用的3D 打印技术有:挤出式3D 打印、选择性烧结3D 打印、黏合剂喷射3D 打印和喷墨打印。其中挤出式3D 打印为目前主要研究方向,包括了气体驱动、活塞驱动以及螺杆驱动3 种方式,见图5。挤压式3D 打印与传统挤压不同,主要关注成形样品的精度、形状恢复能力和结构支撑性能,这些特性与原材料的性能息息相关。华南理工大学陈玲团队对3D 打印淀粉基食品进行了研究,总结了淀粉基食品的淀粉结构、流变性能和可打印性之间的关系,为淀粉基3D 打印食品材料的选择和优化提供了指导,这对于全谷物3D 打印也具有借鉴意义[53-54]。
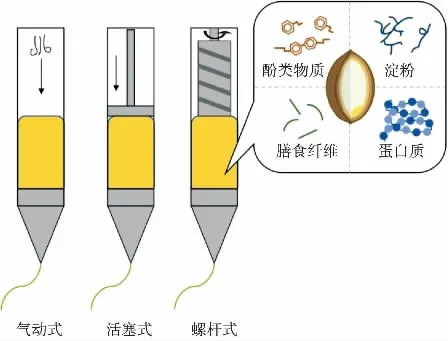
图5 全谷物生物墨水与挤出式3D 打印Fig.5 Bio-ink and extruded 3D print of whole grains
Lai 等人将麸皮添加到小麦粉中,发现由于麸皮富含不溶性膳食纤维而结合大量水分,因此面筋水合程度不足,导致复配全谷物微观结构分布不均[55]。具有较低水合度的面筋使食品材料在适当的剪切力下更容易从打印机喷嘴中挤出,并且能够在挤出后快速恢复凝固结构。在此基础上,Zheng 等人对比了精制小麦粉和全小麦粉的可打印性,通过外观形态、微观结构、黏合结构、流变性等性能的分析,发现全小麦粉比精制小麦粉更适合挤出式3D 打印[56]。全麦粉由蛋白质、脂肪、纤维和淀粉组成多种复合物,增强了凝胶网络的交联,显著延缓了淀粉的老化,提高了水的结合能力。使用全麦的打印样品在长时间存放后仍具有柔软和有弹性的质地。此外,虽然全谷物3D 打印在酚类物质方面探究较少,但外源多酚作为结构网络形成制剂或呈色剂已在食品3D 打印中逐渐成为热点。Zeng 等人将儿茶素和原花青素引入到大米淀粉凝胶当中,发现随着多酚浓度的增加,复合淀粉凝胶表现出更高的相对结晶度、致密性和不均匀性,优于单纯的大米淀粉凝胶[57]。Ahmed 等人研究了花青素/马铃薯淀粉复合凝胶的打印性能,发现通过调控pH 可以实现打印产品颜色的改变,这对于改善打印产品的感官性能有重要作用[58]。目前,3D 打印技术在全谷物加工领域的应用刚刚起步,但是随着该技术在食品加工领域的不断发展,未来针对全谷物个性化营养膳食及其宏微观结构、色泽调控等方面具有更加广泛的应用价值。
2.2.3 超微粉碎粉末化过程在全谷物粉的生产中至关重要,是减少麸皮和胚芽对最终产品破坏性影响的关键步骤之一。超微粉碎是减小粒度和改善细粉表面活性的新兴技术,包括高速气流粉碎、微流化、超声波粉碎、高压均质等[59],可产生微米级甚至亚微米级的细粉颗粒。与传统粉碎方法相比,应用于全谷物加工的超微粉碎技术可有效减小谷物纤维尺寸,使研磨后产品拥有更好的流动性和界面张力,释放出结合的酚类物质,提高抗氧化性或生物活性。
Zhu 等人发现超细粉碎可以有效地将麦麸纤维颗粒粉碎至亚微米级,且随着粒度减小,部分不溶性膳食纤维可转化为可溶性状态[60]。同时,粉碎后的谷物面粉由于粒径减小、表面积增加释放出部分共价结合在纤维上的酚类物质,因而总酚含量、DPPH自由基清除活性和铁还原抗氧化能力等增强。另外由于不溶性膳食纤维的改性,面粉溶胀能力和亚硝酸根离子吸收能力显著增加,所制面团整体表现出更好的稳定性和单轴延伸性[61-63]。尽管研究显示了超细研磨对于全谷物面粉改性的有效性,但由于规模化生产设备的加工精度、成本等原因,目前在全谷物加工领域中的应用仍有限。
2.3 复合加工技术
除基于上述生物及物理作用的全谷物加工技术之外,辐照、超声、超高压等越来越多的高新技术也逐渐应用到全谷物加工领域。陶虹等人比较了超声波和超高压处理对于糙米蒸煮品质和抗氧化性的影响,结果表明两种处理方式均使糙米的硬度、胶黏性和咀嚼性下降12%以上,且均显著提高了糙米抗氧化活性[64]。有研究者利用γ 辐射处理糙米,处理后的糙米持水性显著提高,峰值黏度、最终黏度和回退黏度降低,延缓淀粉的回生[65]。Geng 等人用超声辅助纤维素酶法处理糙米,处理后糙米粉的不溶性膳食纤维含量和粒径降低,可溶性膳食纤维含量增加[66];糊化和流变学性质改善,具有更好的质地和烹饪品质。Gong 等人对全玉米进行了发芽/挤压联合处理,总酚酸和类黄酮质量分数分别为原料的260%和249%,显著高于单一的发芽或者挤压加工方式处理后的全玉米[67]。
生物加工技术的相关研究证明了酶在加工过程中对于全谷物质量的提升具有重要作用,因而越来越多研究者尝试将酶引入到全谷物物理加工过程。Xu 等人将挤压机作为酶反应器,发现酶法挤压能够显著改善剧烈挤压过程中多酚类和类黄酮等物质的过度损失[68-69]。在α-淀粉酶质量分数为0~6.0%时,整粒大米受到高压高剪切作用后,植物细胞壁破裂释放出游离态酚,同时酶解淀粉物料柔性保护使游离态与结合态酚保留率均得到提升(比对照保留率分别提高21%和12%)。对于谷物而言,挤压过程中引入的淀粉酶可实现物料淀粉基质的高效解链化,挤压反应环境更为温和,总多酚活化能降低50%左右[70-71]。酶解后还原糖含量增加,体系黏度更低,高温、机械做功等引发的酚类物质的转化与降解情况得到显著改善。此外,适量金属阳离子的引入对加酶挤压过程中多酚物质的保留起到积极作用。Xu 等人报道了二价金属阳离子Mg2+、Ca2+、Mn2+对挤压碎米中多酚的间接保护,特别是当添加1.8 mmol/hg 的Ca2+后,总酚保留率和DPPH 值分别为对照的113%和134%[72]。一方面,金属阳离子提高了淀粉酶酶活,促进了挤压过程中淀粉酶解,淀粉黏度下降,热机械能对多酚的影响随之下降[73];另一方面,金属阳离子能够与儿茶素等多酚通过金属-配体相互作用结合,从而降低总酚损失[74]。总之,加酶挤压在制备具有高营养价值的全谷物产品方面具有良好的应用前景。
3 展 望
我国是粮食生产与消费大国,粮食加工业是国民生计与农业经济的重要支撑。尽管目前全谷物适度精深加工还处在起步阶段,但是随着全谷物结构、营养研究的日益增多和先进加工技术的出现,全谷物食品在粮食加工领域将会越来越重要。然而,由于全谷物麸皮部分膳食纤维的含量较高,导致其感官特性不佳,利用传统的热加工方式蒸煮、烘焙等对全谷物进行处理,尽管在一定程度能改善该特性,但同时造成了全谷物中功能性化合物的大量损失,而化学加工方式易造成化学试剂的污染。在食品加工过程中可以预见,利用发芽、发酵或挤压、3D 打印等现代绿色加工手段,针对目标物的精细化差异加工(如淀粉的适度糊化降解、膳食纤维的可溶性转化、活性酚类小分子的稳态化保留等),从而解决全谷物食品在处理、食用过程中存在的质地不足与营养品质受损问题,改善全谷物口感、保留/提升功能成分,从而开发出高品质的全谷物制品是未来食品的重要发展方向。
猜你喜欢
安徽农业大学学报(2022年2期)2022-11-09
今日农业(2022年13期)2022-09-15
今日农业(2021年17期)2021-11-26
今日农业(2021年9期)2021-07-28
军事文摘(2020年20期)2020-11-16
食品研究与开发(2020年12期)2020-01-07
今日农业(2019年16期)2019-09-10
冰雪运动(2019年5期)2019-08-24
中成药(2017年7期)2017-11-22
中成药(2017年3期)2017-05-17